
Fターム[4F206AA24]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリエステル(←PET) (552)
Fターム[4F206AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (99)
ポリエチレンナフタレート (10)
ポリアリレート(←全芳香族ポリエステル) (26)
Fターム[4F206AA24]に分類される特許
61 - 80 / 417
二重壁構造を有する合成樹脂製ボトル
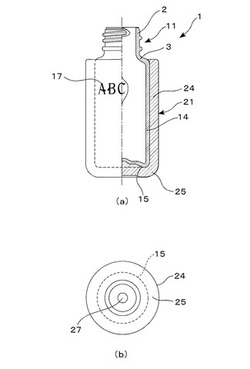
【課題】 落下等の衝撃を受けた場合にボトル本体と外殻体との間の剥離を防止し、立体装飾効果が失われることのない二重壁構造を有する合成樹脂製ボトルを提供することを技術的課題とする。
【解決手段】 口筒部(2)を有する合成樹脂製ブロー成形壜体であるボトル本体(11)と、ボトル本体(11)の胴部(14)と底部(15)を外装する有底筒状の透明な合成樹脂製の外殻体(21)とから構成され、外殻体(21)はボトル本体(11)をインサート材とした射出成形により形成され、外殻体(21)とボトル本体(11)とが密着している二重壁構造を有する合成樹脂製ボトルであって、外殻体(21)がポリエステル系樹脂で形成され、ボトル本体(11)がPET樹脂中にPCT系樹脂を含有する樹脂で形成された構成とする。
(もっと読む)
樹脂組成物およびその成形品

【課題】十分な引張降伏強度と曲げ弾性率、シャルピー衝撃強度を有し、衝撃強度のばらつきが少ないPET系樹脂組成物を得ることである。
【解決手段】ポリエチレンテレフタレート100重量部に対して、ポリエチレンを0.1〜20重量部、相溶化剤を0.1〜20重量部を混合してなり、前記相溶化剤はモノマーAとモノマーBの共重合体からなり、前記モノマーAは、エチレン、α−オレフィン、ブタジエン、イソプレン、ヘキサジエン、スチレン、スルホン化スチレンなどのスチレン化合物からなる群より選ばれた一つ以上のモノマーであり、前記モノマーBは不飽和カルボン酸、不飽和カルボン酸エステル、ビニルスルホン酸、脂肪酸ビニル、アクリロニトリル、マレイン酸変性オレフィン、無水マレイン酸変性オレフィン、ポリカプロラクトン変性オレフィンからなる群より選ばれた一つ以上のモノマーであることを特徴とする樹脂組成物である。
(もっと読む)
樹脂成形体の製造方法
【課題】有機繊維及び熱可塑性樹脂を含有し、高い衝撃強度を有する成形体を製造することが可能な樹脂組成物成形体の製造方法を提供する。
【解決手段】有機繊維と、熱可塑性樹脂とを含有する樹脂組成物を、射出成形機を用いて可塑化する可塑化工程と、
前記可塑化工程によって可塑化された樹脂組成物を、金型キャビティ内に充填する充填工程と、
前記金型キャビティ内に充填された樹脂組成物を、70〜300MPaの保圧力で0.5〜60秒間保持する保圧工程とを有する樹脂成形体の製造方法。
(もっと読む)
透明性に優れた射出成形品及びその製造方法
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定に賦することなく成形することが可能な射出成形品を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂(A)と、該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を持つ鎖延長剤(B)から成り、重量平均分子量Mwが3.0×105以上の高分子量成分を1.0重量%以上の量で含有する樹脂組成物から成る射出成形品であって、下記式
ΔTc1 = 2ndTc1 ― 1stTc1
式中、2ndTc1は5分間加熱溶融後急冷した試料について示差走査熱量計で測定
した結晶化発熱ピークであり、1stTc1は溶融前の試料について示差走査熱
量計で測定した結晶化発熱ピークをそれぞれ表す、
で表されるΔTc1の値が20℃以下であることを特徴とする。
(もっと読む)
液晶ポリマー射出成形品の熱間反り変形予測方法
