
Fターム[4F206AA24]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリエステル(←PET) (552)
Fターム[4F206AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (99)
ポリエチレンナフタレート (10)
ポリアリレート(←全芳香族ポリエステル) (26)
Fターム[4F206AA24]に分類される特許
101 - 120 / 417
積層成形体の製造方法及び硬化皮膜転写フィルム
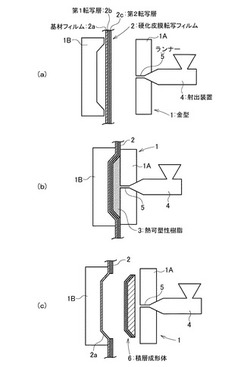
【課題】硬化皮膜転写フィルムを用いて、耐擦傷性、耐候性に優れた硬化皮膜を、高い生産性のもとに効率的かつ経済的に射出成形体の表面に形成する。
【解決手段】基材フィルム2a上に、硬化皮膜を形成するための活性エネルギー線硬化性組成物により成形された第1転写層2bと、成形体に接して硬化皮膜と成形体との接着層を形成するための第2転写層2cを有する硬化皮膜転写フィルム2の第1転写層2bを、活性エネルギー線照射により半硬化状態とし、この硬化皮膜転写フィルム2を金型内に配設して熱可塑性樹脂3を射出充填し、充填樹脂の熱量により第1転写層2bの硬化反応を行う積層成形体の製造方法。
(もっと読む)
繊維強化樹脂成形品
【課題】本発明は、ポリエステル極細繊維が均一に分散した繊維強化樹脂成形品を提供することにある。
【解決手段】海島型複合繊維の島成分を補強繊維とする繊維強化樹脂成形品であって、下記要件を満足することを特徴とする繊維強化樹脂成形品。
a)海島型複合繊維がポリプロピレン系樹脂を海成分とし、ポリエステルを島成分とすること。
b)海島型複合繊維の繊維軸に直交する断面における島成分数が100以上であること。
c)島成分径が10〜1000nmであること。
d)島成分のポリエステルの融点が200℃以上であること。
(もっと読む)
粗面化ステンレス鋼板の製造方法、ならびにステンレス鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法

【課題】ステンレス鋼板の種類や表面仕上げの種類を問わずにオーバーハング部を有するピットを形成することが可能であり、かつステンレス鋼板の耐食性を低下させない粗面化ステンレス鋼板の製造方法を提供すること。
【解決手段】平均粒子径が0.01〜40μmの範囲内の無機化合物粒子を、0.1〜25g/Lの濃度で塩化第二鉄水溶液中に分散させた処理液に、ステンレス鋼板を浸漬して、ステンレス鋼板の表面に複数のピットを形成する。形成されたピットのうち60個数%以上のピットは、ピット開口部の径D2に対するピット内部の最大径D1の比率D1/D2が1.05以上である。
(もっと読む)
回転速度検出装置付き車輪用軸受装置
【課題】 回転速度検出装置のセンサを高精度に位置決めおよび固定し、さらにセンサを保護すると共にセンサとセンサホルダとの気密性を確保することができる回転速度検出装置付き車輪用軸受装置を提供する。
【解決手段】 エンコーダ20と、エンコーダ20に対向して外方部材1の端部に嵌合状態に取付けられたセンサホルダ22と、センサホルダ22のうちエンコーダ20に対向する面に設けた孔haに嵌合固定され、エンコーダ20と隙間を介し対向してエンコーダ20を検出するセンサ21と、センサ21よりもインボード側に位置する密封装置24とを設け、センサ21が、ホットメルト型の樹脂を用いたホットメルトモールディングによりセンサホルダ22に一体モールドされ、センサホルダ22およびセンサ21を挟む両面の樹脂が、センサホルダ22に設けた孔haを介して繋がっている。
(もっと読む)
ステンレス鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体、およびその製造方法
【課題】ステンレス鋼板と熱可塑性樹脂組成物とが接合された複合体であって、熱可塑性樹脂組成物の密着性に優れた複合体を提供すること。
【解決手段】塩化第二鉄水溶液に酸化性化合物を溶解させた処理液にステンレス鋼板を浸漬して、ステンレス鋼板の表面に複数のピットを形成する。形成されたピットのうち60個数%以上のピットは、ピット開口部の径D2に対するピット内部の最大径D1の比率D1/D2が1.05以上である。また、浸漬処理前の鋼板表面の酸化皮膜の平均厚みD0に対する浸漬処理後の鋼板表面の酸化皮膜の平均厚みDtの比率Dt/D0は、1.1以上である。得られた粗面化ステンレス鋼板を射出成形金型に挿入し、熱可塑性樹脂組成物を射出成形金型内に射出して、複合体を製造する。
