
Fターム[4F206AG28]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 部分(細部) (1,157) | リブ又は突起を有するもの(←凹部、孔) (558)
Fターム[4F206AG28]に分類される特許
141 - 160 / 558
長尺成形品用金型および長尺成形品の製造方法
【課題】 キャビティ内に設けたイジェクタによりキャビティの長尺成形品を突き出すと、長尺成形品にイジェクタの跡が付くという問題がある。
【解決手段】 可動型および固定型を組み合わせることにより、長尺なキャビティと、このキャビティの長手方向の一端に連通したランナーと、このキャビティの長手方向の他端に連通した樹脂溜まり部とを形成した長尺成形品用金型において、可動型側のランナーおよび樹脂溜まり部にイジェクタを設け、ランナーおよび樹脂溜まり部の溶融樹脂が冷却固化した成形物を、イジェクタにより突き出すことにより、可動型側のキャビティ中の溶融樹脂が冷却固化した長尺成形品を可動型から取り出す。
(もっと読む)
成形品

【課題】異材質部品を保持した保持部を周囲部から容易に分断することができる成形品を提供する。
【解決手段】下カバー1は、板状の主板部2と、該主板部2に設けられた、略円筒形状のボス部4と、該ボス部4中に埋設されたナット5等を有している。下カバー1のうちナット5は金属製であり、それ以外の部分は合成樹脂性である。主板部2には、ボス部4を取り巻く略円弧状のスリット6が設けられると共に、このスリット6を横切って該ボス部4と主板部2とを連結するブリッジ部7が設けられている。下カバー1の合成樹脂をリサイクルする場合には、ボス部4に対し傾転方向に力を加えてブリッジ部7を破断させることにより、ボス部4を主板部2から分離することができる。
(もっと読む)
グリップ、工具及びグリップの製造方法
【課題】 工具軸に嵌着可能にしながら工具軸に抜け抵抗を与えておくことができるようにする。
【解決手段】
本発明のグリップ1は、工具軸2の回り止め部12を有する後部3を包囲するグリップ本体5と、このグリップ本体5より軟質な樹脂でグリップ本体5の周囲を被覆する被覆層6とを備えている。そして、グリップ本体5と工具軸2の後部3との間に被覆層6と同一の樹脂で形成された内部層4を備えていることを特徴とする。この内部層4は、例えば工具軸2の後部3に備えたソケット17の外周面とグリップ本体5との間に設けられているのが好ましい。
(もっと読む)
射出成形方法
【課題】板状部の裏面に突起部を有する射出成形品の成形に際し、板状部のヒケを防止できる射出成形方法の提供を目的とする。
【解決手段】板状部の裏面に突起部を有する射出成形品を射出成形する際に、射出成形金型20内の突起部成形用キャビティ25に溶融樹脂を射出して射出成形品の突起部13を成形した後、射出成形金型20を板状部の厚みに応じた分だけ開くことにより、射出成形金型20内に突起部13の一方の端面13aと接する板状部成形用キャビティ27を形成し、板状部成形用キャビティ27に溶融樹脂を射出して突起部13の高さよりも厚みが小で、且つ突起部13の一方の端面13aを覆う板状部を成形する。
(もっと読む)
容器、金型、および製造方法
【課題】容器を連結した構造物は、容器部分疲労による破損が起因するため容器強化、基礎容器頸部の硬質部の危険性を回避する必要性がある。
【解決する手段】
容器、および構築容器全体を強化するには、各容器内面に部分肉厚を垂直、水平方向、トラスに複数形成し、そのクロス肉厚(骨材構築)部分が容器外圧を内面から補強する。基礎容器の頸部雄ねじ形状に適合する雌ねじ容器を形成することで、その連結部分に緩衝性が生まれた。
(もっと読む)
インモールドラベル付き合成樹脂製カップ容器
【課題】インモールドラベル付き合成樹脂製カップ容器において、特に側周壁下端部における皺や剥離のないラベルの貼着性と、充填ライン等における安定した搬送性を、共に高いレベルで達成可能な形状の容器本体を提供する。
