
Fターム[4F206AG28]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 部分(細部) (1,157) | リブ又は突起を有するもの(←凹部、孔) (558)
Fターム[4F206AG28]に分類される特許
81 - 100 / 558
半導体装置、半導体装置の保管方法、半導体装置の製造方法、及び半導体製造装置
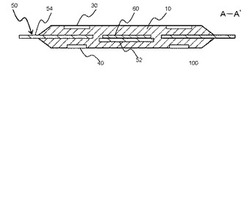
【課題】樹脂バリを除去する作業を行わずとも、半導体パッケージの外観が損なわれることを抑制し、かつ半導体パッケージの薄型化を図る。
【解決手段】半導体パッケージ100は、半導体チップ60と、半導体チップ60をダイパッド52に搭載したリードフレーム50と、半導体チップ60、及びダイパッド52を上面及び下面から封止した樹脂10と、を備え、樹脂10は、表面に設けられた凹部30と、裏面に設けられ、平面視で凹部30の内側に位置する凹部40とを有する。
(もっと読む)
シール部材を備えた筐体の製造方法

【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて成形された空間に、第一材料を射出して、筐体100を成形し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて成形された空間に、第二材料を射出して、可動側金型に保持された筐体にシール部材を成形する。
(もっと読む)
射出成形方法、およびその装置
【課題】良好な微細転写が可能で、ムラの少ない射出成形方法を提供する。
【解決手段】射出装置から金型内に溶融成形材料を射出し、射出した溶融成形材料を金型内で冷却、固化させて成形品とし、この成形品を、金型内に前後進可能に設けられた押出部材を電動機により前進させて、金型内から押し出し、取り出し可能とした射出成形方法であり、金型が有するキャビティ内の所定位置まで押出部材を押し出し、かつ押出部材に所定量の力を付与して所定の押出し位置に保持させ、その後金型内に射出装置から溶融成形材料を射出し、金型内に射出した溶融成形材料による圧力が、押出部材に、押出部材に加えた所定量の力を超えたときなどに、その圧力により押出部材を金型内で後退させることとして射出成形方法を構成した。
(もっと読む)
保持治具の製造方法及び成形金型
【課題】補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造することのできる保持治具の製造方法、及び、補強部材を変形させることなく容易に離型できる成形金型を提供すること。
【解決手段】支持孔11を有する補強部材5と保持孔15を有する弾性部材6とを備えた保持治具1を成形ピン35が立設された成形金型30で製造する方法であって、成形ピン35の抜脱方向の一体成形体と成形金型30との接触を維持した状態で成形ピン35を抜脱する方法、並びに、保持治具1の成形金型30であって、対向配置される第1金型31及び第2金型32とこれらの間に配置されて配置空間34を形成する第3金型33とを備えて成り、配置空間34に対して第3金型33と同じ側に配置される第1金型31は成形ピン35を有し、第3金型33は貫通孔33aを有する成形金型30。
(もっと読む)
中空成形品の成形方法および中空成形品
【課題】接合部強度は大きくて、2次成形時には、インテークマニホルドのような接合部が長くても充分に充填できると共に、ガスを抜くことも、さらには成形品の接合状態を目視もできる中空成形品の成形方法を提供する。
【解決手段】一対の半中空成形品(A、A’)を1次成形するとき、接合空間部(i)の内周面に断面形状が鋸の歯状を呈する連続した複数個の凹凸(xy)を成形する。また、コーナ部(j、j)には丸みを付け、フランジ部(g、g’)間には隙間(2e)が生じるように成形する。2次成形時に、前記接合空間部(i)に溶融樹脂を射出・充填する。
(もっと読む)
成形品、電子機器及び成形品の製造方法