(もっと読む)
射出成形用樹脂組成物、成形体、及びその製造方法、並びに電気電子機器用筐体
【課題】成形加工性(流動特性)に優れ、かつ、剛性(曲げ弾性率)、含水率、及び蒸散性の観点で優れた射出成形用樹脂組成物を提供する。
【解決手段】下記一般式(I)で表されるイミド系化合物と、難燃剤と、セルロースエステル系樹脂とを含有する射出成形用樹脂組成物。
(一般式(I)中、R1及びR2は、それぞれ独立に、2価の脂肪族炭化水素基、又は2価の芳香族炭化水素基を表す。Lは単結合、2価の脂肪族炭化水素基、2価の芳香族炭化水素基、及び2価の脂肪族炭化水素基と2価の芳香族炭化水素基を組み合わせて得られる2価の基を表す。)
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法
【課題】無機充填剤をナノコンポジット化したポリ乳酸含有樹脂組成物の射出成形により中空体を得るときに、製造条件に関わらず金型を開く時期を決定できる耐熱性中空体の製造方法を提供する。
【解決手段】凹部を備える雌金型と、凸部を備える雄金型と、縁部形成部を備えるストリッパープレートとを備えた金型を用いた耐熱性中空体の製造方法。キャビティに臨む表面が射出されたポリ乳酸含有生分解性樹脂組成物の結晶化温度に対応する温度に金型を加熱する。生分解性樹脂組成物の温度T(℃)がT=(t+3.5)±1.5(t(℃)は金型の表面温度)となったことが赤外線温度センサにより検知されたときに、雄金型とストリッパープレートとを雌金型から離間させる。中空体の内面と雄金型の凸部との間に気体を導入し、ストリッパープレートを中空体方向に前進させて、中空体を金型から取り出す。
(もっと読む)
射出成形用液晶性樹脂組成物、成形体及び耐ブリスター性を向上する方法
【課題】射出容量が大きい条件であっても、成形体表面に発生するブリスターを簡単に抑える技術を提供する。
【解決手段】液晶性ポリエステルアミド樹脂と、繊維状無機充填剤とガラスビーズとの混合物を含み、上記混合物中の繊維状無機充填剤とガラスビーズとの比率(繊維状無機充填剤の含有量:ガラスビーズの含有量)が、0.9:1.0から1.0:0.9になるように調整した射出成形用液晶性樹脂組成物を使用する。繊維状無機充填剤としては、ガラス繊維の使用が最も好ましい。
(もっと読む)
粗面化溶融Zn−Al−Mg合金めっき鋼板およびその製造方法、ならびに溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板の表面に樹脂を接触させた場合に、良好な密着性を付与することができる粗面化溶融Zn−Al−Mg合金めっき鋼板を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は5〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板を酸化性の酸性水溶液に浸漬して、めっき層の表面に平均深さが0.01μm以上で、かつめっき層の膜厚に対する平均深さの割合が80%以下のピットを複数形成する。
(もっと読む)
樹脂シートおよびそれを用いた成形品
【課題】高い選択反射性能を有し、高温高湿成型加工性に優れ、かつ接着面での剥離が生じず、また、ブロッキングのない積層ポリエステルフィルムを提供すること。また、成型加工時におけるオリゴマーの発生およびヘイズの上昇、金型汚れを低減すること。
【解決手段】ポリエステル樹脂Aからなる層(A層)とポリエステル樹脂Bからなる層(B層)を交互にそれぞれ50層以上積層した構造を含み、相対反射率が30%以上となる反射帯域を少なくとも1つ有する積層フィルムの片面もしくは両面にアクリル・ウレタン共重合樹脂とオキサゾリン系架橋剤およびカルボジイミド架橋剤を少なくとも含む塗剤の反応物からなる層が設けられていることを特徴とする樹脂シートとする。
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】強度と可撓性を両立し、かつ成形性に優れるポリ乳酸樹脂射出成形体の製造方法、及び該製造方法により得られるポリ乳酸樹脂射出成形体を提供すること。
