
Fターム[4F206AG28]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 部分(細部) (1,157) | リブ又は突起を有するもの(←凹部、孔) (558)
Fターム[4F206AG28]に分類される特許
61 - 80 / 558
浴槽の製造方法
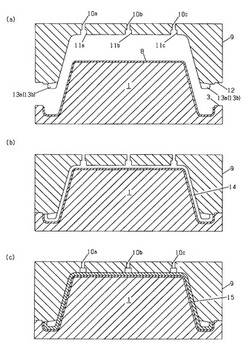
【課題】二層成形で浴槽を製造する際に、表面層を先の成形し、裏面層をその後に成形することにより、浴槽の製造効率を向上させることである。
【解決手段】二層成形によって表面層8と裏面層16とを成形する際、表面層8を先に成形する。その際、表面層8は裏面層16よりも傷が付きにくい等の高品質の樹脂で成形し、人目につき易い部位の見栄えを良好にする。また、裏面層9は表面層8よりも安価な樹脂で成形することにより、浴槽20の製造コストを低減する。
(もっと読む)
発泡成形用金型及び発泡成形品

【課題】発泡成形品の薄肉化された端部に白化傷が発生することを防止できること。
【解決手段】固定型11に対して移動可能な可動型12と前記固定型に囲まれて発泡成形用のキャビティ14と、このキャビティに順次連続するゲート15及びランナー16等とが形成され、これらのランナー及びゲートを経てキャビティ14内に溶融樹脂1を充填した後、可動型12を固定型11から離反させることで溶融樹脂1を発泡させて発泡成形品4を得る発泡成形用金型10において、キャビティ14を形成する固定型11と可動型12の少なくとも一方には、発泡成形品4の端部5が薄肉となるようにキャビティ14における端部5の成形部分が狭隘部として形成されると共に、端部5におけるゲート15の近傍に対応する位置にリブ6が成形されるようリブ用凹部23が形成されたものである。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】被成形面にノッチ部を備えた発泡樹脂成形品を製造する場合において、生産性の向上を図りつつ、良好な品質、外観および均一性を備えた成形品を得る。
【解決手段】成形型10の可動型14として、ノッチ部を成形するノッチ成形部18に対応する位置で分割された第1分割型14aと第2分割型14bとを有する型を用いると共に、成形型10の固定型12と可動型14とで囲まれたキャビティ16に、発泡剤を含有する樹脂融液Aを射出して充填させ、該射出の前または後に、前記第1分割型14aを前記第2分割型14bよりも固定型12から離間した位置までコアバックさせ、前記射出と前記第1分割型14aのコアバックとの後に、前記第2分割型14bの成形面に対向する樹脂部分A2における前記ノッチ成形部18に沿った縁部に、前記ノッチ部を構成する形状ダレ20が生じるように、前記第2分割型14bを固定型12から離間する方向にコアバックさせる。
(もっと読む)
発泡樹脂成形用金型、発泡樹脂成形品の製造方法及び発泡樹脂成形品
【課題】部分的なコアバックによって発泡樹脂成形を行うに当たり、
外観や部品精度が低下することを抑制し、またコアバックしない部分を型から取り出した際に膨れが生じることを抑制することが可能となる発泡樹脂成形用金型等を提供する。
【解決手段】型内での発泡を促進するコアバック成形に用いる発泡樹脂成形用金型であって、
前記発泡樹脂成形用金型が、少なくとも、コアが移動しない不動コアとコアバック作動する可動コアとで構成され、
前記不動コアと前記可動コアとの境界に、該不動コア側から該可動コア側へ向かって前記型内の容積をなだらかに連続して変化させる領域による容積変化形状部が形成されている。
(もっと読む)
断熱層付き管継手
【課題】非発泡性樹脂の内部での発泡性樹脂の発泡の挙動および流動を規制し得るようにする。
【解決手段】管状の継手本体12と、継手本体12の開口部に一体に形成された受口部13とを有し、継手本体12および受口部13が、非発泡性樹脂15によって主に構成されると共に、非発泡性樹脂15の内部に発泡性樹脂を発泡させて成る断熱材層16が封入された断熱層付き管継手17であって、継手本体12と受口部13との境界部分の少なくとも一つに、断熱材層16を境界部分で堰止可能な堰止部21が設けられるようにしている。
(もっと読む)
車両用樹脂パネル及びその製造方法