【課題】液晶ポリマー射出成形品の熱間反り変形を予測する。
【解決手段】液晶ポリマーにより形成された材料特性データ取得用成形品を用いて、成形時の流動・固化によるせん断応力の積分値および分子配向状態と、線膨張係数の異方性との関係を、材料特性データとして取得する第1工程と、射出成形品の流動・固化時に対象部位に生じる配向とせん断応力のデータを取得する第2工程と、材料特性データおよび射出成形品の対象部位における配向とせん断応力の積分値のデータから、対象部位の線膨張係数異方性データを換算する第3工程と、射出成形品の有限要素法モデルにて、換算された線膨張係数異方性データをマッピングする第4工程と、有限要素法モデルの構造解析を行って、温度を変化させた際に生じる膨張・収縮を計算する第5工程とを実施して、射出成形品の対象部位に生じる反り変形を予測する。
(もっと読む)
熱可塑性樹脂組成物およびその成形品
【課題】
本発明の課題は、表面外観、耐衝撃性および熱安定性に優れたポリ乳酸樹脂系の熱可塑性樹脂組成物ならびにその成形品を提供することにある。
【解決手段】
ゴム含有グラフト共重合体(A)15〜60重量部、(メタ)アクリル酸エステル系単量体(イ)50〜90重量%、ビニル系共重合体(B)10〜55重量部、(メタ)アクリル酸エステル系重合体(C)0〜50重量部ならびにポリ乳酸樹脂(D)5〜55重量部を含有する樹脂組成物(ゴム含有グラフト共重合体(A)、ビニル系共重合体(B)、(メタ)アクリル酸エステル系重合体(C)、ポリ乳酸樹脂(D)の合計で100重量部)に対してリン酸および/またはリン酸1ナトリウム(E)0.01〜2重量部を含有する熱可塑性樹脂組成物であって、ゴム含有グラフト共重合体(A)、ビニル系共重合体(B)、(メタ)アクリル酸エステル系重合体(C)からなる樹脂組成物(F)とポリ乳酸樹脂(D)の220℃、1000s−1における溶融粘度(η)の関係が次の範囲にあることを特徴とする、熱可塑性樹脂組成物。
0.30≦η(D)成分/η(F)成分≦0.80
(もっと読む)
OA機器外装部品の製造方法
【課題】ステレオコンプレックスポリ乳酸の耐熱性を活かしたOA機器外装部品の製造方法提供する。
【解決手段】(A)示差走査熱量計(DSC)測定において、昇温過程における融解ピークのうち、195℃以上の融解ピークの割合が80%以上であるポリ乳酸(A成分)を、金型温度80〜130℃の範囲で射出成形して得られるOA機器外装部品の製造方法。ポリ乳酸は、L−乳酸単位90〜100モル%と、D−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−1)と、D−乳酸単位90〜100モル%と、L−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−4)とからなり、(A−1/A−4)が10/90〜90/10(重量比)で245〜300℃で熱処理したものである。
(もっと読む)
表面シートを用いたインサート成形用金型及び成形物の製造方法
【課題】表面シートを用いた成形物表面の高い意匠性を保持することができる成形物、特に加飾成形物の製造に用いるインサート成形金型および成形物の製造方法を提供する。
【解決手段】金型の雌型1と雄型2の接触面に垂直な向きに、製品部に対置して施されたゲート5先端の樹脂注入口6からキャビティ10に続く樹脂流路である肉盛部用樹脂流路7の断面積が、ゲート5近傍から製品部にかけて漸増する形状を有し、前記樹脂流路7の体積と、該樹脂流路7の製品部側断面を底面として製品部厚みを高さとした柱の体積との和が、製品部13の全体積の4%以上となるようにしたインサート成形用金型及びその金型を使用して射出成形する加飾成形物の製造方法。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
転写箔およびその製造方法
【課題】インモールド成形時に転写箔にかかる熱や圧力によって生じる印刷層の印刷画像の歪みや流れを抑制することができるインモールド成形用転写箔の提供。
