
Fターム[4F206AB16]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 化学構造を特定したもの (606) | 無機化合物 (455)
Fターム[4F206AB16]の下位に属するFターム
シリカ(二酸化珪素) (57)
炭素(←カーボンブラック) (109)
Fターム[4F206AB16]に分類される特許
141 - 160 / 289
紙成分含有箸製造方法

【課題】プラスチック材料から作られた箸が有する前記問題点を解決することができ、繰り返しの使用が可能な紙成分含有箸の製造方法を提供する。
【解決手段】紙成分含有箸製造方法は、30重量%以上50重量%未満のポリプロピレン14と、30〜100μmの粒径を有する40重量%以上60重量%以下の紙粉末15と、5〜50μmの粒径を有する5重量%以上10重量%以下のゼオライト粉末16と、1〜10μmの粒径を有する5重量%以上10重量%以下の銀粉末17とを加熱、混練した溶融混合物を複数のペレット状成形材料13に成形するペレット成形工程と、ペレット状成形材料13を加熱、混練して溶融混合物に戻し、箸成形金型に溶融混合物を注入して箸成形金型内で箸の形状に成形する箸成型工程とを有する。
(もっと読む)
石炭灰充填熱可塑性樹脂組成物、それを用いてなる成形体及び該成形体の製造方法
【課題】成形に付しても、クロムメッキされたスクリューやシリンダーを備えた成形機のメッキ面が腐蝕されず、また、加水分解性の熱可塑性樹脂も用いうる石炭灰充填熱可塑性樹脂組成物、該組成物を用いて得られる成形体及び該組成物より成形体を製造する方法を提供する。
【解決手段】石炭灰充填熱可塑性樹脂組成物を、複数種類の熱可塑性樹脂混合物に対して石炭灰が充填された熱可塑性樹脂組成物であって、熱可塑性樹脂の一部にポリ塩化ビニルを含んで成るものとする。該組成物において、ポリ塩化ビニルの熱可塑性樹脂全量に対する含有割合は0.01〜5質量%であるのがよく、熱可塑性樹脂にポリエチレン、ポリプロピレン及びポリスチレンの中から選ばれた少なくとも一種を含むのがよい。石炭灰充填熱可塑性樹脂成形体は該組成物の溶融混練物を成形してなるものであり、該組成物を溶融混練成形することにより得られる。
(もっと読む)
抗菌性プラスチック製品およびその製造方法
本発明は、抗菌活性成分として、オルトリン酸銀、または部分還元オルトリン酸銀の粒子を含む抗菌性プラスチック製品に関する。前記プラスチック製品は、非常に良好な抗菌効力を有する。その製造法は、前記プラスチック製品が、オルトリン酸銀または部分還元オルトリン酸銀の含量にも関わらず、光の作用下で変色しないという効果を実現する。本発明の第1の実施形態によれば、本発明の目的は、本発明に記載の段階を含む、抗菌作用のあるプラスチック製品を製造するための方法により実現される。 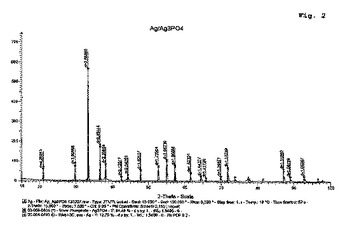 (もっと読む)
(もっと読む)
難燃性樹脂組成物及び難燃性射出成形体
【課題】難燃性を付与すると共に、分子量の低下を抑制した乳酸系樹脂を含有する樹脂組成物、及びこの樹脂組成物から得られる成形体を提供する。
【解決手段】乳酸系樹脂を主成分とする樹脂組成物、及び表面処理を施した金属水酸化物を含有し、乳酸系樹脂100質量部に対して、表面処理を施した金属水酸化物を50〜150質量部配合した難燃性樹脂組成物を射出成形し、結晶化させる。
(もっと読む)
ポリアリーレンサルファイド樹脂組成物及びそれからなる成形品
【課題】耐電圧性、電気絶縁性、耐熱性、伝熱性、流動性及び靭性がバランスよく優れる樹脂組成物を提供する。
【解決手段】以下の成分(A)〜(C)を含む樹脂組成物。
