
Fターム[4F206AG28]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 部分(細部) (1,157) | リブ又は突起を有するもの(←凹部、孔) (558)
Fターム[4F206AG28]に分類される特許
161 - 180 / 558
樹脂発泡成形品の製造方法及び樹脂発泡成形品
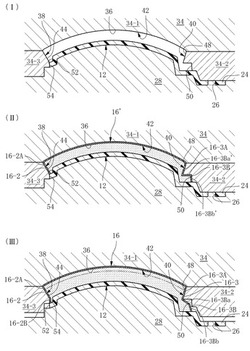
【課題】発泡樹脂材料の発泡のためのキャビティ拡大に起因して樹脂発泡成形品が形状ダレを生じる問題を解決することのできる表皮付き樹脂発泡成形品の製造方法を提供する。
【解決手段】表皮16の内側に発泡層を有する樹脂発泡成形品を製造するに際し、第2分割型34の少なくとも一方の側面成形面38を突成形部44を有するものとなし、第1キャビティ36の拡大時に突成形部44にて突形状部の表皮16-2Aを保持してこれを型開き方向に相対移動させるようになすとともに、第2分割型34の第2摺動面54を側面成形面38に連続して形成し、第1キャビティ36の拡大時に第2摺動面54に沿って、型締状態で形成された表皮16-2Aに連続した新たな表皮16-2Bを形成するようになす。
(もっと読む)
複合成形品の製造方法

【課題】第1成形品が第1成形面から離間することを防ぐことで第1成形品にシワや破れを発生させることなく複合成形品を製造する。
【解決手段】本発明は、表皮材60(第1成形品)と基材70(第2成形品)とを一体成形してなる車両用内装材50の製造方法であって、凹状をなす第1成形面21と凸状をなす第2成形面31との間で表皮材60を成形する第1成形工程と、第1成形面21に保持された表皮材60と第3成形面41との間で基材70を発泡成形する第2成形工程とを備え、表皮材60は、第1成形面21に沿って成形される本体部61と、本体部61の外周に設けられた外壁部61Aを外周側に折り返した形態をなし、外壁部61Aとの間で第1成形面21の開口縁部23を挟み付ける突起62Bとを備えて構成されるところに特徴を有する。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】発泡樹脂成形品と樹脂成形品を溶着用ボスの締結加工により接合一体化する際、両者の締結位置を安定化させることで組み付け精度が向上した接合構造を提供する。
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。上記トリムアッパー20の取付孔23の内壁に微小凹凸面24を形成するとともに、取付孔23の周縁に環状リブ25を突設し、トリムロア30における溶着用ボス31周囲の補強リブ32面に環状リブ25を突当てることで、トリムアッパー20とトリムロア30の締結位置を安定化させることにより、トリムアッパー20とトリムロア30との組み付け精度を高める。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】発泡樹脂成形品と樹脂成形品を接合一体化する際、樹脂成形品の転びによる合わせ部分のスキ発生、段差発生を防止するように両者を接合する際の寸法精度を高める。
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。トリムロア30の溶着用ボス31周りの補強リブ32を突き当てるトリムアッパー20の取付座面24には、補強リブ32の当接面以外の位置(補強リブ32との干渉を回避できる位置)で、かつ端末寄りにリブ26を形成することで、発泡樹脂材料Mの射出充填後における可動側金型50の後退操作において、リブ26のアンカー効果により、取付座面24の端末部分の板厚を確保することで、トリムアッパー20とトリムロア30との接合姿勢を良好に維持して、合わせ部分のスキ発生、段差発生を解消する。
(もっと読む)
樹脂発泡成形品の製造方法及び樹脂発泡成形品
【課題】従来の製造装置に特別な装置を付加しなくても樹脂発泡成形品の成形のサイクルタイムを短くし得て、生産効率を高めることができる樹脂発泡成形品の製造方法を提供する。