【解決手段】本発明のインモールド成形用転写箔は、基材シートと、該基材シートの一方の面上に、少なくとも、離型層と、受容層と、印刷層とをこの順に有するものであって、該印刷層が、インク層を有するインクリボンを用いた熱転写プリンターによって形成され、該インク層が、イソシアネート基含有硬化剤と、樹脂材料と、着色剤とを含むものである。
(もっと読む)
ガスインジェクション用ポリカーボネート−ポリエステル複合樹脂組成物及び成形品
【課題】樹脂本来の物性を維持しつつ、表面性、中空成形性が改善されたガスインジェクション用ポリカーボネート−ポリエステル複合樹脂組成物を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A1)100質量部、ポリエステル樹脂(A2)1〜100質量部、ゴム性重合体(A3)0.5〜30質量部、レーザー回折式粒度分布測定装置で測定した平均粒子径が0.5〜5.0μmであり、かつ粒子径が15μm以上の粒子を実質的に含まない無機充填材(A4)1〜60質量部を含むポリカーボネート−ポリエステル複合樹脂組成物(A)100質量部に対して、芳香族ポリカーボネート樹脂(B1)、ポリエチレンテレフタレート(B2)、ゴム性重合体(B3)及びポリカーボネートと反応する官能基を有するオレフィン系重合体(B4)から成る複合樹脂組成物を含むガスインジョクション用ポリカーボネート−ポリエステル複合樹脂組成物。
(もっと読む)
成形品の製造方法、及び成形品
【課題】ポリ乳酸樹脂組成物を成形することで外観が非常に優れ、且つ耐水性、耐衝撃性等の特性に優れた成形品を得ることができる成形品の製造方法を提供する。
【解決手段】本発明に係る成形品の製造方法は、ポリ乳酸とコアシェルゴムとを含有するポリ乳酸樹脂組成物を、金型のキャビティ表面温度が前記ポリ乳酸樹脂組成物の最短の半結晶化時間の温度±10℃の範囲内である状態で、前記金型に射出する工程を含む。
(もっと読む)
樹脂成形品及びその製造方法
【課題】樹脂成形品においてウェルドラインを目立たなくさせる。
【解決手段】樹脂成形品の製造方法は、着色材料と、着色材料よりも溶融時の粘度が低く且つ着色材料よりも光線透過率が高い光透過材料とを準備する準備工程と、着色材料及び光透過材料を溶融した状態で成形型に充填する充填工程と、充填した前記着色材料及び光透過材料とを固化させる固化工程とを含んでいる。樹脂成形品1は、着色材料で成形されたメタリック層3と、メタリック層3よりも表層側に設けられ、前記着色材料よりも光線透過率が高い光透過材料で、メタリック層3と同時に成形されたクリア層4とを備えている。
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】結晶化速度を向上させることにより、成形時間が短縮されたポリ乳酸系成形体の製造方法を提供すること。
【課題を解決するための手段】ポリ−L−乳酸(PLLA、ポリ−D−乳酸(PDLA)(それらのいずれか一方の割合が0.1〜20重量部)及び可塑剤5〜20重量%からなる原料の組成物(PLLA、PDLA及び可塑剤の合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その原料の組成物の温度をその組成物中に含まれるSC材料成分の融点より5℃〜15℃高い温度の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法。
(もっと読む)
インモールド成形の製作方法及びその製作方法を使用したケース
【課題】本発明は、皮革の外観及び触感をもつケースを成形させることが可能な、インモールド射出の成形金型内に用いられるインモールド成形(In−Mold Roller)の製作方法、及びインモールド成形の製作方法によって製作されたケースを提供する。
【解決手段】インモールド成形の製作方法は、射出成形金型を提供する工程と、インモールド成形フィルムを射出成形機台上に提供する工程と、射出成形可能材料を提供する工程と、射出成形可能材料とインモールド成形フィルムを射出成形金型内に設ける工程と、射出成形で模様構造と同じ模様をもつケースを形成させる工程とからなり、射出成形金型は、キャビティ、及びキャビティと対応するコアとからなり、キャビティは模様構造を有する。
