
Fターム[4F206AG28]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 部分(細部) (1,157) | リブ又は突起を有するもの(←凹部、孔) (558)
Fターム[4F206AG28]に分類される特許
121 - 140 / 558
クランプ部材がキャビティ面の一部分となる成形同時転写用金型と成形同時転写品の製造方法

【課題】成形品において、転写シートの転写層が転写される領域の近傍であって、かつ、同一面に、ボスやリブなどに代表される凸凹形状を転写できる金型を得ることである。
【解決手段】相互に開閉可能な一対の金型である第一金型10と第二金型60、及び第一金型に設けられた第一クランプ部材20からなる成形同時転写用金型である。第一クランプ部材20はシート当接面21と、シート当接面に対向する面であるキャビティ延伸面22を有し、キャビティ延伸面22には転写形状23が形成されている。第一クランプ部材により第一転写シート17を挟持しつつ、第一金型と第二金型を型閉めしたとき、第一キャビティ構成面11及びキャビティ延伸面22並びに第二キャビティ構成面61に取り囲まれるキャビティ2が形成される。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、アンテナパターンフレームが埋め込まれた電子装置のケース及びその製造方法

【課題】本発明は、アンテナパターンが電子装置のケースに埋め込まれるようにするアンテナパターンフレーム、その製造方法及び製造金型、これを用いた電子装置のケースに関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信し、電子装置内に送出するアンテナ放射体と、前記アンテナ放射体が表面に形成される放射体フレームと、前記放射体フレームから突出して形成され、電子装置のケースの形状の内部空間が形成される電子装置のケースの製造金型内で前記放射体フレームが上下に動くことを防ぐガイドボスと、を含むことができる。
(もっと読む)
更生タイヤ製造方法、更生タイヤ製造用モールド及び加硫装置
【課題】既存の設備を維持したまま加硫の時間を延長させず、かつ、製品としてのバラツキが生じない更生タイヤの製造方法、当該製造方法の使用に適した更生タイヤ製造用モールド及び加硫装置を提供する。
【解決手段】タイヤモールド10内に設置された台タイヤ1の周方向外側表面とタイヤモールド成型面20Aとにより形成されるトレッド成型空間内Rにタイヤモールド外から未加硫ゴムを注入する工程と、注入された未加硫ゴムを加硫する工程とを含む。
(もっと読む)
窓部材
【課題】取付用ブラケットの少なくとも一部が埋め込まれた窓部材において、取付用ブラケットが窓部材の本体部の表面側から見えにくくして外観見栄えを良好にすると共に、取付用ブラケットを狙い通りの位置に固定できるようにする。
【解決手段】窓部材1は、光透過性を有する樹脂材で構成された板状の本体部10と、本体部10裏面における所定部分に、本体部10よりも光透過度の低い樹脂材を射出成形することによって本体部10と一体化された枠部20と、枠部20よりも高剛性な材料で構成され、枠部20に少なくとも一部が埋め込まれた取付用ブラケット30とを備えている。本体部10の裏面には、取付用ブラケット30に当接するように突出して取付用ブラケット30の位置決めを行う突出部12が設けられている。取付用ブラケット30には、枠部20の成形時における成形型に当接して取付用ブラケット30の位置決めを行う位置決め面34が設けられている。
(もっと読む)
平面状薄膜モジュールの作製
