
Fターム[4F206AG28]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 部分(細部) (1,157) | リブ又は突起を有するもの(←凹部、孔) (558)
Fターム[4F206AG28]に分類される特許
101 - 120 / 558
電気・電子機器筐体

【課題】市場で要求される剛性を満足し、かつ軽量化とコストの低減を満たした電気・電子機器筐体を提供すること。
【解決手段】熱可塑性樹脂からなる成形体(I)と、連続した強化繊維と熱硬化性樹脂を含む成形体(II)が接合されてなる電気・電子機器筐体であって、該成形体(I)が面状構造体であり、該成形体(II)の長手方向における任意の箇所における断面の形状が実質的に同一である長尺構造体であり、該断面の断面積が0.5〜50mm2、かつその断面の最大幅b(mm)と最大長尺長さL(mm)とがL/b>5を満足する電気・電子機器筐体。
(もっと読む)
内装トリム部品を製造する方法
本発明は、特殊な射出成形プロセス及び選択的な裏打ち発泡プロセスを特徴とする内装トリム部品を製造する方法に関する。 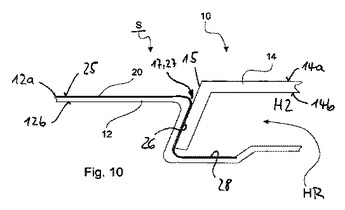 (もっと読む)
(もっと読む)
電子部品、電子部品用基材及びその製造方法

【課題】接続端子が微細化された場合であっても、十分なストローク量及び端子荷重を確保することができる電子部品、電子部品用基材及びその製造方法を提供する。
【解決手段】貫通孔2f及びこの貫通孔2fに連通する溝20a、20b、20c、21a、21b、21cが形成された板状の基材本体2と、この基材本体2の貫通孔2f及び溝20a、20b、20c、21a、21b、21cに充填された樹脂の充填部14a、14b、14c及び基材本体2の少なくとも一方の面に樹脂の充填部14a、14b、14cと一体に形成された樹脂の突状弾性部10a、10bを有し貫通孔2fの両端の樹脂が相互の抜け止めを形成している樹脂成型体3と、他の電子部品と接触する部分が突状弾性部10a、10bの頂部に位置するように基材本体2に取り付けられた接続端子40とを備える。
(もっと読む)
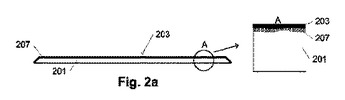
プリントを備える人間工学マット及びそのようなマットを作製する方法
直立作業姿勢にある人のための支持体としてのマットであり、マットは弾性ベース部分(201)を含み、更に、箔の頂層(203)が弾性ベース部分と少なくとも部分的に一体化され、プリントが箔の上に印刷される。本発明はそのようなマットを作製するための方法にも関する。
 (もっと読む)
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて形成されたキャビティに、第一材料を射出して、筐体100を形成し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて形成されたキャビティに、第二材料を射出して、可動側金型に保持された筐体にシール部材を形成する。
(もっと読む)
樹脂成形物の成形方法及び成形装置
【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
射出成形方法及びパネル
【課題】特に側端面の見映えを良くし、外観意匠性を向上したパネルと、これを成形するための射出成形方法を、提供する。
【解決手段】凹凸を有する構造部2を備えた裏面層3と、裏面層3上に一体に設けられて外観面を形成する外観層4と、を含むパネル1を成形する射出成形方法である。裏面層3を射出成形によって形成する工程と、裏面層3上に、射出成形によって外観層4を形成する工程と、を備える。外観層4を形成する工程では、裏面層3の端部を覆って外観層4を形成する。
(もっと読む)
樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバー
【課題】吸音材を用いることなく、防音性能に優れた軽量な樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバーを提供する。
【解決手段】エンジン10から発生し、樹脂成形カバー1に向かって放射される騒音は内壁面2の多数の突起部3の空洞層3bによって吸音される。また、騒音は表面3aに当たって乱反射するので、それぞれの反射音が干渉して打ち消し合い効果的に騒音が低減される。さらにエンジン10からの騒音は複数隣接する円柱状若しくは三角柱状等の突起部3間の対向表面間において多重反射若しくは反復反射することによって、減衰される。