【課題】転写箔を確実に成形層に保持しておくことができ、転写箔の加飾層または導電層の損傷を防止することができる成形品、電子機器及び成形品の製造方法を提供すること。
【解決手段】本実施形態に係る成形品では、1次成形層10と2次成形層20との間に、インモールド箔30の一部が挟み込まれている。これにより、インモールド箔30を1次及び2次成形層10及び20との間に保持しておくことができる。そして、加飾層及び端子電極層が、1次及び2次成形層10及び20の間に配置される。これにより加飾層及び端子電極層が損傷を受けたり、粉塵等が端子電極層に付着して電気的導通が阻害されたりすることを防止することができる。
(もっと読む)
ボールジョイントおよびその製造方法
【課題】信頼性が高く軽量なボールジョイントを提供する。
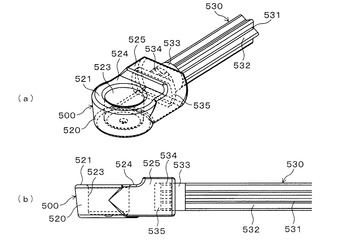
【解決手段】ボールジョイントは、ボールシートを収容する樹脂製のハウジング520と、ハウジング520と一体成形される樹脂製のサポートバー530とを備えている。ハウジング520は、その側面に開口する開口部525aを有するボス部525を備えている。サポートバー530は、その軸線に沿う中央部を構成するバー部531と、バー部531の先端部に鍔状のフランジ部535とを備えている。サポートバー530は、開口部525aがフランジ部535の全周を覆うように密着形成されて、ボス部525と結合する。
【選択図】図12
 (もっと読む)
(もっと読む)
燃料タンク製造方法及び燃料タンク
【課題】筒部における燃料透過を抑制すると共に強度を確保可能な燃料タンクを製造する燃料タンク製造方法と、筒部における燃料透過を抑制されると共に強度が確保された燃料タンクを得る。
【解決手段】燃料タンク12のポート部18における外側樹脂層22Aの厚みT1が、一般部32における外側樹脂層22Aの厚みT0よりも薄くなるようにポート部18を成形する。ポート部18の内側では、内側樹脂層22Cの実質的な厚みを厚くする筒部厚肉部34を形成する。
(もっと読む)
ポンプ付き容器とその一部を形成する金型およびその成形方法
【課題】ノズルヘッドカバー筒抜止め突部の突出量と形状の設計の自由度を増大させることが可能でノズルヘッドカバー筒の抜け防止が確実なポンプ容器とその一部を形成する金型およびその成形方法を提供する。
【解決手段】容器体の口頸部3外面へ嵌合させた嵌合筒31下端から外向きフランジ35を介して案内筒36を起立させ、該案内筒の上部内面にカバー筒抜止め突部37を設けると共に、該抜止め突部より下方の案内筒36部分から外向きフランジ35外周部へかけて型抜き孔38を形成し、ノズルヘッド40から垂下するカバー筒42を案内筒36内へ上下動自在に嵌合させるとともに、該カバー筒42の下端外面に係合突条43を設けて、ノズルヘッド40の上限時に係合突条43がカバー筒抜止め突部37下端へ係合可能に設けた。
(もっと読む)
発泡樹脂パネル及びその成形型
【課題】薄肉パネル部の剛性が高い発泡樹脂パネルを提供する。
【解決手段】ソリッド層からなるスキン層19が表面に形成されると共に該スキン層19よりも樹脂密度が低い発泡層21が内部に一体に形成された厚肉パネル部15と、厚肉パネル部15に隣接して該厚肉パネル部15の成形時にスキン層19と共に一体に成形されたソリッド層からなる薄肉パネル部17とを備え、厚肉パネル部15と薄肉パネル部17との境界にスキン層19からなる段差部15aが板厚方向に形成されたボンネットフード1において、厚肉パネル部15及び薄肉パネル部17に対して段差部15aに跨るように補強リブ25を一体に形成し、該補強リブ25は、薄肉パネル部17側では表面から突出させ、厚肉パネル部15側では該厚肉パネル部15に食い込んでスキン層19と融合させる。
(もっと読む)
ホットランナー
【課題】ホットランナーを用いた樹脂成形の自由度を、より向上させる。