本願発明は、平面状薄膜モジュールを作製する方法、前記方法によって得られる平面状薄膜モジュール、熱交換モジュールを作製する方法、及び前記方法によって得られる熱交換モジュールに向けられる。一の態様において、本願発明の方法は、固体状態の平面状薄膜を提供するステップと、前記薄膜をサポートするための1つ又は複数の注封フレーム内に注封材料を射出するステップと、好ましくは熱圧によって、前記1つ又は複数の注封フレームを前記固体状態の平面状薄膜とともに組み立て、それによって薄膜フレームを形成するステップと、必要に応じて、前記平面状薄膜の少なくとも一方の側にスペーサーを提供するステップと、平面状薄膜モジュールを形成するために、気密方法で前記薄膜フレームの積み重ねを接合するステップと、を備え、前記接合するステップは、注封材料の溶着を備える。 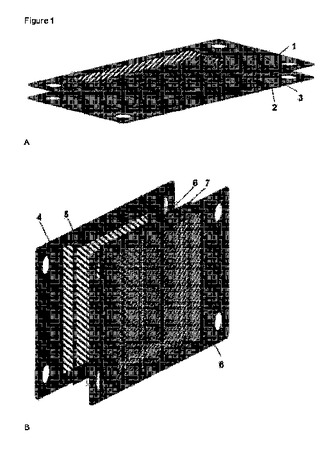 (もっと読む)
(もっと読む)
発泡成形体、発泡成形体の製造方法および発泡成形体製造用金型
【課題】熱可塑性樹脂の射出発泡成形において、ウェルドの発生する成形品であっても、ウェルド部に窪みの発生しない高発泡成形品を得ること。
【解決手段】 熱可塑性樹脂成形体を射出成形により製造する方法であって、(i)金型のキャビティ空間を発泡可能な樹脂原料で満たす工程、および、(ii)キャビティ空間を増加させることによって、樹脂原料において発泡を生じさせる工程を含んで成り、工程(i)では、樹脂原料のウェルド部の形成領域におけるキャビティ空間Aの厚み寸法が最終成形品の寸法Laになっていると共に、ウェルド部の形成領域以外のキャビティ空間Bの厚み寸法がLaよりも小さい寸法Lbとなっており、工程(ii)では、キャビティ空間Bの厚み寸法がLbより大きくかつLa以下となるようにキャビティ空間Bを増加させ、それによって、キャビティ空間Bに充填されている樹脂原料を発泡させることを特徴とする製造方法。
(もっと読む)
光フェルール成形金型及び光フェルールの製造方法
【課題】光フェルール成形金型において、光ファイバ穴等を成形するピンの位置決め精度をより向上させることである。
【解決手段】光フェルール成形金型40は、フェルール本体を成形するキャビティを有する下金型44と、キャビティを覆う上金型46と、下金型と上金型との間に配置される中子48と、を備え、中子は、中子本体54に突出して設けられ、光ファイバ挿入口を成形する光ファイバ挿入口成形凸部56と、光ファイバ挿通路を成形する光ファイバ挿通路成形ピン58とを有し、下金型は、キャビティを形成する凹状の下金型本体62を有し、キャビティ前端側の前壁面70は、光ファイバ挿通路成形ピンの先端部が挿入され、光ファイバ孔を成形する光ファイバ孔成形穴76を有し、キャビティに下金型本体の前壁面と間隔を設けて配置され、光ファイバ挿通路成形ピンを挿通して支持する光ファイバ挿通路成形ピン孔82を有するピン支持体80を備える。
(もっと読む)
一体成形型容器成形方法
【解決手段】金型構造を構成する固定金型Mfに、適当数の樹脂ゲートGfを配設するとともに、前記金型構造を構成する側部スライド金型Msにも、適当数の樹脂ゲートGsを配設し、前記樹脂ゲートGf、Gsから、キャビティーCに溶融樹脂を注入するようにした一体成形型容器成形方法に関するものである。
【効果】樹脂のメルトフローレートMFRを大きくすることなく、キャビティーの全体への溶融樹脂の注入を確実に行うことができる。従って、樹脂のメルトフローレートMFRを大きくしたことによる一体成形型容器の耐衝撃性の低下を抑制することができる。
(もっと読む)
電気化学的相間移動デバイス及び方法
電気化学的相間移動用のデバイス及び方法は、ガラス状炭素又は炭素とポリマーとの複合材料から形成される1以上の電極を利用する。本デバイスは、入口42、出口44、及びそれらの間に延在する細長い流体通路36を画成するデバイス筐体を含む。捕集電極12及び対電極は、流体通路が捕集電極と対電極との間に延在するように筐体内に配置される。 (もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】発泡樹脂成形品の成形方法並びに成形装置に係り、製品板厚を自由に設定できるとともに、シルバーストリーク、発泡ムラ、凹凸不良等の成形不良を解消した外観性能に優れた発泡樹脂成形品の成形方法並びに成形装置を提供する。