【解決手段】容器本体1の側周壁2にインモールド射出成形によりラベル11を貼付したカップ容器において、容器本体の側周壁の下端部の所定高さ位置から内鍔状周片4を介して周縁に周状に接地部7を配設した底部5を垂下設し、側周壁の下端が内鍔状周片より下方に突出し、また、接地部の下面が側周壁の下端より下方に突出するように構成する。
(もっと読む)
成形部品の製造方法及び携帯電子機器
【課題】第1の成形部分と第2の成形部分の剥がれが生じにくい成形部品を製造するための成形部品の製造方法を提供すること。
【解決手段】本発明の成形部品の製造方法は、第1の金型101と第2の金型102とからなる第1の金型対110に第1の熱可塑性部材を射出して、内側本体部91aと、内側本体部91aの第1面側から突出した腕部91bと、内側本体部91aの第1面側と反対側の第2面側において腕部91bと対応する位置に設けられた凸部91dとを備えた内側キャップ部材91を成形する第1の成形工程と、内側キャップ部材91を設置した第1の金型101と、第3の金型とからなる第2の金型対に第2の熱可塑性部材を射出して、内側キャップ部材91の凸部91dを含む第2面側に第2の熱可塑性部材からなる外側キャップ部材92を成形する第2の成形工程と、を有することを特徴とする。
(もっと読む)
成形回路部品の製造方法
【課題】基体の表面に選択的にめっきして形成する導電性回路に閉じた回路が含まれる場合に、この閉じた回路の内側に被覆材を射出成形するために、別途金型に湯道を設けることを回避でする。
【解決手段】基体1の内部に、閉じた回路21,22の内側表面12と外側表面とにそれぞれ相互に連通する通路16を設ける。このような通路16を基体1の内部に設けることによって、閉じた回路の外側部分11等、または内側部分12のいずれかに被覆材3を射出成形すれば、この通路を経由して閉じた回路の内外側部分のいずれにも被覆材が充填されるため、閉じた回路の内側部分に通じる湯道を、別途金型に設ける必要が回避できる。
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】可動側金型と固定側金型とを型締めして形成されるキャビティ内に発泡樹脂材料を射出充填した後、可動側金型を後退させて発泡反応を開始させ、所要形状に成形する発泡樹脂成形品並びにその成形方法であって、製品意匠面とアンダーカット部との境界部分での変形を防止して、外観性能の向上及び合わせ精度を高める。
【解決手段】ウエストフランジ23等のアンダーカット部を備えた発泡樹脂成形品(ドアトリム本体)20を成形する成形方法であって、可動側金型40の後退操作時、アンダーカット部であるウエストフランジ23と製品意匠面20aとの間の境界部分に変形が生じないように、ウエストフランジ23の境界部分にソリッド状(非発泡構造)のリブ24を形成し、可動側金型40の後退時、ソリッド状のリブ24を固定側金型50のリブ形成用凹部57内に保持して、製品意匠面20aの変形を防止する。
(もっと読む)
燃料電池のセルのガスケット成形用金型、燃料電池の製造方法、および燃料電池
【課題】簡単な構成で、各セルを構成する燃料電池構成部品とセパレータの厚さのバラツキに影響されず、締結時と同じ荷重を燃料電池構成部品に付与して均一な締め代のガスケットを、不要部を発生させることなく成形することができる燃料電池のセルのガスケット成形用金型を提供する。
【解決手段】ガスケット成形用金型1は、第1の金型11と第2の金型12とを含んでおり、燃料電池構成部品2に対して荷重を付与する荷重付与部15と、第1の金型11と第2の金型12により形成されるキャビティ13内に突出してガスケット6の内周側壁を成形する突出部17とを有しており、型締時にセパレータ3の表面のマニホールド孔3hの周囲との間に介在する弾性体7が突出部17の先端面17aに設けられている。
(もっと読む)
クラッド材と合成樹脂部品の複合品及びその製造方法
【課題】このような事情を鑑みてなされたものであり、アルミニウム材を有するクラッド材に合成樹脂部品を効率良く製造できるようにする。