(A)ポリアリーレンサルファイド樹脂:20重量%<成分(A)≦60重量%
(B)六方晶窒化硼素:8重量%≦成分(B)≦55重量%
(C)扁平ガラス繊維:15重量%≦成分(C)≦55重量%
(前記各成分の配合量は、成分(A)〜(C)の合計量に対する重量分率である)
(もっと読む)
樹脂組成物、樹脂成形体、樹脂成形体の製造方法、樹脂成形体のリサイクル方法

【課題】リン系難燃剤を含有する場合であっても、機械的強度と難燃性とを高水準で両立することが可能な樹脂組成物、樹脂成形体および事務機器部品、並びに樹脂成形体の製造方法およびリサイクル方法を提供すること
【解決手段】脂肪族ポリエステルと、該脂肪族ポリエステルのガラス転移点よりも高いガラス転移点を有する第2の高分子化合物と、リン酸アルミニウムとを含有することを特徴とする樹脂組成物。
(もっと読む)
樹脂製スロットルボディの射出成形方法及びこの樹脂製スロットルボディの射出成形用金型及び樹脂製スロットルボディ
【技術課題】熱可塑性樹脂を用いたの射出成形において、真円度が高く、機械的強度に優れたスロットルボディの成形方法および金型及びスロットルボディを提供する。
【解決手段】円筒状ボア部2の一端に取り付け用のフランジ5を形成したスロットルボディ1を成形するための金型キャビティ10において、スロットル弁が組み込まれるボア部2の外側に加圧流体注入口6を設け、キャビティ10内に樹脂を充填後、キャビティ内の圧力が低下したタイミングに合わせて加圧流体注入口6から不活性ガス等の加圧流体を注入してスロットル弁が位置するボア部2の外側領域に圧力をかける。次に、樹脂保圧をかけ、この保圧停止後も加圧流体圧をかけながら冷却を行い、固化後に型開きを行って成形品を取り出す。この結果、ボア部2の内径部3において、限りなく真円度を高めることができる。
(もっと読む)
射出成形方法及び光学素子
【課題】書面に垂直方向に対して傾斜した…目視可能とする。
【解決手段】本発明に係る射出成形方法は、熱可塑性樹脂中に無機微粒子が分散された有機無機複合材料を成形する射出成形方法であって、前記熱可塑性樹脂のガラス転移温度Tgより高い温度に保たれた金型1のキャビティ26に前記有機無機複合材料を射出する工程と、金型1の温度が前記熱可塑性樹脂のガラス転移温度Tg以下になるまで金型1を冷却する工程と、金型1のキャビティ26から前記有機無機複合材料で構成された成形品を取り出す工程と、を有し、金型1を冷却する工程における平均冷却速度が0.4〜3.0K/secである。
(もっと読む)
プラスチックの表面改質方法及び金属膜の形成方法
【課題】 表面粗さが良好で且つ密着力の高い金属膜を形成することが可能な高圧流体を
用いたプラスチックの表面改質方法を提供することである。
【解決手段】 高圧流体を用いたプラスチックの表面改質方法であって、高圧流体を用い
て界面活性剤をプラスチックの表面内部を浸透させることと、上記プラスチックに浸透した上記界面活性剤を溶媒で溶解して上記プラスチックの表面から上記界面活性剤を除去することとを含む表面改質方法を提供することにより上記課題を解決する。
(もっと読む)
射出成形方法
【課題】歪みの発生や形状転写性の悪化を抑制することができる射出成形方法を提供する。
【解決手段】本発明に係る射出成形方法は、熱可塑性樹脂中に粒子径が100nm以下の無機微粒子が分散された有機無機複合材料を射出・成形する射出成形方法であって、前記有機無機複合材料を金型1のキャビティ26に充填する工程と、金型1のキャビティ26から前記有機無機複合材料で構成された成形品を取り出す工程と、を有し、前記熱可塑性樹脂のガラス転移温度をTgとした場合に、前記有機無機複合材料を充填する工程では、金型1のキャビティ26表面の温度をTg+15℃以上でTg+70℃以下の温度とする。