【解決手段】キャビティ型51、コア型52とからなる成形金型50の上方に押し出しユニット60及びダイス61を設定し、ダイス61から下方向に向けて発泡樹脂シートSを押し出し、型開き状態にあるキャビティ型51、コア型52内に垂下状態で供給した後、成形金型50を型締めして、発泡樹脂基材31を所要形状にプレス成形するとともに、コア型52に連設した射出ユニット53から溶融樹脂Mを樹脂通路521を通じてコア型52の型面に設けた凹部522内に射出充填することで、機能性樹脂部材32,33を発泡樹脂基材31の裏面所定位置に融着一体化する。
(もっと読む)
インサート成形装置及びインサート成形方法、ロータ、モータ、並びに時計
【課題】小型化かつ構成の簡素化を図るとともに、インサート部品の損傷や位置決めコアの磨耗を防止した上で、位置決め精度を向上させることができるインサート成形装置及びインサート成形方法を提供する。
また、軸心精度が高く、長期間に亘って安定した性能を発揮させることができる前記成形方法により製造されたロータ、ロータを備えたモータ、並びにモータを備えた時計を提供する。
【解決手段】スライドコア50は、磁石22の位置決め時において径方向中心に向けて押圧されるベースコア61と、ベースコア61よりも径方向内側に配置され、磁石22の外周面に当接可能な押さえコア63と、ベースコア61と押さえコア63とを連結し、ベースコア61と押さえコア63とを離間させる方向に向けて付勢する第1弾性部材62とを備えていることを特徴とする。
(もっと読む)
射出成形型及び射出成形品の製造方法
【課題】射出成形品の外観品質を良好なものとする。
【解決手段】射出成形品の意匠面とならない部位から突出形成される捨てリブに対応して、キャビティの所定の部位にて捨てリブ部17が付設形成され、捨てリブ部17にゲート16を介して射出成形する。射出成形品の意匠面の端部がパーティングライン上に設定されており、該パーティングライン上に沿ったキャビティ面において、意匠面から内側へ偏倚して前記捨てリブ部17を付設形成し、捨てリブ部17とキャビティとが接続する接続部17aの意匠面100a側の一部または全部が湾曲形状に形成される。
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】可動側金型と固定側金型とを型締めして形成されるキャビティ内に発泡樹脂材料を射出充填した後、可動側金型を後退させて発泡反応を誘起させ、所要形状に成形する発泡樹脂成形品並びにその成形方法であって、製品R形状部分の形状出しを精度良く行なうことで、外観性能並びに隣接部品に対する合わせ精度を高める。
【解決手段】トリムロア(発泡樹脂成形品)30の縦壁部33の内側コーナー部35よりやや中央寄りに変形規制用リブ36を設定する。従って、可動側金型50の後退操作時、縦壁部33は、フロート機構80により型開方向に押圧されるが、変形規制用リブ36が固定側金型60の凹溝65内で支持されることで、縦壁部33の内側コーナー部35の屈曲変形が解消され、結果的に縦壁部33のコーナー部34においてシャープでかつ精度の良い形状出しが可能になる。
(もっと読む)
エラストマ成形品及びエラストマ成形品製造装置、並びに外装ケース
【課題】防水部材本体における防水性能を高く確保する。
【解決手段】防水部材20が、エラストマにより成形された防水部材本体22と、防水部材本体22と一体的に成形され、防水部材本体22のうち、他の部材(他の外装カバー)と接触する面以外の部分から突出し、防水部材本体22と他の部材との間には位置しないガス抜き形状24a〜24dと、を備えているので、ガス抜き形状24a〜24d部分にガスが溜まることにより、防水部材本体22へのショートショットの発生を抑制することができる。また、ガスベントを用いてガス抜きをする場合のように、防水部材本体22自体にバリが発生するのを防止することができる。
(もっと読む)
前後二分割型ドアトリムの成形方法
【課題】二色成形による前後二分割型ドアトリムの成形方法であって、ウエスト部における分割機構部の構成に工夫を加えることで、分割部においてウエストフランジが切欠されることなく、全長に亘りウエストフランジを形成することにより、ウエスト部の剛性を高め、変形を防止し、取付安定性を高める。