(もっと読む)
軸部材
【課題】 射出成形容器でありながら、ブロー成形容器のような袋状に略全体を囲んだ容器である軸部材を提供すること。
【解決手段】 熱可塑性樹脂材料を用いて、射出成形法にて成形した軸部材であって、その軸部材の後部の内面に、軸心に向け突出する内周囲の略半周長さの内周リブを設け、この内周リブの両端側に、屈曲起点部を設けると共に、前記軸部材の後方部を閉塞した軸部材を第一の要旨とし、熱可塑性樹脂材料を用いて、射出成形法にて成形した軸部材であって、その軸部材の後端から前方に向けて、軸方向と略平行な縦リブ部を軸部材の外周囲方向に複数設け、その複数の縦リブ部間にその縦リブ部より薄肉となす薄肉部を設けると共に、前記軸部材の後端部を閉塞した軸部材を第二の要旨とする。
(もっと読む)
多層成形品及びその成形方法
【課題】一次成形部材の表面部に二次成形材料を注入し、多層成形した製品において表面外観品質に優れた多層成形品及びその成形方法の提供を目的とする。
【解決手段】一次成形部材の表面部に二次成形材料を注入し多層成形する多層成形方法であって、一次成形部材の基材に開口部を予め形成し、二次成形材料の注入時に前記開口部を当該二次成形材料のガス逃げ部として作用させたことを特徴とする。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
通気ダクト
【課題】 不織布成形体を構成部材とする通気ダクトを製造する際のオーバーモールド成形の成形不良を防止する。
【解決手段】 通気ダクト1の構成部材の少なくとも1つが、熱可塑性樹脂繊維を含む不織布を含むように、プレス加工によって前記不織布が賦形された不織布成形体2,3であって、不織布成形体2,3はその接続部21,31を互いに重ね合わせて、重ね合わせた接続部の末端部を包み込むように、樹脂被覆体4を被覆形成することにより一体化され、不織布成形体2,3には、樹脂被覆体4で被覆される側の表面に、不織布の表面を選択的に加熱する工程を経たことにより表面の熱可塑性樹脂繊維が溶融して剛性が高められた熱処理硬化層が形成されている通気ダクト1とする。
(もっと読む)
合成樹脂製プーリ
【課題】製造コストをいたずらに高くする事なく、外周面の真円度を向上できる合成樹脂製プーリを提供する。
【解決手段】連結部17が軸方向中心よりも反ゲート側にオフセットして設けられ、反ゲート側の補強リブ18bの方がゲート側の補強リブ18aよりも円周方向に幅が広く設定されているので、射出成形時に溶融樹脂の外径側への流れ込みを均等化し、冷却速度のバラツキを抑える事ができるので、製造コストをいたずらに高くする事なく、外周面の真円度を向上できる
(もっと読む)
射出成形方法
【課題】大型の樹脂製品であっても精度よく短時間に成形でき、かつその部位に応じて要求される品質を満足しつつも製造コストを可及的に低減し得る射出成形方法を提供する。
【解決手段】固定金型40と可動金型50とを型締めすることで双方の金型40・50間にキャビティ60を形成すると共に、このキャビティ60を互いに容積の異なるインパネの上面部に対応する領域61と、インパネの前面部に対応する領域62とに区画した状態で、これら複数の区画領域61・62に複数の射出ユニット70・80…から溶融樹脂を射出することでインパネの成形を行う。ここで、射出ユニット70・80…は3個配設され、このうち最も射出能力の高い1個の第1射出ユニット70で、最も容積の大きいインパネ上面部対応領域61に第1の溶融樹脂P1を射出し、かつ、残り2個の第2・第3射出ユニット80・90、残りのインパネ前面部対応領域62に第2の溶融樹脂P2を射出することでインパネの成形を行う。
(もっと読む)
ナットインサート型樹脂製筐体及びこれを用いた携帯電話器
【課題】薄型用の樹脂筐体にあって、パネル取り付け時のネジ操作によって成形後の樹脂筐体の外観面に表れ易い変形歪み(ヒケ)の発生を有効に回避すること。
【解決手段】樹脂製で薄型の筐体本体部51Aと、この筐体本体部51Aに装備されるパネルの固着用として前記筐体本体部51Aとインサート成形により一体化された複数のナット構造体1とを備え、前記各ナット構造体1を、中央部に配置され中心部に貫通ねじ穴2aを備えた断面工字状のナット部2と、このナット部2の周囲を取り囲むようにして設置され前記筐体本体部51Aに一体化されたナット保持機構7とにより構成する。そして、前記ナット保持機構7を、前記ナット構造体1のナット部2の周囲に当該ナット部2に密着して設置された環状のナット用保持部11により構成すると共に、この環状のナット用保持部11の一端部を前記筐体本体部51Aに一体化したこと。