【解決手段】バルブピン3は、先端がキャビティ13に進入する位置まで前進した状態で、キャビティ13と流路6とを連通するために、外周面における軸方向の一区間を凹ませた連通凹部21を備える。この連通凹部21によってキャビティ13と流路6とを連通させるバルブピン3の進退位置を連通位置とし、バルブピン3は、先端がキャビティ13まで進入した状態を維持する範囲内で、連通位置から後退すると、連通凹部21よりも先端側の外周面がゲート14に嵌合してゲート14を封止する。コントローラー(図示せず)は、溶融樹脂の保圧工程が完了するまでは、バルブピンを連通位置にし、保圧工程が完了したら、先端がキャビティ13まで進入した状態を維持する範囲内で、予め定められた成形位置までバルブピン3を後退させる。
(もっと読む)
機能性容器成形方法、成形用金型およびこれらを用いて製造した機能性容器
【課題】 接着剤を用いることなく、低コストでスループットが高い機能性容器を製造することができる機能性容器製造方法、成形用金型およびこれらを用いて製造した機能性容器を提供すること。
【解決手段】 所定の機能面21を有する底面部材2に筐体部3を成形するための機能性容器成形方法であって、機能面21と成形用金型5との間に機能面21の機能が損失するのを防止する保護領域9を形成し、成形用金型5と底面部材2との間に形成されたキャビティ8内に溶融樹脂を充填して成形を行う。
(もっと読む)
メタリック樹脂射出成形品の射出成形方法及びその成形品の品質評価方法
【課題】 複雑な形状の自動車用部品を対象とし、成形樹脂の組成(メタリック粒子の配向性、ベース樹脂の流動性)、金型改良及び成形条件を総合的に考慮し、最適化することで、光輝感とメタリック粒子の配向のバラツキなどによる外観不良が出ない高品位の無塗装メタリック樹脂射出成形品の製造方法とその品質評価方法を提供することを目的とする。
【解決手段】 本発明は、所定のメタリック樹脂(アルミニウム粒子、パール粒子及び着色剤を所定の割合で混練したペレット)を用いて射出成形を行うことにおいて、金型の構成と成形条件の選択により樹脂中のメタリック粒子の配向角度は好ましくは2°〜45、最も好ましくは4°〜23°となるようにしたことを特徴とするメタリック樹脂射出成形品の射出成形方法及びその成形品の品質評価方法。
(もっと読む)
ポリアセタール樹脂組成物及びその製造方法
【課題】剛性・靭性等の機械的特性に優れ、かつ溶融状態での滞留変色性に優れたポリアセタール樹脂組成物及びその製造方法を提供すること。
【解決手段】
ポリアセタール樹脂(I)100質量部と、
平均粒径が50nm以上500nm以下であり、JIS K5101試験法によるpHが9.2以上10.0以下であり、かつ表面処理がなされていない軽質炭酸カルシウム(II)5〜50質量部と、
炭素数が12〜27の1価の脂肪酸(III−I)と、
炭素数28以上の1価の脂肪酸(III−II)と、
脂肪酸のカルシウム塩(IV)と、
脂肪族アルコールと脂肪酸のエステル(V)と、
を含有し、
前記軽質炭酸カルシウム(II)に対する前記脂肪酸(III−I)と前記脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(II)が0.020〜0.050であり、前記脂肪酸のカルシウム塩(IV)に対する前記脂肪酸(III)と脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(IV)が3〜15であり、前記軽質炭酸カルシウム(II)に対する前記脂肪族アルコールと脂肪酸のエステル(V)の質量比(V)/(II)が0.03〜0.15である、ポリアセタール樹脂組成物。
(もっと読む)
プラスチックレンズおよびその成形方法と成形用金型
【課題】レンズの長手方向の膨張を規制せず、レンズの側面方向の振れを抑止し、光学特性を損なわない成形が可能となるプラスチックレンズ等を提供する。
【解決手段】金型で成形されたプラスチックレンズは、光軸と直交する方向に形成された長い方形状の入出射面からなる光学面100と、前記光学面に隣接する長手方向の側面である長尺側面部と、前記長尺側面部に一つ以上形成され、前記プラスチックレンズを他の部材に対して位置決めする際の位置決め基準となる位置決め基準部102と、前記光学面に隣接する短手方向の側面である短尺側面部であって、樹脂の注入口が形成されたゲート側短尺側面部と、前記光学面に隣接する短手方向の側面である短尺側面部であって、前記ゲート側短尺側面部と反対側に位置する反ゲート側短尺側面部と、前記反ゲート側短尺側面部に形成された凸形状または凹形状の振られ抑制形状部104と、を有する。
