
Fターム[4F206AB16]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 化学構造を特定したもの (606) | 無機化合物 (455)
Fターム[4F206AB16]の下位に属するFターム
シリカ(二酸化珪素) (57)
炭素(←カーボンブラック) (109)
Fターム[4F206AB16]に分類される特許
161 - 180 / 289
樹脂への超音波振動付与装置、この超音波振動付与装置を用いて製造した樹脂組成物
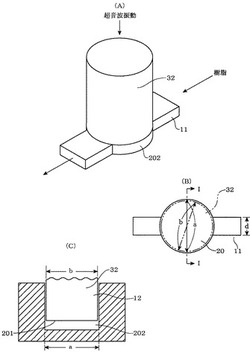
【課題】樹脂ブレンドの混練性,相溶性を向上させ、樹脂に添加した添加剤やフィラーの分散性を向上させる。
【解決手段】溶融した樹脂に、超音波振動を付与する超音波振動付与装置において、超音波振動を前記樹脂に付与する振動子又はこの振動子の振動を前記樹脂に印加する振動伝達部材を有し、前記溶融した樹脂の流れる流路の一部に、前記振動子又は前記振動伝達部材の下面の全部又は一部が臨む印加部20を形成し、かつ、前記振動子又は振動伝達部材の下面201の幅(b)を、前記流路11の幅(d)より広くした。また、前記流路11の幅(d)を、印加部20における流路の幅201(a)の60%〜15%とすることが好ましい。
(もっと読む)
無機粒子混合樹脂材料の射出成形方法及び無機粒子混合樹脂材料成形用射出成形機

【課題】特に無機粒子が混合された樹脂材料を用いて成形を行うに際し、ショット間バラツキがなく寸法が安定し、部分的な性能バラツキのない成形品が得られると共に、スクリューに掛かる負荷抵抗を低減した射出成形方法及び射出成形機を得る。
【解決手段】摺動及び回動自在なスクリューと、先端にノズルを有し該スクリューの外側を覆うシリンダと、該シリンダ内に樹脂材料を供給可能なホッパと、を有する射出成形機を用い、樹脂材料をホッパからシリンダ内に供給する工程、樹脂材料をシリンダとスクリューの外周部との間を通過させる工程、及び、スクリューの摺動により樹脂材料をノズルから金型内へ射出する工程と、を有する無機粒子混合樹脂材料の射出成形方法で、樹脂材料をシリンダとスクリューの外周部との間を通過させる工程において、樹脂材料をスクリューから発せられる熱で加熱する。
(もっと読む)
射出発泡成形体の製造方法および該方法によって得られる成形体
【課題】発泡前厚みが薄いプロピレン系樹脂組成物を射出発泡成形する場合に化学発泡剤と物理発泡剤とを併用して高発泡倍率で外観が良好な発泡体を製造する方法および成形体を提供する。
【解決手段】製造方法は、プロピレン系樹脂と化学発泡剤との可塑化物を調製した後、該可塑化物に物理発泡剤を射出成形機のシリンダーの途中から供給して組成物を調製し、次いで該組成物を可動型と固定型からなる金型成形部に射出充填した後、該可動型を後退させて該成形部を拡開させ該組成物を発泡させて射出成形体を製造する方法であって、該化学発泡剤の混合量が該樹脂100重量部に対して1.0重量部を超えて5.0重量部以下であり、該物理発泡剤の供給圧力が0.1〜2.0MPaであり、射出開始時の該成形部の断面の拡開方向長さが1.0〜1.8mmであり、かつ該長さと可動型後退後の該成形部の断面の拡開方向長さとの比が1.2以上であることを特徴とする。
(もっと読む)
光学レンズの成形方法
【課題】光学レンズの光学面に設けられた複数の段差を正確な形状で形成するとともに、良好な離型性をも実現する成形方法を提供する。
【解決手段】光学レンズ射出成形するに於いて、金型1の光学レンズの外周部に相当する箇所に、抜きテーパ20bを設けた金型1を使用する。さらに、成形材料は無機粒子を分散された溶融状態の樹脂材料を用いて、金型1に充填させて光学面に設けられた複数の段差10bを正確な形状に形成された光学レンズを成形する。