【解決手段】ステンレス材2にアルミニウム材3を重ね合わせたクラッド材1において、ステンレス材2及びアルミニウム材3のそれぞれの全面に塗装皮膜4を電着塗装により形成する。その後に、アルミニウム材3の一部の塗装皮膜4をレーザ光の照射により除去し、この領域のアルミニウム材3を露出させる。露出させたアルミニウム材3に陽極酸化皮膜5を形成してから射出成形機に導入し、陽極酸化皮膜5の孔6に合成樹脂を侵入させながら、合成樹脂部品7を形成する。これより、クラッド材1と合成樹脂部品2の複合品8が製造される。
(もっと読む)
靴底および靴底の製造方法
【課題】本発明は上述した従来技術の問題点を克服し、コストダウンをさらに達成させ、ラバーパーツと熱可塑性樹脂との接着性を向上させ、品質を安定させ、機能性をより向上させた靴底の製造方法および靴底を提供することを目的とする。
【解決手段】本発明は、ポリマー混合物のポリマー成分中、ジエン系ポリマーを50〜100質量%を含み、かつアクリロニトリル成分を0〜40質量%含むポリマー混合物をあらかじめ架橋形成してラバーパーツを得る工程と、前記ラバーパーツをハロゲン化処理する工程と、前記ハロゲン化処理したラバーパーツに、熱可塑性樹脂をオーバーモールドすることにより、前記ラバーパーツと前記熱可塑性樹脂を接着する工程を含むことを特徴とする靴底の製造方法である。
(もっと読む)
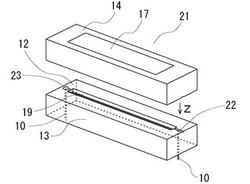
液体噴射記録ヘッド、及び液体噴射記録ヘッドの製造方法
【課題】気泡が混入されても液滴の不吐出に至るのを回避できる記録液供給路を構成する。
【解決手段】第1の流路形成部材11の底面には記録液供給路11aとなる溝が設けられている。一方、第2の流路形成部材12は複数の幅狭の長尺部である腕部12aを備えている。腕部12aは、第1の流路形成部材11底面の、記録液供給路11aとなる溝の輪郭に沿った形状となっている。第2の流路形成部材12の腕部12aは第1の流路形成部材11底面に形成された液体供給路11aとなる溝の開口を塞ぐ蓋としての役割を担っている。このような第1の流路形成部材11と第2の流路形成部材12は射出成形により形成され且つ接合部材13によって接合される。第1の流路形成部材11の記録液供給路11aとなる溝の開口縁と第2の流路形成部材12の腕部12aとが当接する部分の周囲を覆うように接合部材13が形成される。
(もっと読む)
二層発泡成形方法および装置並びに二層発泡成形品
【課題】主に、第一層部分の共用型当接部と共用型との間の隙間部に第二層部分を廻り込ませ得るようにする。
【解決手段】共用型24と一層目成形用型25とを用いて第一層部分22の成形を行う第一層成形工程と、成形された第一層部分22を残したままの共用型24と二層目成形用型26とを用いて発泡性の第二層部分23の成形を行う第二層成形工程とにより、第一層部分22と発泡性の第二層部分23とが一体化された二層発泡成形品31の成形を行う二層発泡成形方法であって、第一層成形工程で成形された第一層部分22の共用型当接部と共用型24との間に、隙間部61を形成した状態で第二層成形工程を行うことにより、第一層部分22の縁部から隙間部61へ第二層部分23を廻り込ませて、第一層部分22の共用型当接部の縁部に第二層部分23と一体の廻込部60を形成するようにしている。
(もっと読む)
型内被覆成形用金型
【課題】 立ち面を有する形状の樹脂成形品を成形するため突起部を配した型内被覆成形用金型においては、樹脂が収縮しても、樹脂成形品と突起部の間に塗料を注入するための隙間を形成することができないため、立ち面内側の表面を塗料により被覆することができなかった。
【解決手段】 型内被覆成形用金型において、立ち面形成部の反突起側にリブ形成部を加工して設けることで、成形したリブを中心として樹脂を冷却収縮させることができ、樹脂成形品の立ち面と金型突起部との間に隙間を生じさせることによって、塗料による被覆が可能になる。本発明によれば、立ち面内側を被覆するに際して、複雑な可動式入れ子構造の金型を使用する必要性はなく、また、金型チェンジなどと言った高価な設備、工程も必要ないといった優れた利点を有する。