【解決手段】下記工程(1)及び工程(2)を含むポリ乳酸樹脂射出成形体の製造方法。
工程(1):ポリ乳酸樹脂、結晶化度が50%未満であるセルロース、及び結晶核剤を含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程
工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
ポリカーボネート樹脂組成物
【課題】芳香族ポリカーボネート樹脂とポリエステル樹脂からなる樹脂組成物であり、機械的強度、流動性、熱安定性に優れ、かつ良好な耐湿熱性を併せ持つ樹脂組成物を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂(A成分)50〜99重量部および(B)ポリエステル樹脂(B成分)1〜50重量部からなる樹脂組成物であって、B成分が一般式(I)で表されるチタン化合物(1)、およびチタン化合物(1)と一般式(II)で表される芳香族多価カルボン酸またはその無水物とを反応させて得られたチタン化合物(2)からなる群より選ばれた少なくとも1種のチタン化合物成分と、一般式(III)で表されるリン化合物(3)の少なくとも1種からなるリン化合物成分との反応生成物を含む化合物を触媒として使用して重合されたポリエステル樹脂であることを特徴とする樹脂組成物。
(もっと読む)
成形品の製造方法、成形品および熱可塑性樹脂組成物
【課題】耐熱性、機械的特性、表面性状、耐衝撃性、塗装性にも優れ、低温から高温までの幅広い環境で使用できる芳香族ポリカーボネート樹脂組成物を用いてガスインジェクション成形した成形品を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A1)とポリエステル樹脂(A2)を、(A1)/(A2)の質量比で、55〜99/45〜1の割合で含有し、レーザー回折式粒度分布測定装置で測定した平均粒子径が0.5〜5.0umであり、かつ粒子径が15μm以上の粒子を実質的に含まないタルクまたはウォラストナイト(B)を、(A1)と(A2)の合計量100質量部に対して、1〜60質量部を含有する熱可塑性樹脂組成物(C)を用い、ガスインジェクション射出成形により中空部を有する成形品を製造することを特徴とする製造方法による。
(もっと読む)
成形されたスマートカードおよび製造方法
本発明は、射出成形によって作製された成形カード本体と、集積回路チップとを含むチップカード、およびそのようなカードを製造する方法に関する。本発明は、カード本体が、ポリ乳酸を含むことを特徴とする。本発明は、特に、SIMカードに適用する。 (もっと読む)
樹脂製一体型塗装マスキング治具及びその製造方法
【課題】本発明は、塗装工程における高温雰囲気下での、最適な塗装マスキング材の選定と塗装マスキング治具10の射出成形時の成形収縮率の設定、および被塗装成形品20と前記塗装マスキング治具10の線膨張係数の差異による影響度を予測し、前記塗装マスキング治具10を早期量産することを課題とする。
【解決手段】被塗装成形品20のCADデータの活用による、図1のステップ1の設計仕様の決定、ステップ 2の意匠設計の早期着手、ステップ 3の機能設計における射出成形材の流動解析、ステップ 4の前述ステップ 3のデータに基づく製品設計、ステップ 5の成形収縮率を考慮した金型設計、ステップ 6のCAMデータに基づく金型加工、ステップ 7の生産試作における形状評価の過程を経て製造する高精度の塗装マスキング治具10と熱可塑性液晶ポリエステル樹脂による耐熱性に優れた前記塗装マスキング治具10を含むことを特徴とする製造方法を提供する。
(もっと読む)
基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体
【課題】射出成形性、柔軟性に優れ、かつ発生する揮発性ガスが少ないことによる基板表面に付着する有機物の少ない基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体を提供する。