(もっと読む)
ポリ乳酸組成物
【課題】本発明の目的は、分子量が高く、ステレオコンプレックス結晶含有率の高いポリ乳酸組成物を提供することにある。
【解決手段】本発明は、(i)100重量部のポリ乳酸および(ii)0.01〜10重量部の三斜晶系無機核剤を含有し、重量平均分子量(Mw)が12万以上であり、ステレオコンプレックス結晶含有率(X)が80%以上であるポリ乳酸組成物およびその製造方法である。
(もっと読む)
複合成形品
【課題】軽量、薄肉、高強度・高剛性で、かつ高意匠性、高耐傷性に優れたものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】シート状強化部材(II)と樹脂部材(III)とを含む複合成形品(I)において、少なくともシート状強化部材(II)と樹脂部材(III)との接合部にまたがる表面の一部に鉛筆硬度が2H以上の硬質層(IV)が形成されているとともに、該硬質層(IV)が形成されるシート状強化部材(II)と樹脂部材(III)との接合部の間隙Sが0〜50μmであり、かつ表面高低差Dが0〜50μmであることを特徴とする複合成形品(I)である。
(もっと読む)
プラスチック部材の表面改質方法、金属膜の形成方法及びプラスチック部材の製造方法
【課題】 表面粗さが良好で且つ密着力の高い金属膜を形成することが可能な加圧流体を用いたプラスチック部材の表面改質方法を提供することである。
【解決手段】 加圧流体を用いたプラスチック部材の表面改質方法であって、加圧流体を用いて浸透物質をプラスチック部材の表面内部を浸透させることと、上記プラスチック部材に浸透した上記浸透物質を溶媒で溶解して上記プラスチック部材の表面から上記浸透物質を除去することとを含む表面改質方法を提供することにより上記課題を解決する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化に基づく成形品物性の低下を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸される部分44に関しては、第2可動型23を介してブロー成形体41の延伸される部分付近の溶融発泡性樹脂70を積極的に冷却することによりスキン層85を形成し、そのスキン層85と延伸される部分44の両方をもって表層部86とする。
(もっと読む)
タンク及びその製造方法
【課題】ポリアリーレンスルフィドを成形してなる容器部と金属表面を化学処理した口金からなり、機械特性、成形加工性及び気密性に優れたタンク及びその製造方法を提供する。
【解決手段】高化式フローテスターにて、測定温度315℃、荷重10kgの条件下、直径1mm、長さ2mmのダイスを用いて測定した溶融粘度が500〜30000ポイズであるポリアリーレンスルフィド97〜99.9重量%、カルナバワックス0.1〜3重量%、場合によっては更に繊維状充填剤及び/又無機充填剤からなる容器部と、金属表面を化学処理した口金とからなるタンク。
(もっと読む)
樹脂成形体及びその製造方法
【課題】脂肪族ポリエステルと難燃剤とフィラーとを含む成形材料を直接成形法により成形するに際し、得られる樹脂成形体における燃焼痕の発生を十分に抑制することが可能な樹脂成形体の製造方法、並びに該製造方法により得られる樹脂成形体を提供すること。
【解決手段】難燃剤又はフィラーの一方と粉末状の脂肪族ポリエステルとを混合し、その混合物と、難燃剤又はフィラーの他方あるいは難燃剤又はフィラーの他方と粉末状の脂肪族ポリエステルとを更に混合し、得られた混合物を直接成形法により成形する。
(もっと読む)
射出成形のシュミレーションコンピュータ等と射出成形方法
