
Fターム[4F206AD17]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 多孔体、発泡体 (121)
Fターム[4F206AD17]に分類される特許
1 - 20 / 121
樹脂成形品および樹脂成形品を用いたユニット
【課題】機構部品を支持する支持部を備えた構造体を発泡樹脂で成形するに当たり、該構造体の支持部における剛性低下を抑制することが可能となる樹脂成形品および樹脂成形品を用いたユニットを提供する。
【解決手段】機構部品を支持する支持部を備えた構造体を発泡樹脂で成形した発泡樹脂成形品であって、
前記構造体における前記機構部品を支持する支持部以外が、内部に気泡セルが複数分布する発泡部によって成形されると共に、
前記機構部品を支持する支持部が、前記気泡セルが内部に存在しない非発泡部によって、前記支持部以外の発泡部と一体成形された構成とする。
(もっと読む)
発泡合成樹脂成形体及びその製造方法

【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
炭素繊維複合成形品の製造方法
【課題】軽量で、強度、剛性、寸法安定性、及び耐久性に優れ、かつ特徴ある異方性光沢を有する炭素繊維複合成形品の製造方法を提供する。
【解決手段】金型内に厚さ0.01〜2mmの炭素繊維複合材料板を配し、その表面に、中空粒子を配すと共に熱可塑性樹脂を射出成形して結合一体化せしめ、厚み0.01〜30mmの炭素繊維複合成形品を得る、炭素繊維複合成形品の製造方法は、効率的に炭素繊維複合成形品を製造することができ、得られた炭素繊維複合成形品は軽量でありながら優れた物性を有する。
(もっと読む)
内装材
【課題】内装布帛の設定された雄型体と雌型体の間のキャビティに加熱溶融した合成樹脂を射出して内装基材を内装布帛と一体成形する過程において、内装布帛裏面に裏打ちされた発泡シートの発泡構造が加熱溶融した合成樹脂に破壊されないようにする。
【解決手段】厚み1.0〜7.0mm、嵩密度0.015〜0.050g/cm3 のポリエーテル系ポリウレタン発泡層12と厚み10〜30μmのポリエーテル系ポリウレタン非発泡層13の二層構造発泡シートを媒介層として内装布帛裏面に裏打ちし、非発泡ポリエーテル系ポリウレタンの軟化温度よりも融点が15℃以上低いポリオレフィン系樹脂を通気度10〜150cm3 /cm2 /secの内装布帛20の設定された雄型体と雌型体の間のキャビティに射出し、内装基材を内装布帛と一体成形する。内装布帛には単繊維繊度10dtex以下のポリエステル系繊維を用いる。
(もっと読む)
薄膜転写材及びその製造方法並びに薄膜付き成形体及びその製造方法
【課題】膜強度の優れた薄膜を成形体の表面に容易に形成することができる薄膜転写材を提供する。
【解決手段】 仮支持体と、該仮支持体の少なくとも一つの表面に形成されている微粒子積層膜とを備える薄膜転写材であって、
(1)前記積層膜は、微粒子を含む微粒子層の1層又は2層以上の積層であり、各微粒子層の少なくとも一箇所の微粒子間に空隙を有し、(2)前記積層膜は、屈折率及び微粒子の平均一次粒子径の少なくともいずれかが異なる二種類以上の微粒子層の積層であるか、または一種類の微粒子層の1層又は2層以上であり、(3)前記積層膜の前記仮支持体側から一種類目の一層以上の微粒子層を構成する微粒子が、1次粒子がつながった形状の微粒子を有し、微粒子の平均一次粒子径が、10〜500nmの範囲内であり、(4)前記積層膜に、重合性不飽和二重結合一つ以上を有するシリコーンオリゴマーが付着している薄膜転写材。
(もっと読む)
潤滑油を含む粉末冶金ベアリングを一体にバッグモールディングしたファン枠体構造及びその製造方法
【課題】製造コストを引き下げ、ベアリングとファン枠体との同心度を改善することができる潤滑油を含む粉末冶金ベアリングを一体にバッグモールディングしたファン枠体構造及びその製造方法を提供する。