(もっと読む)
耐雷ファスナ、航空機組立品、ファスナ部材、ファスナ部材の製造方法
【課題】寸法精度を、低コストで高めて、絶縁キャップの浮き上がり等を防止することのできる技術を提供する。
【解決手段】ファスナ本体31の頭部35に、ファスナ本体31の軸線とほぼ平行なストレート面70を形成し、頭部35の座面35aを研磨する際に、座面35aが加工誤差により位置ズレしたとしても、ファスナキャップ40をインサート成形するための金型に対し、ストレート面70の位置がずれるのを防ぐことができる。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置
【課題】本発明はアンテナパターン部がアンテナパターンフレーム上で浮く現象を防ぐアンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置に関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信するアンテナパターン部が形成される放射体と、上記アンテナパターン部が表面に形成されるように上記放射体がモールド射出成形され、上記アンテナパターン部を電子装置のケースの内部に埋め込ませる放射体フレームと、上記放射体フレームのようにモールド射出成形され、上記放射体フレーム上で上記アンテナパターン部が浮く現象を防ぐように上記アンテナパターン部にオーバーモールディングされて形成されるオーバーモールド部と、を含むことができる。
(もっと読む)
堆積ディスク状光学レンズアレイ、堆積ディスク状レンズモジュールアレイ及びその製法(StackedDisk−shapedOpticalLensArray,StackedDisk−shapedLensModuleArrayandTheMethodofManufacturingThereof)
【課題】堆積ディスク状光学レンズアレイ、堆積ディスク状レンズモジュールアレイ及びその製法を提供する。
【解決手段】
該堆積ディスク状光学レンズアレイは、ディスク状光学レンズアレイを利用し、その光学中心軸(optical axis)を位置合わせした後、堆積し、組み合わせて形成される。該堆積ディスク状レンズモジュールアレイは、堆積ディスク状光学レンズアレイを利用し、定位機構で光学中心軸を位置合わせし、所要の光学部材アレイ(optical element array) と堆積し、組み合わせて形成される。この製法を利用し、形成する堆積式レンズモジュールアレイは、レンズの光学中心軸を精密に位置合わせでき、レンズモジュールのプロセスを大幅に簡易化し、製造コストを低減できる。
(もっと読む)
樹脂製窓の2色射出成形方法
【課題】周縁形状が平滑な樹脂製窓を見栄え良く成形する。
【解決手段】位置決めピン17を樹脂パネル5にその端面から挿入して樹脂パネル5を下方から支持してキャビティ型9に保持した状態で収縮させ、樹脂パネル5の端面の位置決めピン17による支持側の辺を除く3辺とキャビティ型9の成形面16との間に隙間Sを生じさせ、キャビティ型9と第2コア型13とを型締めして第2コア型13の当接面26をキャビティ型9に保持された樹脂パネル5裏面に当接させるとともに突条部27を隙間Sに挿入する。これにより、樹脂パネル5の周壁部3内側と第2コア型13との間に第2キャビティ47が形成され、この状態で、第2キャビティ47内に不透光性樹脂49を射出充填して不透光性の枠部7を成形する。
(もっと読む)
DSI成形で中空体を成形する製造方法
【課題】樹脂漏れの防止を図りつつコストの低減化を図る上で有利なDSI成形で中空体を成形する製造方法を提供する。
【解決手段】1次形成において、射出口30に対向する内壁26の箇所に、接合用通路24内で射出口30に向かって膨出する肉厚部36を設けておく。肉厚部36は、溶融樹脂34の流れを円滑化するため、中心部36Aの肉厚を最大とし、中心部36Aから離れるにつれて肉厚を次第に減少させて形成する。すなわち、肉厚部36は、射出口30の中心線の延長上に位置し内壁26の肉厚を最大とする中心部36Aと、中心部36Aの両側に接続され接合用通路24の延在方向に沿って中心部36Aから離れるにしたがって中心部36Aの肉厚を次第に減少させる2つの傾斜面36Bとを含んで形成しておく。
(もっと読む)
101 - 120 / 558
[ Back to top ]