【課題】 裏面が内側になる曲率部を有する成形品を射出成形する場合において、半凝固状態の材料の裏面と成形型の間を加圧流体が拡がるのに必要とされる流体圧力の大きさを知ることができる技術を提供すること。
【解決手段】 射出成形シュミレーションコンピュータ100は、複数の解析装置104〜108と複数のデータファイル120〜130等を有する。流動解析装置104は、基本データを利用して材料の流動解析を実行する。変形解析装置106は、流動解析結果を利用して半凝固状態の材料50の変形解析を実行する。剛性データファイル126は、材料の剛性データを記憶している。剛性解析装置108は、変形解析結果と剛性データと拘束条件とを利用して、半凝固状態の材料50が変形しようとすることに起因してその裏面54が成形型72に加える力を算出する。
(もっと読む)
熱可塑性樹脂製品および選択的な電気メッキにより複合製品を製造する方法
本発明は、スチレンを主成分とする熱可塑性エラストマを含むとともにポリオレフィンを含む第2の熱可塑性樹脂に粘着接合する第1の極性のエンジニアリング熱可塑性樹脂を含む熱可塑性樹脂製品に関する。選択的に電気メッキするととともに、硬い樹脂部分および柔らかい樹脂部分を用い、かつ柔らかい樹脂部分を製造するためにスチレンを主成分とするエラストマおよびポリオレフィンから成る熱可塑性樹脂を用いる複合製品の製造する方法もまた記載されている。また、この方法は、a)前記複合製品のための射出金型を作り出す段階、b)前記複合製品を射出成形する段階、およびc)前記複合製品を選択的に電気メッキする段階を備えている。 (もっと読む)
可塑化部材及びその表面処理方法
【課題】可塑化部材の耐摩耗性及び耐腐食性を高くすることができるようにする。
【解決手段】成形に伴って溶融させられた成形材料と接触させられる可塑化部材に適用されるようになっている。鉄を元素として含有する合金から成る母材と、該母材の表面に形成されたFe−Al金属間化合物とを有する。母材の表面にFe−Al金属間化合物が形成されるので、硫黄を含有する樹脂と接触してもFe−Al金属間化合物は硫化しない。したがって、可塑化部材の耐腐食性を高くすることができる。前記Al−Fe金属間化合物の層の硬度は高いので、可塑化部材の耐摩耗性を高くすることができる。
(もっと読む)
繊維強化熱可塑性樹脂製歯車
【課題】機械的強度が強く、長期間の疲労にも耐え、しかも製造方法が容易で生産コストの経済的な樹脂製歯車を提供する。
【解決手段】繊維強化熱可塑性樹脂製歯車において、歯の部分に重量平均繊維長が0.5mm以上である強化繊維を配向させる。また、強化繊維がガラス繊維、玄武岩繊維又は炭素繊維から選ばれた少なくとも1つの繊維を含み、熱可塑性樹脂がポリアミド樹脂、ポリオレフィン樹脂又はポリウレタン樹脂から選ばれた少なくとも1つの樹脂を含むことを特徴とする。
(もっと読む)
繊維強化樹脂成形品の成形方法及び成形装置
【課題】繊維強化樹脂成形品の成形技術において、混合物(樹脂、強化繊維、物理発泡剤)を高圧に維持して成形金型のキャビティに射出し、強化繊維の損傷を防止し、物理発泡剤の樹脂への分散混練を確実に行い、物理発泡剤による適正な発泡を行い、一様に微細に発泡させた軽量の且つ所期の強度・剛性を有する繊維強化樹脂成形品を成形すること。
【解決手段】樹脂導入工程において、スクリュー3を後退且つ回転させながら、射出用シリンダ4のうちスクリュー3の前端側部分のチェックリング20の前側の計量樹脂溜め部27内にチェックリング20の後側の可塑化混練部内26で可塑化混練された樹脂15と強化繊維16を導入し、発泡剤注入分散促進工程において、樹脂導入工程の実行中又は実行後に、計量樹脂溜め部27内に物理発泡剤17を注入すると共に、この物理発泡剤17の樹脂15への分散混練を促進する。