【解決手段】ファン枠体2の構造及びその製造方法において、ファン枠体2の構造は、潤滑油を含む粉末冶金ベアリング1、ファン枠体2からなり、潤滑油を含む粉末冶金ベアリング1は第一端面11、第二端面12、貫通孔13を備え、該貫通孔13は第一、二端面11、12に通じ、前記ファン枠体2は底台21を備え、底台21は上方へと軸筒22を延伸し、前記軸筒22は中空貫通孔23内に第一ブロッキング部24及び第二ブロッキング部25を備え、前記潤滑油を含む粉末冶金ベアリング1は中空貫通孔23内に設置され、射出成型により潤滑油を含む粉末冶金ベアリング1とファン枠体2とを一体にバッグモールディングされる。
(もっと読む)
複合金属多孔体およびその製造方法
【課題】多孔体の有効面積を犠牲にせず、金属多孔体の取り扱い性を向上させる。
【解決手段】三次元網目構造を有する多孔体からなるシート状の金属部11と、この金属部11の面方向に延びる樹脂部12とが一体に形成されるとともに、金属部11がチタンまたはチタン合金により形成されている。
(もっと読む)
機能性樹脂成形体の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる機能性樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなる多孔質層2を有し、多孔質層のセル20内に機能性材料を分散させた機能性材料分散シート1を作製するシート作製工程と、得られた機能性材料分散シート1を加熱圧縮することにより、セル20の容積を減少させて、多孔質層が薄肉化された圧縮層を有する加工体を作製する加熱圧縮工程とを有する機能性樹脂成形体の製造方法。
(もっと読む)
メッシュ、そのメッシュを用いたフィルタとそのフィルタの製造方法
【課題】フィルタにインサート成形するメッシュを金型のコアピンにセットする際の位置合わせ作業が容易となり、またその位置合わせのためにメッシュに設けた突出部が成形後に露出し不良となることを抑えたメッシュを提供する。
【解決手段】フィルタ10のフィルタ本体12にインサート成形するメッシュ14は、両端部が重ね合わせられ接合された重ね合わせ部に、軸方向に沿って内方に折り曲げて突出させた突出部30を形成する。インサート成形時には、その突出部30をコアピンの溝部に嵌め合わせてメッシュ14をコアピンにセットする。
(もっと読む)
樹脂成形品の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく、密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる樹脂成形品を安価に製造する。
【解決手段】少なくとも一面側に多孔質層を有する熱可塑性樹脂からなる多孔質シートに導電性材料を付与する導電性材料付与工程と、多孔質層に導電性材料が付与された多孔質シートを電気化学的手法により表面処理する表面処理工程とを有する樹脂成形品の製造方法。
(もっと読む)
成形体及びその製造方法
【課題】金属を用いることなく、光及び輻射熱を反射し、断熱性が向上した意匠性の高い成形体を作製することができる成形体の製造方法及び該方法により製造された成形体の提供。
【解決手段】成形体の製造方法は、成形金型内111に配置された空洞含有樹脂フィルム1上に、100℃〜320℃の溶融した樹脂50aを射出成形することを含み、前記空洞含有樹脂フィルムのSP値と前記樹脂のSP値との差の絶対値が、6.0未満である成形体の製造方法であって、前記空洞含有樹脂フィルムの平均厚みが25μm超200μm未満であり、前記成形体における樹脂部分の平均厚みが0.3mm超10mm未満であり、前記射出成形時における溶融した樹脂の射出圧力が200MPa未満であり、かつ、下記式(1)を満たす。(数4)t1×1/3×Qm×Vf>(Ti−50)×Ci×t2×1/200式(1)