(もっと読む)
フィラー高充填樹脂組成物、錠剤の製造方法およびそれからなる成形品
【課題】 本発明は、溶融成形が可能で、加工時の金型腐食がなく、得られた成形品は、高強度で用いるフィラーの特性を高効率に発揮することを可能とした従来得られることができなかったフィラー高充填熱可塑性樹脂組成物およびそれから得られる成形品の提供。
【解決手段】(a)重量平均分子量(Mw)が1万以上、重量平均分子量/数平均分子量(Mn)で表される分散度が2.5以下のポリアリーレンスルフィド5〜50容量%と(b)無機フィラー95〜50容量%からなるフィラー高充填樹脂組成物。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 成形型の型動作に基づくキャビティの増大による発泡性樹脂の発泡を図りつつ、成形型内壁に対するブロー成形体の追従性が低下することを防止する樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4の型動作に基づきキャビティ27を増大させて、溶融発泡性樹脂70による発泡に基づきブロー成形体41を膨張させる。この成形型4の型動作に基づいてキャビティ27を増大させる前までに、成形型4に基づき、ブロー成形体41のうち、キャビティ27を増大する側とは異なる側における一部領域をその同じ側における他部領域よりも該ブロー成形体41の内方側に引っ込ませた状態として、ブロー成形体41に引っ込み部分41aを形成する。そして、成形型4の型動作に基づいてキャビティ27を増大させるに際して、その引っ込み部分41aを、膨張させて、成形型4の内壁に的確に追従させる。
(もっと読む)
樹脂成形品の製造方法
【課題】透明性に優れた樹脂成形品を効率よく成形できる樹脂成形品の製造方法を提供すること。
【解決手段】樹脂成形品を成形するための固定側金型と、可動側金型との間に形成されたキャビティに成形材料を射出して成形する樹脂成形品の製造方法において、樹脂成分と、該樹脂成分との屈折率の差が0.001以下であるガラスフィラーとが配合された成形材料を、前記固定側金型及び/又は前記可動側金型のキャビティ表面に、フィルムを配した状態で、該キャビティ内に射出して成形する。
(もっと読む)
自動車用樹脂外装品の製造方法
【課題】繊維強化樹脂を材料として用いる場合において、所望の方向への寸法安定性が高い自動車用樹脂外装品を複雑な工程を経ることなく製造する方法を提供する。
【解決手段】成形型30は、ラゲージガーニッシュの外形に対応するキャビティ本体部41と、キャビティ本体部41の長手方向の長さよりも短い幅でキャビティ本体部41の長手方向と直交する方向に延びるキャビティ溝部42と、キャビティ溝部42を介してキャビティ本体部41に連通するゲート43とを有し、第1の成形型31と第2の成形型36とに分割可能に構成される。キャビティ溝部42がキャビティ本体部41よりも下側に位置するように成形型30を配置した後に、溶融した繊維強化樹脂をゲート43からキャビティ溝部42に流入させる。繊維強化樹脂は、重量平均繊維長が0.1〜100mmの繊維を25〜50重量%含有し、30〜80℃における最大線膨張係数が5×10−5以下である。
(もっと読む)
樹脂組成物、樹脂成形体及びその製造方法
【課題】 リン系難燃剤を含有する場合であっても、機械的強度と難燃性とを高水準で両立することが可能な樹脂組成物、樹脂成形体及びその製造方法を提供すること。
【解決手段】 脂肪族ポリエステルと、該脂肪族ポリエステル以外の第2の高分子化合物と、リン含有量が20質量%以上である有機リン酸化合物と、を含有することを特徴とする樹脂組成物。