(もっと読む)
艶消し金属調表面を有する樹脂成形体及び金属薄膜形成基材用樹脂成形体
【課題】金属加工の分野で知られている金属表面をサンドブラストして得られる艶消し金属表面や、金属表面をヘアライン加工して得られる艶消し金属表面のような、金属を削りだして得られるような外観の艶消し金属調表面を備えた樹脂成形体を提供することを課題とする。
【解決手段】艶消し金属調表面を有する樹脂成形体であって、前記艶消し金属調表面が、中心線平均粗さ(Ra)が5〜50μmで、且つ、粗さ曲線における斜面の算術平均傾斜(Δa)が30度以上である微細な凹凸形状を有する金属薄膜表面により形成されていることを特徴とする艶消し金属調表面を有する樹脂成形体を用いる。
(もっと読む)
熱可塑性物品および改良されたマスターバッチを用いたその製法
本発明はプラスチック物品を製造する改善された方法およびそれから製造された物品に関する。本発明の方法は、第一の原料と第二の原料を別個の原料として供給する工程、溶融ブレンドを形成するために剪断力を加える工程、溶融ブレンドを成形する工程、および溶融ブレンドを固化する工程を含む。第一の原料はポリオレフィンを含む。第二の原料は少なくとも1種の粒子状鉱物充填剤と少なくとも1種の第二のポリオレフィンの混合物を含み、第二のポリオレフィンはISO 1133(条件D)によって測定した190℃/2.16kgにおけるメルトインデックスが約150g/10分より大きく、粒子状鉱物充填剤は混合物全体の約45〜85質量%であり、第二のポリオレフィンは混合物全体の約15〜55質量%である。 (もっと読む)
押出成形又は射出成形用の組成物及び成形体の製造方法
【解決手段】水に不溶の粒子と水溶性バインダーと水を含む押出成形又は射出成形用の組成物において、水に不溶の粒子の平均粒子径が0.2〜20μmの真球状の粒子であることを特徴とする押出成形又は射出成形用の組成物。
【効果】本発明によれば、基質である水不溶性の粒子に対して低添加量でバインダーを使用して、成形性が良好で成形後の形状安定性に優れる成形体の成形が可能となる。
(もっと読む)
ポリ乳酸系樹脂組成物、成形品及びその製造方法
【課題】 耐熱性及び衝撃強度に優れた成形品が成形性良く得られるポリ乳酸系樹脂組成物、該ポリ乳酸系樹脂組成物からなる耐熱性ポリ乳酸系樹脂成形品、及び該耐熱性ポリ乳酸系樹脂成形品の製造方法を提供する。
【解決手段】 ポリ乳酸に、下記一般式(I)で表される二塩基酸ビス(安息香酸ヒドラジド)化合物を配合したポリ乳酸系樹脂組成物、及び該ポリ乳酸系樹脂組成物を溶融した後、溶融した該ポリ乳酸系樹脂組成物を、結晶化開始温度以下ガラス転移温度以上の範囲に設定された成形機の金型に充填し、結晶化させながら成形する耐熱性ポリ乳酸系樹脂成形品の製造方法。
(式中、RはC1〜12のアルキレン基、アルケニレン基、シクロアルキレン基、エーテル結合を有するアルキレン基を、R1、R2、R3及びR4は水素原子、ハロゲン原子、C1〜12のアルキル基、シクロアルキル基、アリール基、アリールアルキル基、アルキルアリール基を表すか、R1とR2及び/又はR3とR4が結合して5〜8員環を形成する。)
(もっと読む)
干渉色金属調表面を備えた樹脂成形体
【課題】バリエーションに富んだ発色性を示し、また、従来の製造方法に比べて、容易な方法で得られ、色むらの発生による不良品の発生率が低い干渉色金属調表面を備えた樹脂成形体を得ることを課題とする。
【解決手段】中心線平均粗さ(Ra)が1μm以下である平滑表面を有する樹脂成形体基材の前記平滑表面に厚み0.1〜0.4μmの透明性金属薄膜を形成することにより得られる干渉色金属調表面を備えた樹脂成形体を用いる。
(もっと読む)
161 - 180 / 289
[ Back to top ]