
Fターム[4F206AH12]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 機械要素 (370) | 伝動装置(←歯車、プーリー、チェーン、ジョイント) (92)
Fターム[4F206AH12]に分類される特許
1 - 20 / 92
樹脂プーリ
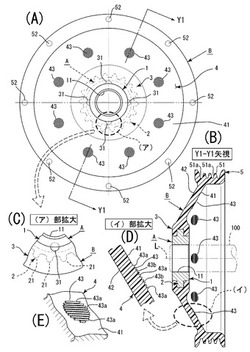
【目的】動作時において、静粛且つ寸法精度の高い樹脂プーリとすること。
【構成】金属製のブッシュAと、該ブッシュAがインサートされるプーリボス部3と該プーリボス部3の外周より略円錐状に延在する椀状部4と、該椀状部4の外周に形成されるベルト掛を行う外筒部5を有する樹脂プーリ本体Bとからなること。前記プーリボス部3の軸方向端面と前記金属製のブッシュAの軸方向端面に跨るスポット状の円の半円状浅凹部31が等間隔に形成され、且つ前記椀状部4の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部43が等間隔に形成され、前記半円状浅凹部31は、放射方向において前記隣接する凹凸面部43間の中間位置に位置するように構成されてなること。
(もっと読む)
フェノール樹脂成形材料および摺動部品
【課題】摩耗特性及び機械的強度を高いレベルでバランスし、且つ耐水性に優れるフェノール樹脂成形材料を提供する。
【解決手段】(A)アルキルベンゼン変性ノボラック型フェノール樹脂を含むノボラック型フェノール樹脂、(B)レゾール型フェノール樹脂、(C)ヘキサメチレンテトラミン、(D)黒鉛、(E)繊維状のフィラーを含有するフェノール樹脂成形材料であって、前記成形材料全体に対する各成分の含有量が、(A)〜(C)成分の合計が30〜40重量%、(D)成分が30〜50重量%、(E)成分が5〜20重量%である。
(もっと読む)
ウォームホイール

【課題】高強度、小型且つ軽量であり、また、歯打ち音の減衰効果に優れ、しかもコスト安価なウォームホイールを提供する。
【解決手段】ウォームホイール8は、金属製の歯形成部15と、金属製の軸14と、歯形成部15および軸14を繋ぐ合成樹脂製の樹脂部16と、を備える。樹脂部16は、軸14と接合する第2環状部22と、歯形成部14を保持する第3環状部23と、第2および第3環状部22,23間に介在する円盤部41と、を含む。円盤部41は、軸方向X1において第2環状部22の中間位置に接続されている。
(もっと読む)
伝動装置用ガイド
【課題】伝動チェーンの誤組み付け状態を回避するとともにガイド側壁のガイド幅方向内側への倒れ込みを防止して、合成樹脂製シューと合成樹脂製ベースの相互間の融着強度を向上させる伝動装置用ガイドを提供すること。
【解決手段】伝動チェーンをガイド長手方向に沿って摺接走行させる摺接面110aを備えた合成樹脂製シュー110と、この合成樹脂製シュー110の裏面をガイド長手方向に沿って支持する支持面120aを備えて合成樹脂製シュー110よりも高剛性の合成樹脂製ベース120とを2材成形加工により一体成形して組み付けて、合成樹脂製ベース120が、合成樹脂製シュー110をガイド幅方向の両側から挟持して伝動チェーンを収容規制する左右一対のガイド側壁121、121を備えている伝動装置用ガイド100。
(もっと読む)
ナット付樹脂ギヤ部品
【課題】樹脂ギヤ部品に金属製のナット部品をインサートしたものであっても、ギヤ歯の強度低下や寸法精度の低下を防ぎ、信頼性を高める。
【解決手段】金属製のカムプレートが組付けられる最終ギヤ3は、所定角内のみにギヤ歯3aが設けられる樹脂ギヤ部品αと、この樹脂ギヤ部品αにインサートされた金属製のナット部品βとを備え、ナット中心Dをギヤ無範囲θbのみに配置する。これにより、ウェルドはギヤ歯3aが存在しない部位のみに形成され、ギヤ歯3aにウェルドによる強度低下を防ぐことができる。また、ギヤ歯3aへ向かう溶融樹脂の流れの広がりがナット部品βによって阻害されないため、ギヤ歯3aの寸法精度の低下が防がれる。このように、ギヤ歯3aの強度低下および精度低下を防ぐことができ、信頼性を高めることができる。
(もっと読む)
射出成形による樹脂成形歯車の製造方法
【課題】収縮による歯車精度の悪化を伴うことなく、歯部への加圧状態を維持することが可能となる射出成形による樹脂成形歯車の製造方法を提供する。
【解決手段】リムの外周面に形成された歯部と、リムの内周面に延在するウェブと、ウェブの少なくとも一部に接合し中心軸の心部に形成されたボスに配設されたゲート部と、
を有する樹脂成形歯車を、射出成形によって一体成形する樹脂成形歯車の製造方法であって、
合成樹脂として溶融温度がTm℃の合成樹脂を用い、樹脂成形歯車を形成する金型のキャビティ内に、溶融温度Tm℃のもとで溶融した樹脂を射出充填する工程と、