(もっと読む)
化粧シートおよび加飾成形品
【課題】樹脂成形品の表面に高意匠性を付与することができるとともに、樹脂成形品の射出成形時における意匠性の変化を改善できる化粧シートを提供する。
【解決手段】化粧シート2は、加飾用シート3と、加飾用シート3の表面上に積層された樹脂製の透明シート4と、透明シート4と反対側の加飾用シート3の裏面上に積層された樹脂製のバッカー用シート5とからなる。加飾用シート3はバッカー用シート5と異なる熱可塑性樹脂によりシート状に形成された印刷原反6と、印刷原反6の表面上に形成された絵柄印刷層7と、絵柄印刷層7を含む印刷原反6の表面を凹凸状に加工して形成された凹凸模様8と、凹凸模様8の表面を印刷原反6と同等の樹脂によりラミネートするラミネート層9とからなる。そして、加飾用シート3はバッカー用シート5を介して樹脂成形品1の表面上にインサート成形により積層される。
(もっと読む)
樹脂・金属複合積層体、樹脂・金属複合射出成形体、及びその製造方法
【課題】優れた耐熱性、材料強度を有すると共に、プレス加工性に優れ、被覆樹脂層と金属板との接着性が良好であり、かつ、ABS系樹脂、ポリカーボネート/ABS系アロイ樹脂、ポリエステル系エラストマーなどの射出樹脂との密着性に優れた樹脂・金属複合積層体を提供する。
【解決手段】金属板上にポリエステル系樹脂層が最表層として形成された樹脂・金属複合積層体。このポリエステル系樹脂層について、振動周波数10Hz、歪0.1%、昇温速度3℃/分、チャック間25mmの条件下で測定した90℃における貯蔵弾性率が10MPa以上、tanδが0.2未満で、かつ130℃における貯蔵弾性率が30MPa未満、tanδを0.1以上。
(もっと読む)
発光ユニット
【課題】より簡便な構成で、信頼性のより高い発光ユニットを提供する。
【解決手段】一端10a側に設けられた光学レンズ部1aと他端10b側に設けられた窪み部1bとを備え透光性材料により一体に形成されたユニットボディ1と、該ユニットボディ1の窪み部1b内に収納され光学レンズ部1aを介して光を放出させる固体発光素子たるLED2を備えた実装基板3と、LED2と電気的に接続され窪み部1b内から導出された電線4と、ユニットボディ1の窪み部1b内に収納された実装基板3と電線4の一部とを窪み部1b内に封止する封止樹脂部5とを有する発光ユニット10であって、封止樹脂部5は、他端10b側から実装基板3側に向かって落ち窪んだ複数個の凹部5a,5bを有する。
(もっと読む)
電気・電子部品の製造方法
【課題】ステレオコンプレックスポリ乳酸の耐熱性を活かした電気・電子部品の製造方法提供する。
【解決手段】(A)示差走査熱量計(DSC)測定において、昇温過程における融解ピークのうち、195℃以上の融解ピークの割合が70%以上であるポリ乳酸(A成分)を、金型温度80〜130℃の範囲で射出成形して得られる電気・電子部品。
(もっと読む)
電子機器外装部品の製造方法
【課題】ステレオコンプレックスポリ乳酸の耐熱性を活かした電子機器外装部品の製造方法提供する。
【解決手段】(A)示差走査熱量計(DSC)測定において、昇温過程における融解ピークのうち、195℃以上の融解ピークの割合が80%以上であるポリ乳酸(A成分)を、金型温度80〜130℃の範囲で射出成形して得られる電子機器外装部品の製造方法。ポリ乳酸は、L−乳酸単位90〜100モル%と、D−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−1)と、D−乳酸単位90〜100モル%と、L−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−4)とからなり、(A−1/A−4)が10/90〜90/10(重量比)で245〜300℃で熱処理したものである。
(もっと読む)
61 - 80 / 417
[ Back to top ]