【解決手段】第1分割型40と第2分割型48とで形成される第1キャビティ50に、発泡樹脂材料55を射出して充填し、その後第1分割型40を後退移動させて第1キャビティ50を拡大し、発泡樹脂材料55を発泡させて、表皮とその内側の発泡層を芯材12に一体に積層して成る樹脂発泡成形品を製造するに際し、第1分割型40に芯材12を貫通する複数の凸型部46を設けておいて、これら凸型部46にて発泡層を冷却し、脱型までの時間を短縮化する。
(もっと読む)
樹脂発泡成形体
【課題】樹脂発泡成形体の表面に対して表皮材を貼着する際に、樹脂発泡成形体の表面と表皮材との間にエア溜まりが発生することを防止する。
【解決手段】樹脂発泡成形体40は、上型12と下型14の間に形成されたキャビティ16内に発泡剤が添加されている溶融樹脂18を射出して充填した後に、上型12と下型14を互いに所定の距離だけ離間させることによって、キャビティ16内に充填された溶融樹脂18を発泡膨張させることで成形されている。樹脂発泡成形体40は、当該樹脂発泡成形体40を表裏に貫通する真空吸引孔20と、真空吸引孔20を中心に放射状に形成された線状の溝である凹部26と、凹部26よりも外側の領域に形成された格子状の溝30と、凹部26と格子状の溝30との境界領域に形成された環状の溝32と、を有している。格子状の溝30は、環状の溝32を介して凹部26に連通している。
(もっと読む)
射出成形装置
【課題】成形品の変形や転写ムラを極力無くして、成形時間の短縮。
【解決手段】キャビティSの外周部底面は、金型基体26と雄金型部27とで形成され、金型基体26と雄金型部27の合わせ部は成形品の垂直面を形成するキャビティSの外周部底面の中間位置に位置しており、加圧ガスGがガス注入路28A、28Bを介してキャビティS内に注入されて、溶融した合成樹脂JはキャビティSの末端部である金型基体26と雄金型部27の合わせ部に向けて進行する。この場合、溶融した合成樹脂Jの表面は移動に伴い少し固まっているが、先端の合成樹脂Jは金型基体26と雄金型部27の突出部30、31に当たって、加圧ガスGが入り込まない程度の幅を有する溝34内の一部に合成樹脂Jが入り込むと共に合成樹脂Jの硬い表面は破けて軟らかい部分が外に現れる。やがて、溶融した合成樹脂JがキャビティSの末端部である前記合わせ部にまで行き渡る。
(もっと読む)
中空成形品の成形方法および成形装置
【課題】半中空成形品のインサートの問題、中空成形品の寸法精度の問題、接合部の強度の問題等から解放された、内部にリブ、仕切壁等の付属物を有する中空成形品の成形方法を提供する。
【解決手段】固定型(2)と可動型(20)とを使用して、一対の半中空成形品(T1、T2)を、その本体部(H、H)の開口部には射出成形用の接合部(S、S)を、その付属物(W)の突合部には融着用の接合部(M、M)を有するように射出成形する(1次成形)。一対の半中空成形品がそれぞれの金型に残っている状態で整合させ、附属物(W、W)の接合部の間に加熱体(31)を挿入して溶融する。加熱体(31)を待避させて、型締めして附属物(W、W)の接合部を融着すると共に、本体部(H、H)の接合部に溶融樹脂を射出して接合する(2次成形)。
(もっと読む)
エアバッグドア及びその製造方法
【課題】破断予定部が外部から識別できず、外観見栄えの良いいわゆるシームレスタイプのエアバッグドアを容易かつ安価に提供することである。
【解決手段】表皮5は、樹脂密度が高いスキン層13と、スキン層13の裏面側に一体に成形され、内部に多数の空隙を有する発泡層15とから構成され、発泡層15においては、樹脂密度が上記スキン層13に比べて低く、かつスキン層13に近づくにつれて徐々に高くなっている。基材3には、破断予定部7に沿って延びる複数の切欠部17が間欠的に厚み方向に貫通形成されている。表皮の発泡層15には、破断予定部7に沿って延びる複数のスリット19が、間欠的に形成されている。スリット19の一端は切欠部17に連通しているとともにスリット19の他端は発泡層15の厚み方向中間部に位置している。
(もっと読む)
射出成形用金型及び射出成形方法
【課題】樹脂成形品におけるウエルドラインを効率よく防止できる技術を提供する。