(もっと読む)
コアバック式発泡樹脂成形型及びコアバック式発泡樹脂成形方法並びに容器状発泡成形品
【課題】型製作費を抑えつつ容器状発泡成形品の側壁の先端面に玉縁を設けることが可能なコアバック式発泡樹脂成形型及びコアバック式発泡樹脂成形方法並びに容器状発泡成形品を提供する。
【解決手段】本発明に係るコアバック式発泡樹脂成形型21は、側壁52の先端縁(先端厚肉部53)を成形するための厚肉成形部24Bと、側壁52の先端縁以外の部分(側壁主体部54)を成形するための側壁主体成形部24Bとをキャビティ24に備えている。このキャビティ24に溶融樹脂を充填して成形型21をコアバックさせると、厚肉成形部24Bにて成形された先端厚肉部53の端面が隆起して玉縁55が形成される。即ち、成形型21に玉縁用の溝を形成しなくても玉縁55を形成することができ、成形型21の型製作費を抑えることができる。
(もっと読む)
加飾合成樹脂成形品
【課題】 本発明は、インサートラベルによる加飾法に立体的で深みのある視覚効果を付与すること主たる技術課題とするものであり、インサートラベルにより高度に加飾された合成樹脂成形品を提供することを目的とする。
【解決手段】 インサートラベルをインサート材としたインサート成形により表面を加飾した合成樹脂成形品において、成形品は表面に所定の形状の凸部を突出形成したものであり、インサートラベルの層構成は透明な合成樹脂製の基材フィルムの裏面側に、所定の形状の加飾層とさらに最裏面側の全領域に接着層を積層して有するもので、加飾層が成形品の凸部の所定の形状に合せて、この凸部に積層される構成とする。
(もっと読む)
複合金属多孔体およびその製造方法
【課題】多孔体の有効面積を犠牲にせず、金属多孔体の取り扱い性を向上させる。
【解決手段】三次元網目構造を有する多孔体からなるシート状の金属部11と、この金属部11の面方向に延びる樹脂部12とが一体に形成されるとともに、金属部11がチタンまたはチタン合金により形成されている。
(もっと読む)
注ぐことができる食品を包装するためのシート状包装材料に開封装置部を射出成形する装置及び方法
穴部9が設けられた多層シート状包装材料2に開封装置部3を射出成形する装置10であって、この装置の型穴は、カバー部分11の第1面11aに溶融プラスチック材料が満たされるようになっている第1チャンバ32と、溶融プラスチック材料で満たされて開封装置部の注ぎ口部13を形成するようになっている第2チャンバ33とを備え、装置はさらに環状リブ部41を備え、環状リブ部は狭い断面の通路部42の範囲を定めており、通路部は、第1及び第2チャンバを連結し、引き裂き可能な薄膜連結部分19の範囲を画定し、環状リブ部は、第1チャンバ側において第1環状表面43によって境界が定められており、第1環状表面は軸線Bに平行であり、鋭利な縁部46を形成しており、カバー部分は、プラスチック材料の圧力によって、鋭利な縁部に押しつけられて引き伸ばされる。 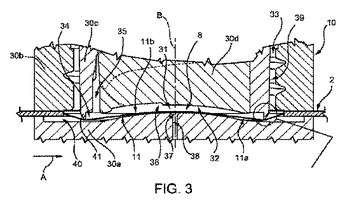 (もっと読む)
(もっと読む)
樹脂・金属積層材、樹脂・金属複合射出成形体、及びその製造方法
【課題】金属板の表面に樹脂層が積層された樹脂・金属積層材であって、この樹脂層上に、合成樹脂よりなる凸部を射出成形により高い接着強度で一体的に形成することができる樹脂・金属積層材を提供する。
【解決手段】金属板と、該金属板の少なくとも一方の面に積層されたポリアミド系樹脂を主成分とする樹脂層とを有する樹脂・金属積層材。この樹脂層の結晶化指数は0.40〜0.80である。
(Hm1、Hc1、Hm2は、DSCによる第1回結晶融解熱量、第1回結晶化発熱量、第2回結晶融解熱量)
(もっと読む)
81 - 100 / 558
[ Back to top ]