【課題】車両用樹脂パネルのクラックを防止するとともに熱伸びを抑制する。
【解決手段】板状基材5の裏面に補強リブ15が一体に突設されたボンネットフード1において、基材5の裏面における補強リブ15非突設箇所、及び補強リブ15の基端側側面に、基材5成形時に不織布19に溶融樹脂Rを含浸させてなる補強布17を設ける。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】材料供給時、発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品の成形方法であって、発泡樹脂成形品における縦壁部の成形精度を高める。
【解決手段】バックドアトリム(発泡樹脂成形品)10は、製品面部11の周縁の少なくとも一部に段付き縦壁部12が形成されており、この段付き縦壁部12は、製品面側縦壁部13とパネル側縦壁部15とが段部14を介して一体化しており、段部14の内面に型保持用リブ16が設けられているとともに、パネル側縦壁部15の表面に深絞模様17が形成されていることで、可動側金型30の後退操作時、型保持用リブ16が固定側金型40に対して保持されるとともに、可動側金型30の型面にパネル側縦壁部15の製品表面が吸着されるため、段付き縦壁部12の成形精度を高める。
(もっと読む)
ガスケット成形品の製造方法
【課題】ガスケット本体のみならず表面処理層についても異物付着や汚染、傷付きなどを有効に抑制するガスケット成形品を製造する方法を提供する。
【解決手段】基板11の一面11aに表面処理層12を設けるとともに他面11bにゴム状弾性体よりなるガスケット本体13を一体成形してなるガスケット成形品を製造する方法であって、表面処理層を設けた基板11に対しガスケット本体13を一体成形する第1工程と、成形品を置き台上に仮置きする第2工程と、成形品を打ち抜き加工して製品部からバリ部を切除する第3工程とを順次実施する。このとき成形品を置き台上に仮置きする際に、第1工程時に、成形品におけるバリ部に相当する位置にゴム状弾性体よりなる突起状の脚部17を一体成形し、第2工程時に、脚部をもって成形品を置き台に接触させ、第3工程時に、脚部をバリ部の一部として切除する。
(もっと読む)
インモールドラベル容器および蓋材付きインモールドラベル容器
【課題】薄肉化されたインモールドラベル容器において、とりわけフランジの強度を上昇させることができ、かつ蓋材との密封性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は胴部1と、胴部1上端に設けられたフランジ4と、胴部1に連結された底部3とを備えている。帯状ラベル5は胴部1外面からフランジ4まで延びている。胴部1の厚さは0.30〜0.50mmとなっており、フランジ4の厚さは胴部の厚さの1.4〜2.1倍となっている。フランジ4上面に、上方へ突出する複数の環状リブ9が設けられている。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
配線ユニットの製造方法
【課題】工程を簡素化し部品点数を低減する配線ユニットの製造方法を提供する。
【解決手段】配線ユニットの製造方法は、一次成形工程とターミナル挿着工程とを含む。一次成形工程では、一次成形体11を樹脂で成形する。一次成形体11には、互いに略直交する下層溝部21および上層溝部22が形成される。電気的導通のための配線部材であるターミナル41は下層溝部21に挿着され、ターミナル42は上層溝部22に挿着される。下層溝部21と上層溝部22とが交差する部位では、ターミナル41とターミナル42とが溝部21、22の深さ方向に互いに間隙を有するように積層する。これにより、従来技術のように各ターミナルを一次成形体にインサート成形することなく、一つの一次成形体に複数層のターミナルを挿着することができるため、工程を簡素化することができ、一次成形体の部品点数を減らすことができる。
(もっと読む)
樹脂成形品とその製造方法と樹脂成形品用成形型
【課題】本発明は、一次成形により得た光学素子の品質を二次成形により低くさせることなく、二次成形で得る隣接部材においても成形安定性や、遮光機能を確保することができる光学素子と、それに隣接した隣接部材とを一体化して成形する樹脂成形品とその製造方法と樹脂成形品用成形型を提供することである。