【解決手段】金型本体1の内部に、樹脂を成形するためのキャビティ13が形成される。ピン部材2の一端側21は、キャビティ13の内部に配置される。ピン部材2の他端側22は、金型本体1の外部に実質的に露出される。光源3は、ピン部材2の他端側22に加熱用のレーザ光を照射する。レーザ光をピン部材2の他端側22に照射することにより、ピン部材2を局部的に加熱することができる。ピン部材2の熱伝導率は、ピン部材2に接触する金型本体1よりも実質的に高いことが好ましい。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品の全体、あるいは一部に採用される軽量型トリムの裏面に別物部品を簡単かつ廉価に取り付ける取付構造及び取付方法を提供する。
【解決手段】ドアトリム20におけるドアトリムアッパー・フロント(積層構造体)30は、軽量で保形性を有する発泡樹脂基材31と、その裏面に一体化される剛性を付与する樹脂リブ32との積層体から構成され、裏面側にウエストガーニッシュ(別物部品)50を取り付ける構造として、樹脂リブ32に一体化した溶着用ボス34によりウエストガーニッシュ50の一部を溶着一体化するとともに、ウエストガーニッシュ50のドアトリムアッパー・フロント30の端縁側に相当する箇所は、発泡樹脂基材31周縁の巻込みシロ35による既存の巻込み処理を利用し、ウエストガーニッシュ50の上側端末50aを巻込みシロ35により巻込み保持することでウエストガーニッシュ50の保持形態を簡素化する。
(もっと読む)
厚紙製容器内に間仕切りを形成するための金型システム
対向配置される可動金型部分と固定金型部分を備え、厚紙製容器に間仕切りを形成する金型システム。これにより、底部、壁、及びプラスチックから鋳造されるリムを備える容器を製造できる。可動金型部分は、コア、コアに対して移動可能でありシール表面を有しコアを囲む板状シール・リング、コアとシール・リングの間に嵌合でき容器にリムを形成するためのシール・リングとコアに対して移動できるカラー・リングを備えるコア・プレートを備え、固定金型部分は、金型キャビティ及びシール表面を備える金型プレートを有する。陥凹部が、コアの長手方向でコア内に形成され、横方向でコア又は金型キャビティに押圧されるコアの形成部分を分割し、金型キャビティの側面のコアの端部に面し、陥凹部が金型キャビティ上に置かれる厚紙のブランクに当たるように置かれたときに、厚紙製容器の底部から上方に延在するプラスチック製間仕切りが形成できる。  (もっと読む)
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】表皮のインサートインジェクション工法を使用して樹脂芯材と表皮とを一体成形するとともに、表面に表示部を設定した自動車用内装部品並びにその製造方法であって、工程数を短縮化することを課題とする。
【解決手段】射出成形金型40を使用して、樹脂芯材20と表皮30とを一体成形する際、表示部14に相当する箇所の表皮30に開口31を繰り抜き、この開口31を通して樹脂芯材20を表面側に露出させ、露出面20aに射出成形金型40側から刻印47を転写して、樹脂芯材20の成形と同時に表示部14を形成するとともに、表皮30の開口縁31aは、樹脂芯材20における表示部14周囲に形成した木目込み溝部21に木目込み処理する。従って、樹脂芯材20の成形と同時に表示部14を形成することで、工程数の大幅な短縮化並びに射出成形金型40の構造の簡素化を図る。
(もっと読む)
接合薄板金属構造体
【課題】軽量化と強度強化を図り、生産性を向上させた接合薄板金属構造体の提供。
【解決手段】金属(軽金属)製の薄板をプレスにより成形し、折り曲げ部を有する第1構造部材2と、第2構造部材3とを対向して突き合わせる。この両構造部材2、3は、薄板状の構造部材で間に空間部6を有するように突き合わせ、その突合せ部に熱可塑性樹脂組成物7を射出成形し一体化して接合薄板金属構造体1とする。折り曲げ部を構造部材の周縁部や中間部に設けるようにしてねじり剛性、曲げ強度の強化を図っている。
(もっと読む)
中空成形品とその製造方法
【課題】2つの分割体を突き合わせ接合されてなる樹脂製の中空成形品の接合力を増大する。
