
Fターム[4F206AG28]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 部分(細部) (1,157) | リブ又は突起を有するもの(←凹部、孔) (558)
Fターム[4F206AG28]に分類される特許
21 - 40 / 558
発泡パネル及びその成形方法
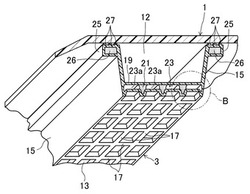
【課題】発泡パネルの剛性及び断熱性を高めるとともに、軽量化を実現する。
【解決手段】平面部13の表裏両面をソリッド部19で連続して構成し、ソリッド部19の反開放側の面に、突条17を突設し、ソリッド部19の内部に空間部23を設ける。空間部23に、ソリッド部19の表裏両面を橋絡する発泡層からなる橋絡部21を突条17に対応して設ける。
(もっと読む)
電極端子と金属膜層を備えた合成樹脂成形品

【課題】アンテナや、電子回路の構成要素としての回路パターンを一体的に設けた合成樹脂成形品に、信頼性のある電気的接続を確保できる電極端子を備えるようにすることを課題とする。
【解決手段】金型内に設置した合成樹脂シート21上に溶融合成樹脂を射出することによって成形される合成樹脂成形品10において、この合成樹脂成形品は、合成樹脂シート部21と射出成形樹脂部31から成り、合成樹脂シート部21には加飾印刷により形成された加飾膜層と、無電解めっき又は電解めっきにより形成された金属膜層21aが備えられ、射出成形樹脂部31には、インサート成形により電極端子11が埋め込まれ、電極端子11の一方の端部は当該金属膜層21aに接触し、電極端子11の他方の端部は当該射出成形樹脂部31から外部へ突出している構成の合成樹脂成形品10とした。
(もっと読む)
発泡樹脂成形品の製造方法、及び、その発泡樹脂成形品の接合構造
【課題】寸法、形状、形成位置の精度が良い取付け孔を備えた発泡樹脂成形品の製造方法と、その発泡樹脂成形品の接合構造を提供する。
【解決手段】可動金型D2は固定金型D1との対向型面に取付け孔4を形成するための突部50を有し、固定金型D1は可動金型D2との対向型面に前記突部50の先端を収容するための凹部51と取付け孔4の外周縁にリブ3を形成するための環状溝52とを有するものとする。発泡工程では可動金型D2を所定ストローク長L後退することにより、可動金型D2と固定金型D1との間に発泡スペースを形成し、発泡させることにより、取付け孔4とその外周縁のリブ3とを備えた発泡樹脂成形品1を成形する。半成形品10の段階で形成されたリブ3の先端部が固定金型D1の環状溝52から完全に抜け出ないことにより、その発泡時に生じる取付け孔4の径方向形状変形が防止される。
(もっと読む)
継手の製造方法
【課題】内筒部にシール部材が装着された後に外部からそのシール部材を視認することができ、シール部材の装着忘れを防止することができる継手の製造方法を提供する。
【解決手段】継手本体13の外周面を成形する一対の分割型31と、分割型31に貫通されて内筒部の嵌着溝を成形する入れ子41と、差込空間及び内筒部の内側の流路を成形するスライドコア33、38とを備えた成形用金型30を型締めし、該成形用金型内に形成されるキャビティに溶融樹脂を射出して成形することにより、継手本体13に樹脂パイプが差し込まれる差込空間を形成する内筒部及び外筒部が一体形成され、内筒部の外周面には外端部よりも内端側に位置する嵌着溝が設けられ、シール部材の装着を外部から視認するための視認窓が外筒部の対向する位置に一対設けられた継手を製造することができる。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】異なる樹脂材料を用いて形成した複数の成形部材を備える射出成形品に関し、機能性の要求と外観品質の要求を両立させること。
【解決手段】成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間と小断面積空間とが連続している形状の第一成形空間へ溶融結晶性樹脂R1を射出し、第一成形空間へ射出された溶融結晶性樹脂R1が固化した後に移動させた成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間のうち小断面積空間と連続している部分以外を包囲する形状の第二成形空間へ溶融非結晶性樹脂R2を射出し、溶融非結晶性樹脂R2を固化させて射出成形品を製造する。
(もっと読む)
歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法
【課題】バリによる成形不良の発生を抑制することができ、生産性の向上を図ることが可能となる歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法を提供する。
【解決手段】歯車状部材に樹脂成形部を成形する樹脂成形品の製造方法であって、
歯車状部材が連結部を介して基材に穿設された金属シートを、可動金型と固定金型に形成されたキャビティに合わせて金型の分割面に略平行に配置する工程と、
可動金型と前記固定金型を型締めしてキャビティに樹脂を充填し、歯車状部材の一部が樹脂で埋設するように射出成形して、歯車状部材と樹脂が一体化した射出成形部を有する成形品を成形する工程と、