【解決手段】一次成形用金型10の可動側金型300と一次固定側金型100との間の一次キャビティ1000で光学素子1を一次形成する際に、光学素子1は、回転規制部1cが形成され、一次成形用金型10の可動側金型300と一次固定側金型100との型開き後に、二次成形用金型20によって光学素子1が保持された可動側金型300と、二次固定側金型200との間の二次キャビティ5000で隣接部材2を二次成形する際に、光学素子1の回転規制部1cと可動側金型300の成形面との接合部の凹凸嵌合部分で光学素子1の中心線を中心とする光学素子1の回転方向のすべりを規制する構成にした。
(もっと読む)
繊維強化熱可塑性樹脂構造体
【課題】局所的な荷重が入力された場合にも、構造体の局所的な変形を抑制でき、構造体全体の変形も小さく抑えることが可能な繊維強化熱可塑性樹脂構造体を提供する。
【解決手段】繊維強化熱可塑性樹脂からなる2つの部材を、空間を介在させて互いに連結した合わせ構造体からなり、一方の部材から他方の部材に向けて両部材間の空間内を延びるとともに合わせ構造体の長手方向に沿って延び、両部材の対向面の両方に接合されているウエブ状補強材を有することを特徴とする繊維強化熱可塑性樹脂構造体。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
チューブ容器
【課題】従来よりも製造工程を簡略化することにより製造コストを削減でき、かつ、多品種少量生産に容易に対応できるチューブ容器を提供する。
【解決手段】チューブ容器10は、内容物を充填するチューブ本体20と、チューブ本体20の先端に開口され、内容物を吐出させるための吐出孔25と、チューブ本体20の先端部分を被覆して吐出孔25を閉塞するキャップ30とを備える。チューブ容器10の成形工程は、まずコア40と一次キャビティ50とを型閉じし、これらの間隙に合成樹脂を射出してチューブ本体20を射出成形する。次に、このチューブ本体20を残したコアと二次キャビティ60とを型閉じし、これらの間隙に合成樹脂を射出してチューブ本体20の先端部分にキャップ30を射出成形する。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。
(もっと読む)
型内被覆用金型
【課題】 インモールドコート法を実施するための被覆材を流す空間を必要な箇所に確保することができる型内被覆用金型を提供する。
【解決手段】 縁部2およびその周辺の裏面4にも被覆材5をコーティングする樹脂製品1を成形する型内被覆用金型において、樹脂製品1の縁部2近傍の裏面4にアンダーカットリブ9を成形するためのアンダーカット形状の溝部11をコア7に設けた。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
樹脂成形方法、金型装置および樹脂成形品
【課題】樹脂の分流や流動の妨げの要因となるような金型の凸形状部などがキャビティ内に存在した場合でも、意匠面にウエルドや樹脂の流動模様である配向ラインのない高品位の外観を得ることができる樹脂成形方法、金型装置および樹脂成形品を提供する。
【解決手段】金型2のキャビティ9内に出退自在の流動堰5を配設し、この流動堰5により樹脂の充填経路を制御し、意匠面以外の凹凸形状などが設けられている領域のみにウエルドや樹脂の流動模様である配向ラインを発生させ、それら以外にはウエルドや樹脂の流動模様である配向ラインを発生させないとともに、ウエルドや樹脂の流動模様である配向ラインの発生するエリアには意匠面を有する別部品を取り付ける。これにより、所望のメタリック調外観を得る。
(もっと読む)
積層製品
【課題】味わい深い趣を有し、効率よく形状自由度高く製造することができる積層製品を提供する。
【解決手段】積層製品1は、係る各種機能形状を裏面に有するプラスチック射出成形品2の表面凹凸部にUV硬化樹脂を積層して、UV硬化樹脂にプラスチック射出成形品2表面凹凸の定義とは関連無く別個に定義された形状を付与してなる。したがって積層製品1は既に量産している任意のプラスチック射出成形品2に追加で所要の形状及び表面性状を有するUV硬化樹脂を積層し、その積層面に任意の凹凸を付与してなるようにすることができる。
(もっと読む)
61 - 80 / 558
[ Back to top ]