【解決手段】引張弾性率が30MPa未満であるポリエーテルエステルブロック共重合体(A)50〜98重量%と、水素添加されたスチレン系エラストマー(b1)および/またはオレフィン系エラストマー(b2)から選ばれた1種以上の熱可塑性エラストマー(B)2〜50重量%とからなり、前記熱可塑性エラストマー(B)を分散相とする熱可塑性エラストマー樹脂組成物であって、引張弾性率が15MPa以下であり、かつスタティックヘッドスペース法にて80℃、2時間の加熱条件で測定される揮発性ガス量が重量当たり5ppm以下であることを特徴とする基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物。
(もっと読む)
モールディング用ポリエステル樹脂、樹脂組成物及びそれを用いた成型品
【課題】複雑な形状を有する電気電子部品用のモールディング用ポリエステル樹脂あるいは樹脂組成物として、防水性・電気絶縁性・作業環境性・生産性・耐久性・耐燃料性等の種々の性能を充分満足する素材を提供する。
【解決手段】芳香環濃度が1500当量/トン以上であるモールディング用ポリエステル樹脂、樹脂組成物とそれらを用いた成型品。好ましくは200℃での溶融粘度が5〜1000dPa・s以下であり、かつ、フィルム状成型品の引張破断強度をa(N/mm2)、引張破断伸度をb(%)とした時の積a×bが500以上であるモールディング用飽和ポリエステル樹脂、樹脂組成物とそれらを用いた成型品。
(もっと読む)
射出装置及び樹脂の射出方法
【課題】 大掛かりな機構を用いることなく、保圧機構に対する樹脂の滞留を確実になくす。
【解決手段】 射出スクリュー2の加圧により、保圧プランジャー22を樹脂の圧力で後退させて保圧路9に樹脂を流入させると共に、樹脂路6の樹脂を加圧し(一次保圧)、遮断プランジャー12を閉じて保圧プランジャー22により樹脂路6及び保圧路9の樹脂を加圧し(二次保圧)、更に、遮断プランジャー12を開いて先端が樹脂路6に突出する状態まで保圧プランジャー22を前進させて保圧路9の樹脂の全てを樹脂路6に排出し、遮断プランジャー12よりも射出スクリュー2側の保圧路9に対して樹脂を保持させる。
(もっと読む)
射出成形機の成形方法
【課題】 比較的低い温度で溶融しやすい特定の成形材料を成形する場合でも、計量工程においてスクリュが空回りして計量不能になる不具合を解消し、また、実施の容易化及びコストダウンを図るとともに、汎用性及び安定性(信頼性)を高める。
【解決手段】 加熱筒2内に供給された樹脂ペレットによる成形材料をスクリュ3の回転により可塑化計量する計量工程S1cと、可塑化計量した加熱筒2内の溶融樹脂を金型4に射出充填する射出工程S3cとを有する成形方法であって、特定の成形材料Pe…により成形を行うに際し、射出工程S3cと計量工程S1c間で、スクリュ3を、計量時の回転方向に対して反対方向に、所定の角度Rrだけ回転させることにより加熱筒2内の成形材料Pe…に対して計量工程S1cの反対の挙動を付与する分塊工程S10c(S10ce)を行う。
(もっと読む)
インサート部品とプラスチック外被を含む部材並びにその製法
本発明は、インサート部品並びに少なくとも2のプラスチック成分からのプラスチック外被を含み、前記インサート部品が第1のプラスチック成分Aにより包囲され、そして、前記第1のプラスチック成分Aが第2のプラスチック成分Bにより包囲されている部材であって、前記第1のプラスチック成分Aが、次のものから構成されている:A1:脂肪族及び芳香族ジカルボン酸及び脂肪族ジヒドロキシ化合物を基礎とする、少なくとも1のポリエステル、成分A1及びA2の全質量に対して5〜80質量%、A2:ポリラクチド(PLA)、ポリカプロラクトン、ポリヒドロキシアルカノアート及び脂肪族ジカルボン酸及び脂肪族ジオールからのポリエステル、からなる群から選択される少なくとも1のホモポリエステル又はコポリエステル、成分A1及びA2の全質量に対して20〜95質量%、A3:スチレン、アクリル酸エステル及び/又はメタクリル酸エステルを基礎とするエポキシド基含有コポリマーa)、ビスフェノールA−エポキシドb)又はエポキシド基含有の天然油、脂肪酸エステル又は脂肪酸アミドc)、成分A1及びA2の全質量に対して0.05〜15質量%、及び前記第2のプラスチック成分Bが、次のものから構成されている:B1:芳香族ジカルボン酸及び脂肪族又は芳香族ジヒドロキシ化合物を基礎とする少なくとも1の部分結晶性の熱可塑性ポリエステル、50〜100質量%、及びB2:少なくとも1の熱可塑性スチレン(コ)ポリマー、0〜50質量%、そのつど、第2のプラスチック成分Bのポリマー割合に対する、部材に関する。 (もっと読む)
101 - 120 / 417
[ Back to top ]