金型を開いて該金型から金属シートを取り出す際に、
可動駒に嵌合挿入されたエジェクタピンによって樹脂が一体化した射出成形部と接触することなく、歯車状部材と基材とを同時に加圧して金属シートを突き出す工程と、を有する。
(もっと読む)
ワッシャ、発泡成形体、並びに発泡成形体の製造方法及び取付構造
【課題】部材に設けられる発泡成形体取付用の突起の突出高さを比較的小さくすることが可能であり、且つ、発泡成形体との結合強度を簡易な構成にて十分に高くすることが可能なワッシャと、このワッシャを備えた発泡成形体と、この発泡成形体の製造方法と、この発泡成形体の部材への取付構造とを提供する。
【解決手段】ワッシャ1は、発泡合成樹脂よりなる発泡成形体10に埋設される、該発泡成形体10を部材20に取り付けるためのものである。ワッシャ1は、全体として板状のものである。ワッシャ1は、部材20に設けられた突起21が挿通される突起挿通孔3を有している。突起挿通孔3は、ワッシャ1を厚さ方向に貫通している。ワッシャ1は、突起挿通孔3の周縁部よりも外周側が発泡合成樹脂中に埋没するように発泡成形体10に埋設される。ワッシャ1の外周側に、該ワッシャ1の裏面側から前面側までの高さHtが該ワッシャ1の突起挿通孔3の周縁部における厚さよりも大きくなっている、高さ増大部4が設けられている。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】互いに屈曲する形で配された第1板部と第2板部の双方に亘って第1成形品と第2成形品との境界部分が形成された多色成形品を成形可能な多色成形品の製造方法を提供する。
【解決手段】トリムボード20は、第1成形品30と第2成形品40との境界に沿って延設された溝部23が主面部21と立壁部22に亘って延びる形で形成されるものであり、第1成形空間91に溶融樹脂を射出して第1成形品30を成形する第1成形工程と、第2成形空間92に第1成形品30とは異なる色の溶融樹脂を射出して第2成形品40を成形する第2成形工程と、を備え、第1成形工程においては、溝部23の延設方向に沿って延びる延設面71Aを有するスライド型70を、主面部21及び立壁部22によって構成される屈曲面の延設方向に移動させることで、延設面71Aによって第1成形空間91における第2成形空間92側の開口を閉塞した状態とすることを特徴とする。
(もっと読む)
モールドバスバーの製造法及びモールドバスバー
【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
インサート成型されるねじ付きインサートおよびインサート成型方法
【課題】インサート成形時の螺子山変形を防止する螺子挿入部品を提供する。
【解決手段】インサート成型されるねじ付きインサート10は、軸方向両側にヘッド12、13を有する胴体部シャンク11を備えている。シャンク11には、ねじ部14を形成する内側ねじ山軸方向区域T1が設けられている。又、インサート成型後にインサート10の自転を阻止する手段と、軸方向移動を阻止する手段とが、シャンク11の外側に配設されている。シャンク11には、ねじ山軸方向区域T1とヘッド12、13との間に、軸方向に変形する少なくとも一つのヒューズ領域15、19を有している。ヒューズ領域は、ねじ山軸方向区域T1に変形を生じさせることなく、ヘッドに適用される所定の軸方向圧縮力で変形するように構成されている。
(もっと読む)
電気・電子機器外装部品の製造方法
【課題】バイオマス資源を原料として使用されたポリカーボネート樹脂を溶融押出し、その後射出成形し、耐熱性、機械特性、耐環境特性に優れた電気・電子機器外装部品の製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位を含み、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)と添加剤とを、溶融混練機に供給し、シリンダー温度220〜270℃の範囲で溶融押出しペレット化し、得られたペレットをシリンダー温度220〜270℃の範囲、金型温度40〜140℃の範囲で射出成形することを特徴とする電気・電子機器外装部品の製造方法。
【化1】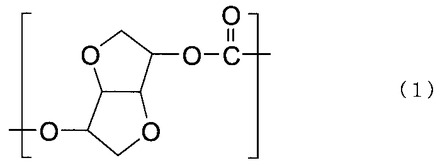 (もっと読む)
(もっと読む)
金型装置および成形方法
【課題】表面に凹部が形成される場合であっても、フローマークが生じるのを防止可能な樹脂成形品を形成可能な金型装置および成形方法を提供する。
【解決手段】金型装置10において、ガスベント26に一端側が接続され、キャビティ23から排出される気体が導入されるガス圧導入管路27と、ガス圧導入管路27の他端側が接続され、開口部28aがキャビティ23に連通するシリンダー穴28と、気体の圧力に応じてシリンダー穴28を移動させられる押出し駒30と、押出し駒30のシリンダー穴28における引き込み位置を制限する第1の位置決め部材33とを具備し、押出し駒30の開口部28a側の端面30aは、第1の位置決め部材33で位置決めされている状態においては内壁面23aと面一となる部位に位置し、シリンダー穴28に導入される気体の圧力が増大した後に、押出し駒30は、端面30aが面一な位置よりもキャビティ23の内部に押し出される。