(もっと読む)
平面状薄膜モジュールの作製
本願発明は、平面状薄膜モジュールを作製する方法、前記方法によって得られる平面状薄膜モジュール、熱交換モジュールを作製する方法、及び前記方法によって得られる熱交換モジュールに向けられる。一の態様において、本願発明の方法は、固体状態の平面状薄膜を提供するステップと、前記薄膜をサポートするための1つ又は複数の注封フレーム内に注封材料を射出するステップと、好ましくは熱圧によって、前記1つ又は複数の注封フレームを前記固体状態の平面状薄膜とともに組み立て、それによって薄膜フレームを形成するステップと、必要に応じて、前記平面状薄膜の少なくとも一方の側にスペーサーを提供するステップと、平面状薄膜モジュールを形成するために、気密方法で前記薄膜フレームの積み重ねを接合するステップと、を備え、前記接合するステップは、注封材料の溶着を備える。 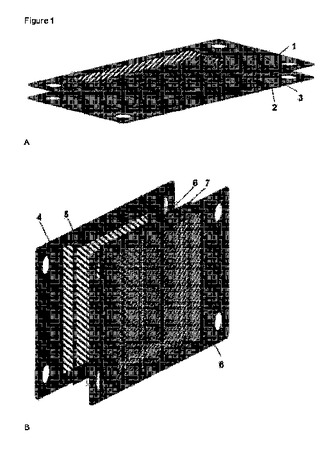 (もっと読む)
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】発泡樹脂成形品の成形方法並びに成形装置に係り、製品板厚を自由に設定できるとともに、シルバーストリーク、発泡ムラ、凹凸不良等の成形不良を解消した外観性能に優れた発泡樹脂成形品の成形方法並びに成形装置を提供する。
【解決手段】キャビティ型51、コア型52とからなる成形金型50の上方に押し出しユニット60及びダイス61を設定し、ダイス61から下方向に向けて発泡樹脂シートSを押し出し、型開き状態にあるキャビティ型51、コア型52内に垂下状態で供給した後、成形金型50を型締めして、発泡樹脂基材31を所要形状にプレス成形するとともに、コア型52に連設した射出ユニット53から溶融樹脂Mを樹脂通路521を通じてコア型52の型面に設けた凹部522内に射出充填することで、機能性樹脂部材32,33を発泡樹脂基材31の裏面所定位置に融着一体化する。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を積層一体化した積層成形品の成形方法並びに成形装置であって、接着剤を廃止することで設備の簡素化、工数の低減を図るとともに、表皮の精度の良い形状出しを可能とした外観性能の優れた積層成形品の成形方法並びに成形装置を提供する。
【解決手段】成形金型50の上方に加熱ヒーター60、表皮ロール70を配置し、表皮ロール70から引き出した表皮22を加熱ヒーター60により任意温度に加熱した状態でキャビティ型51とコア型52との間に垂下させ、その後、キャビティ型51、コア型52を型締めした後、表皮22を真空・圧空成形することにより、表皮22を所要形状に成形する。次いで、表皮22の背面側に射出ユニット54を通じて溶融樹脂Mを射出充填し、樹脂芯材21を所要形状に成形するとともに、樹脂芯材21の樹脂熱により表皮22を熱融着させることでドアトリムアッパー(積層成形品)20を所要形状に成形する。
(もっと読む)
合成樹脂成形品の製造方法
【課題】 表面層と裏面層とを有する合成樹脂成形品を製造するに当たって効率良く製造でき、しかも、この成形品の強度を向上させることのできる合成樹脂成形品の製造方法を提供する。
【解決手段】 可動型1を第1の成形位置に位置させることで第1のキャビティ41が形成されると共に、該第1のキャビティ41内に可動型2に沿って界面層シート6が配設される。この状態で第1のキャビティ41内に第1の合成樹脂組成物71が注入される。その後、可動型2を第2の成形位置に移動させることで可動型2と対向する面に上記界面層シート6が残置された第2のキャビティ42が形成される。この状態で第2のキャビティ42内に第2の合成樹脂組成物72が注入される。さらにその後、可動型2を離型位置に移動させることで、合成樹脂成形品7を得るようにした。