(もっと読む)
合成樹脂成形品の製造方法および成形金型
【課題】
インモールド成形法による合成樹脂成型品において、成型品の側面(立ち上がり部分)に相当する部分や、合成樹脂成型品に設けられた窓の端部に相当する部分において、合成樹脂シートの端部が表面にむき出しにならないようにすることによって、合成樹脂成型品の外観品質を向上させる。
【解決手段】
合成樹脂シートの位置決め手段を利用して第一の金型の所定位置に合成樹脂シートをセットした後、合成樹脂シートを合成樹脂シート保持手段により、金型と合成樹脂シートの位置関係を維持しつつ保持し、位置決め手段を所定距離移動させることにより、合成樹脂シートの端面周辺に所定の空隙部分を形成させ、合成樹脂シートと金型によって画成される空間に溶融合成樹脂を射出し、合成樹脂シートと一体化した合成樹脂成形品を成形する構成とした。
(もっと読む)
シールの製造方法
【課題】ボールねじ用シールの熱可塑性エラストマからなるリップ部の耐久性および形状精度を向上する。
【解決手段】射出成形で使用する金型のゲートを、ゲート跡30A〜30Dの位置に設けることで、これらの位置にウエルドライン4が発生しない。これにより、リップ部1に大きな力がかかる接触角となる位置にウエルドライン4が発生しないため、リップ部1の耐久性が向上する。また、リップ部1の肉厚部1Aで肉薄部よりも、ゲート位置がリップ部1の先端から近い位置にあり、エラストマ充填が完了する時間の差を小さくすることができるため、リップ部1の形状精度が向上する。
(もっと読む)
容器
【課題】より滑らかな穴断面を有する容器及びその製造方法を提供すること。
【解決手段】コア21と、キャビティ22と、スライドコア23と、を間隙を設けて配置し、間隙に樹脂を充填することによって、穴のあいた容器本体部と、容器本体部の穴を覆うことが可能な蓋部と、を有する容器を製造する方法であって、コア21とキャビティ22の間隙に樹脂を充填することにより容器本体部の一部を形成すると共に、コア21の一部とキャビティ22の一部とを接触させて容器本体部の一部に穴を形成し、キャビティ22とスライドコア23の間隙に樹脂を充填することにより蓋部を形成し、スライドコア23とコア21との間隙に樹脂を充填することにより前記容器本体部の残りの一部を形成する容器の製造方法とする。
(もっと読む)
射出成形装置および射出成形方法
【課題】中空成形体の生産性を低下させることなく、中空成形体の他の部品との接合部分の強度を向上させる。
【解決手段】射出成形装置20であって、中空成形体300aを生成するためのキャビティ310を形成する雌金型400と雄金型500とを備える。雄金型は、補強リングを収納するリング収納部560と、雄金型の中心軸に沿って雄金型の基部から頂部まで貫通する第1のリング通路520と、基部に形成されリング収納部内の補強リングを第1のリング通路に移動させるための第2のリング通路530と、第1のリング通路に移動した補強リングを第1のリング通路に沿って雄金型の頂部に移動させるリング移動装置550とを有する。キャビティは雄金型の頂部の位置に中空円筒形状を有する第1のキャビティ部分311を有し、リング移動装置は第1のキャビティ部分の内部であって前記第1のキャビティ部分の外縁部に補強リングを配置する。
(もっと読む)
インサート金具及びその製造方法
【課題】 係合溝と係合突起部とを独立して形成することにより、所望の回り止め機能と抜け止め機能とを正確に設定し得るインサート金具の提供。
【解決手段】 筒軸本体11の一端部に鍔部12を備えてなるインサート金具において、筒軸本体11の外周にその他端部からに鍔部12側に延びる係合溝13…13を筒軸本体11の中心軸と平行でかつ所定角度おいて複数本形成する一方、各係合溝13…13により区切られた筒軸本体11の各区切外周部14…14における鍔部側に半径方向外方に向かって突出する係止突起部15…15をそれぞれ設けた。
(もっと読む)
141 - 160 / 558
[ Back to top ]