(もっと読む)
中空部を有する成形品の射出成形方法、及び、金型組立体
【課題】中空部を有する成形品を成形するに際して、中空部の形成のために必要とされる加圧用流体を確実に注入することを可能とする金型組立体を提供する。
【解決手段】金型組立体は、金型と、加圧用流体注入手段20と、加圧用流体供給装置40を備えており、加圧用流体供給装置40は、加圧用流体供給源41、加圧用流体供給弁43、第1流路42、第2流路44、キャビティ13内の溶融熱可塑性樹脂内に注入される加圧用流体の圧力を測定するための圧力センサー45、並びに、第1流路及び/又は第2流路の途中に配置され、第1流路及び第2流路内を流れる加圧用流体の流量を制御するための流量制御手段46から構成されている。
(もっと読む)
熱可塑性プラスチック繊維濃縮物の製法および物品
長さが5mmより大きい繊維を含む第1の相、ならびに第1のメルトフローレートを有する第1のポリオレフィンおよび第2のメルトフローレートを有する第2のポリオレフィンを含むポリマー相を含む原料濃縮物材料。濃縮物を含むキット、使用方法および結果として生じる物品も開示される。 (もっと読む)
射出成形体及びその製造方法
【課題】絶縁性及び耐熱性に優れ、高い熱伝導性を有し、成形が容易で製造コストの低廉な射出成形体、その製造方法、及びその射出成形体を製造するための樹脂組成物を提供する。
【解決手段】本発明の射出成形体は、ベース樹脂となる結晶性ポリスチレンに、熱伝導率を高めるための伝熱フィラーとして酸化マグネシウム、アルミナ、酸化亜鉛及び結晶性シリカの少なくとも一種を含有する樹脂組成物からなる。さらには、ガラスフィラーを含有させることにより、耐熱性及び機械的強度を高めることができる。
(もっと読む)
つや消しされたPMMI成形体用の成形材料
成形材料の全質量をそれぞれ基準として、A)少なくとも1つの(メタ)アクリルイミド(コ)ポリマーからなるポリマーマトリックス83質量%〜99.5質量%、B)セラミックビーズ0.5質量%〜15.0質量%を含有する成形材料であって、ここで、前記成形材料は1.0cm3/10min〜20.0cm3/10minのISO 1133に従い260℃及び10kgで測定されるメルトボリュームフローレイトMVRを有する。前記成形材料は、ビロードのようにマットでかつ好ましくは粗い表面を有する成形体の製造に使用されることができる。この種の成形体は、特に、家庭電化製品、通信装置、ホビー用具又はスポーツ用具の部品、自動車組立、船舶組立又は航空機組立におけるボディー部品又はボディー部品の部品として、照明、合図又はシンボル用の部品として、小売店又は化粧品カウンター、容器、家庭装飾又はオフィス装飾、家具用途、シャワードア及びオフィスドアとして、並びに建築工業における部品として、壁として、窓枠、腰掛け、ランプカバー、散乱板として及び自動車グレージングに適している。 (もっと読む)
金属と樹脂の複合体とその製造方法
【課題】軽量、電磁波遮蔽性、密閉性に優れた金属と樹脂の複合体と、その複合体の製造方法の提供。
【解決手段】本発明の樹脂と金属の複合体は、好適な表面処理を行ったアルミニウム合金製の金属部品と、好適な表面処理を行ったマグネシウム合金製の金属部品と、好適な表面処理を行った銅または銅合金製の金属部品とから選択される2種以上の金属部品と、この2種以上の金属部品に射出成形により直接的に接合され、ポリフェニレンサルファイド系樹脂、または、ポリブチレンテレフタレート系樹脂を主成分とする樹脂組成物とからなっている。
(もっと読む)
141 - 160 / 289
[ Back to top ]