【解決手段】前後二分割型ドアトリム10は、上下方向に延びる分割ライン11を境界として、トリム・フロント20とトリム・リヤ30とを一体化して構成され、ウエスト部10aにおける分割ライン11には、段差13が設定されている。そして、この段差13を有効に利用して、ドアトリム10のウエスト部10aにおける分割機構部80として成形金型40の段差53と当接シールする横方向にスライドするスライド式分割駒81を配置することで、ウエストフランジ12の切欠部をなくし、ウエスト部10aの全長に亘りウエストフランジ12の設定を可能とする。
(もっと読む)
成形品の製造方法、金型および成形品
【課題】金型を用いて表面に凸部を形成する際に欠けの発生を防止する成形品の製造方法、金型および成形品を提供すること。
【解決手段】金型30には、凸部11および凹部13を成形するために、複数の直線状に延びる金型凸部33が等間隔に形成されるとともに、この金型凸部33に隣接して直線状に延びる金型凹部34が等間隔に形成される。金型凸部33は、側面部331と、端面部332と、側面部331と端面部332とを連結する平面状の斜面部333とにより形成されている。すなわち、金型凸部33は、斜面部333により平面状に面取り加工(またはC面カット)された形状である。
(もっと読む)
携帯電子機器
【課題】本発明は、板金部材と樹脂とがインサート成形されて形成されるケース部材を備え、板金部材と樹脂との接合部分における分離を抑制できる携帯電子機器を提供すること。
【解決手段】筐体3を構成するケース部材30aであって、板金部材51と樹脂部71を構成する樹脂とがインサート成形されて形成されるケース部材30aと、を備え、板金部材51は、外縁から連続して内側に窪むような凹部53、54であって厚さ方向における全部又は一部を切り欠くようにして形成される1又は複数の凹部53、54、及び/又は、内側における外縁の近傍に形成される1又は複数の貫通孔55を含む第1領域60を有し、樹脂部71は、第1領域60を含んで形成されると共に、1又は複数の凹部53、54、及び/又は、1又は複数の貫通孔55に入り込む接合部72と、外縁よりも外方に延長して形成される延長部73とを有する。
(もっと読む)
繊維強化複合材料成形品とその製造方法
【課題】熱可塑性樹脂を射出成形しても繊維強化複合材料が反りにくい繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸した繊維強化複合材料10の一方の面に、格子状となるように熱可塑性樹脂20を射出成形して接合一体化した、繊維強化複合材料成形品1、およびその製造方法。
(もっと読む)
一体化成形品
【課題】三次元形状などの複雑形状が作製可能であり、かつ等方的な力学特性を有し、薄肉、軽量性にも優れる一体化成形品を提供すること。
【解決手段】強化繊維と樹脂を有してなる面状成形体(I)と、第2の成形体とが接合した一体化成形品であり、該面状成形体(I)が少なくとも1つの屈曲部を有しており、かつ該屈曲部で区切られる各面部での曲げ強度が実質的に等方性であり、かつ各面部同士の曲げ強度が実質的に同等である一体化成形品である。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】樹脂成形品と発泡樹脂成形品をボスの締結加工により接合一体化する際、発泡樹脂成形品の締結位置を安定化させることで組み付け精度を向上させる。
【解決手段】トリムアッパー(樹脂成形品)20とトリムロア(発泡樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。上記トリムロア30の取付孔33の周縁に複数の環状リブ34,35を突設し、トリムアッパー20における溶着用ボス21周囲の補強リブ22面に複数の環状リブ34,35を突当てる支持構造を採用することにより、トリムアッパー20とトリムロア30の締結位置を安定化させ、トリムアッパー20とトリムロア30との組み付け精度を高める。
(もっと読む)
121 - 140 / 558
[ Back to top ]