【解決手段】下側本体2と上側本体とを突き合わせ、接合されてなる樹脂製の中空成形品において、下側本体2と上側本体は内部に複数の閉断面を形成するリブ15を備え、このリブ15同士も突き合わされており、下側本体2と上側本体の突き合わせ面5の外周に沿って配置される包囲部41と、リブ15の突き合わせ面17を貫通し下側本体2と上側本体のリブ15の肉部内に没入する芯部43とが連結されてなる接合体4によって、下側本体2と上側本体を接合する。
(もっと読む)
射出成形装置および射出成形方法
【課題】樹脂成形品の突起部の裏側に凹部が生ずることをより確実に防止することのできる射出成形装置および射出成形方法を提供する。
【解決手段】射出成形装置10は、リブ52などの突起部を有する樹脂成形品50を成形するための成形用金型12と、成形用金型12の内部に形成されたキャビティ14内に発泡剤が添加されている溶融樹脂16を射出する射出装置18と、を備えている。成形用金型12は、リブ52を成形するための別体の可動部品30を備えるとともに、キャビティ14内に射出された溶融樹脂16の射出圧によって可動部品30を後退させることのできるコアバック機構40を備えている。コアバック機構40は、コイルバネ36によって構成されるのが好ましい。
(もっと読む)
樹脂成形装置、樹脂成形方法および樹脂容器
【課題】作業ロボットによるハンドリング性が良好であってスループットを高めることのできる、簡易な構造を備える樹脂成形装置を提供する。
【解決手段】有底筒状の本体部12および円筒状の口頸部20を有し口頸部20の軸方向に延在するスリット部24により複数の螺旋片に分断された螺旋状の突条部22が口頸部20の周囲に設けられた樹脂製の中空成形体10を保持して、本体部12の外側に樹脂外装体をオーバーモールドするための樹脂成形装置200であって、口頸部20を嵌め込む第一凹部と、凹部周面に立設された、第一凹部の深さ方向に延在してスリット部24と係合するリブ216と、を備える樹脂成形装置200。
(もっと読む)
筐体、電子機器、および筐体の製造方法
【課題】本発明は、製品品質の低下を抑制することができる筐体、電子機器、および筐体の製造方法を提供する。
【解決手段】第1の主面とこれに対向する第2の主面とを有する平板部と、前記平板部の周縁に設けられ前記第1及び第2の主面と交差する方向に突出する突出部と、前記平板部の周縁に設けられた封止部と、を備えたことを特徴とする筐体が提供される。
(もっと読む)
成型品
【課題】簡単な構造でシールド効果を高めることができる成型品を提供する。
【解決手段】本体32は樹脂材料から形成される。本体32の裏面には金属板31が覆い被さる。本体32および金属板31の間には接着剤33が挟み込まれる。本体の表面には金属めっき膜37が形成される。金属めっき膜37は金属板31に電気的に接続される。こうした成型品15では、金属板31に基づき成型品15の機械的な強度は向上する。しかも、金属板31および金属めっき膜37はそれぞれシールド層として機能することができる。シールド層は広い面積で形成される。成型品15ではシールド効果は向上する。加えて、金属めっき膜37は金属板31に電気的に接続される。その結果、シールド効果は一層向上する。
(もっと読む)
良否検査方法および樹脂成形物の製造方法
【課題】射出成形処理時における成形条件や、樹脂成形物自体の良否を短時間で確実に検査検査する。
【解決手段】情報記録媒体のデータトラックパターンを構成する凸部に対応する凹部27(成形物側凹部)とデータトラックパターンを構成する凹部に対応する凸部26(成形物側凸部)とを有する凹凸パターン25が射出成形処理によって形成されたスタンパー20(樹脂成形物としての樹脂スタンパー)の成形条件およびスタンパー20自体の少なくとも一方の良否を検査する際に、情報記録媒体の回転方向に対応する矢印Ra2の方向(第2の方向)に沿った長さLa2が、データトラックパターンを構成する凹部に対応する凸部26bの矢印Rb2の方向に沿った長さLb2よりも短い凸部26aを検査用凸部として、予め規定された良否判定条件に基づいて凸部26aの成形状態を特定し、特定した成形状態に基づいて検査する。
(もっと読む)
161 - 180 / 558
[ Back to top ]