(もっと読む)
多色成形品、およびその製造方法
【課題】色分けの境界部を定めて高品位な多色成形品を提供し、さらに、そのような高品位な多色成形品を得ることが可能な多色成形品の製造方法を提供する。
【解決手段】多色成形品10の製造方法は、多色成形品の外形形状に合致したキャビティ21を形成する開閉自在な成形型20内に、第1と第2の樹脂材料11、12のそれぞれが含浸自在な多孔質体71を備えるシート部材70を配置し、シート部材を境にしてキャビティを第1と第2のキャビティ部23、24に分ける。次に、第1の樹脂材料を第1のキャビティ部に、第2の樹脂材料を第2のキャビティ部に充填する。そして、第1と第2の樹脂材料のそれぞれをシート部材の多孔質体に含浸させて、多色成形品における色分けの境界部14を形成する。
(もっと読む)
成形品の製造方法及び液体供給ユニット
【課題】第1成形部材と第2成形部材との間に可撓性のシート部材を挟み込んだ状態でこれらを一体に成形してもシート部材の変形を抑制することが可能な成形品の製造方法及び液体供給ユニットを提供する。
【解決手段】液体供給ユニットは、可動型21にケース部材14を保持させるとともに固定型22に各針部材16を保持させる保持ステップと、ケース部材14の各周壁部の内側にフィルター15をそれぞれ配置する配置ステップと、金型20の型締めを行うことで、ケース部材14と各針部材16とで各フィルター15を挟持する型締めステップと、ケース部材14と各針部材16との接合箇所に形成される接合用キャビティ27に、溶融樹脂をケース部材14の各周壁部と各針部材16との間を通って各フィルター15側に向かって流れるように射出して、ケース部材14と各針部材16と各フィルター15とを接合する射出ステップとを行うことによって製造される。
(もっと読む)
金属製被着体と熱可塑性樹脂との接合方法および住宅部材の製造方法
【課題】金属製被着体の接合面の形状に関わらず金属製被着体と熱可塑性樹脂とを密着させて接合させることができ、接合に要する時間を短縮でき、接合面の形状や位置合わせの制約を受けることもなく、さらに熱可塑性樹脂の成形および金属製被着体との接合のための一連の工程を簡略化できる金属製被着体と熱可塑性樹脂との接合方法および住宅部材の製造方法を提供する。
【解決手段】金属製被着体1における熱可塑性樹脂4との接合面2に粘着層3を形成する工程と、熱溶融した熱可塑性樹脂4を粘着層3に接触させ、次いで固化させる工程とを含むことを特徴とする。
(もっと読む)
電気ケーブルおよび樹脂成形体付き電気ケーブルならびにその製造方法
【課題】電気ケーブルの外被上に直接樹脂成形体を射出成形するに際して、ケーブルの外被外径に多少のばらつきがあっても、上下金型のケーブル導入口を効果的に塞いで、外被の噛み込みや樹脂漏れの生じない電気ケーブルおよび樹脂成形体付きの電気ケーブルならびにその製造方法を提供する。
【解決手段】導体、絶縁コア、シールドコアまたはこれらの組み合わせコアを2層以上の樹脂絶縁体16で被覆し、最外層の絶縁層を発泡層15で形成された電気ケーブルに、射出成形により樹脂成形体18,19を一体化する。また、前記の電気ケーブルに、上金型と下金型により樹脂成形体を射出成形に成形するに際して、電気ケーブルの発泡層15が上下方向で圧縮をうけ、横方向に圧縮を受けないようにして成形する。
(もっと読む)
流体軸受装置およびその製造方法
【課題】高い回転精度を誇る流体軸受装置を低コストに提供可能とする。
【解決手段】流体軸受装置1を構成するハウジング9は、軸方向に離隔した二箇所に配置された第1軸受スリーブ81および第2軸受スリーブ82をインサートして型成形されたものである。ハウジング9は、両軸受スリーブ81,82間に介在するスペーサ部9cを一体に有する。
(もっと読む)
1 - 20 / 121
[ Back to top ]