(もっと読む)
樹脂部材、軸受用保持器、及びその製造方法
【課題】ウェルド面の強度低下を抑制することが可能な樹脂部材、軸受用保持器を提供する。
【解決手段】冠型保持器は、成形金型内に形成した環状のキャビティ40の周縁部に設けた樹脂射出ゲート50から、強化繊維を添加した溶解樹脂をキャビティ40内に射出し、冷却固化することによって成形される。キャビティ40内に注入された溶解樹脂は、キャビティ40内を充填した後、樹脂溜まり60A,60Bに流入し、貯留される。このとき、矢印で示したような樹脂の流動が発生するため、溶解樹脂に添加された強化繊維は、ウェルド面Wの径方向内側において、ウェルド面Wに対して垂直に配向する。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】第1成形品と第2成形品との接合強度をより高くすることが可能な多色成形品の製造方法を提供する。
【解決手段】第1成形空間91に第1溶融樹脂を射出してドアトリム本体30を成形する第1成形工程と、第2成形空間92に第1溶融樹脂とは異なる色の第2溶融樹脂を射出してオーナメント40を成形する第2成形工程と、を備え、第1成形工程においては、第1可動型71、第2可動型72、第3可動型73によって突部を成形するための各成形面を形成し、第1成形空間91に第1溶融樹脂を射出することで、貫通孔33Aが形成された状態の突部33を成形し、第2成形工程においては、第2溶融樹脂を貫通孔33Aに充填させるとともに突部33が嵌合された状態の凹部43を成形することを特徴とする。
(もっと読む)
タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。
【課題】本発明は、熱硬化性光反射用樹脂組成物をタブレットに成形する際に、タブレット表面が黒く着色することを防止するのに適切なタブレット成形金型を提供することを目的とする。
【解決手段】少なくとも白色顔料と熱硬化性樹脂とを含有する熱硬化性光反射用樹脂組成物をタブレットに成形するためのタブレット成形金型であって、少なくとも上記樹脂組成物と接する成形金型の内表面がフッ素系材料から構成され、ロックウェル硬度Rスケールで50以上の硬度を有することを特徴とするタブレット成形金型。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
電池パック、電池パックの製造方法及び樹脂成形体の射出成形方法
【課題】樹脂製で厚肉部と薄肉部を有する外装ケース内に電池を収納してなる電池パックにおいて、外装ケースのソリを抑制し、寸法の精度を向上させる。
【解決手段】合成樹脂からなり厚肉部と薄肉部とを有する外装ケース内に電池が収納されてなる電池パックであって、外装ケースは、厚肉部が射出成形により形成された後に、薄肉部が射出成形により形成されることにより、厚肉部と薄肉部との間で生じる残留応力を緩和し、ソリ変形を抑えた電池パックの提供が可能である。また、電子機器への装着寸法の精度を向上させることができる。
(もっと読む)
樹脂成形体の設計方法、樹脂成形体、成形用金型及び樹脂成形体の製造方法
【課題】 計算機支援による最適化手法を用いて設計された金型を使用した射出成形法によってウェルド発生の可能性を有する樹脂成形体を得る場合において、ウェルド発生を低減化するための樹脂成形体の設計方法、樹脂成形体、成形用金型及び樹脂成形体の製造方法の提供。
【解決手段】 ウェルド発生が低減化された樹脂成形体の設計方法であって、計算機支援による最適化手法を用いて設計され、該最適化手法において、樹脂成形体のデザインの制約を受ける制約パラメータと、前記制約を受けず任意に設定できる可変パラメータとを、少なくともそれぞれ1つずつ用い、前記制約パラメータの少なくとも1つと、前記可変パラメータの少なくとも1つとは、連動するものであることを特徴とする樹脂成形体の設計方法等による。
(もっと読む)
液晶高分子成形体及びその製造方法
【課題】ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して、ウエルド部12を有する液晶高分子成形体1を製造する方法であって、前記球形フィラーの中心粒径が60μm以下であり、20≦[前記ウエルド部の厚みT1/前記球形フィラーの中心粒径]≦55の関係を満たすように成形することを特徴とする液晶高分子成形体の製造方法;かかる製造方法で得られたことを特徴とする液晶高分子成形体。
(もっと読む)
発泡樹脂成形品の固定構造
【課題】締結具による締結部の破壊が抑制された発泡樹脂成形品の固定構造を提供する。
【解決手段】本発明の発泡樹脂成形品の固定構造では、表面がスキン層3bで形成され、内部が発泡層3aで形成されている発泡樹脂成形品1に、締結具14が挿入される貫通孔11が設けられた締結部20が設けられている。また、貫通孔11の周囲であり、発泡樹脂成形品1の表面に、締結具14からの荷重を発泡樹脂成形品1の内部に伝わりにくくする荷重軽減体17a〜17cが設けられている。
(もっと読む)
21 - 40 / 558
[ Back to top ]