ゲート部の固化時に、ウェブの肉厚中心温度T1を(Tm−20)℃以上、(Tm+20)℃以下で、歯部の表面温度T2を(T1−50)℃以下とする工程と、
キャビティ内の成形品表面温度がTm℃以下になるように冷却する工程と、を有する構成とする。
(もっと読む)
歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法
【課題】バリによる成形不良の発生を抑制することができ、生産性の向上を図ることが可能となる歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法を提供する。
【解決手段】歯車状部材に樹脂成形部を成形する樹脂成形品の製造方法であって、
歯車状部材が連結部を介して基材に穿設された金属シートを、可動金型と固定金型に形成されたキャビティに合わせて金型の分割面に略平行に配置する工程と、
可動金型と前記固定金型を型締めしてキャビティに樹脂を充填し、歯車状部材の一部が樹脂で埋設するように射出成形して、歯車状部材と樹脂が一体化した射出成形部を有する成形品を成形する工程と、
金型を開いて該金型から金属シートを取り出す際に、
可動駒に嵌合挿入されたエジェクタピンによって樹脂が一体化した射出成形部と接触することなく、歯車状部材と基材とを同時に加圧して金属シートを突き出す工程と、を有する。
(もっと読む)
発泡歯車
【課題】 超臨界流体を発泡剤とした発泡成形技術を用いて射出成形により成形した発泡歯車であって、高い寸法精度を備えるとともに、高強度の発泡歯車を提供する。
【解決手段】 少なくとも熱可塑性樹脂を含有する樹脂組成物に超臨界流体を溶解させ、射出成形して得た発泡歯車であって、上記熱可塑性樹脂のSP値は、16〜29であり、上記発泡歯車は、その発泡倍率が1.05以下であり、かつ、発泡セル径が20μm以下であることを特徴とする発泡歯車。
(もっと読む)
回転体用ブッシュ及びそれを備えた回転体、回転体用ブッシュの製造方法、回転体の製造装置及び製造方法
【課題】回転体用ブッシュを備える回転体を回転軸へ取り付ける作業において、作業工程を簡略化すること。
【解決手段】回転体の内周側にインサート成形されて回転体に取り付けられる回転体用ブッシュ1であって、回転体の回転軸方向に貫通する貫通孔8を有する円筒状の本体部4を備え、貫通孔8の両端を形成する二箇所の開口部8a,8bのうち第一の開口部8aの開口面積は、二箇所の開口部8a,8bのうち他方の第二の開口部8bの開口面積未満であり、貫通孔8の一端側における回転軸方向から見た本体部4の肉厚は、貫通孔8の他端側における回転軸方向から見た本体部4の肉厚未満である。
(もっと読む)
遊星歯車装置用キャリアの射出成形用金型
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)
が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができる
ようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】ピンポイントゲートから射出された溶融状態のプラスチックは、第2キャビ
ティ部に充填された後、第1キャビティ部内に充填される。この際、第2キャビティ部の
開口部から第1キャビティ部内に流出する溶融状態のプラスチックは、第2キャビティ部
の周囲に放射状に且つ均等に流出する。その結果、射出成形用金型2で射出成形された遊
星歯車装置用キャリアは、支持軸の倒れが抑えられる。そして、第2キャビティ部内に充
填された溶融状態のプラスチックは、第3キャビティ部内に流入する。
(もっと読む)
樹脂製プーリ
【課題】ベルト案内面の真円度が悪化しても、ベルトの叩き音を低減することができる樹脂製プーリを提供する。
【解決手段】ベルト案内面22aを外周に有する樹脂製のプーリ本体2を、転がり軸受1の外輪12の外周にインサート成形により一体成形した樹脂製プーリPにおいて、前記プーリ本体2は、内部に無数の気泡25が形成された熱可塑性樹脂からなる。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
樹脂巻き部品
【課題】応力集中による変形を防止することができる樹脂巻き部品を提供する。
【解決手段】環状の金属部材2の外周に環状の樹脂部1を一体成形した樹脂巻き部品P。前記樹脂部1が固着される金属部材2の外周面に、凹部と凸部とからなる凹凸面が形成され、この凹凸面の凹部と凸部のうち少なくとも一方に応力集中を緩和するR面が形成されている。
(もっと読む)
ウォームホイールとその製造方法
【課題】樹脂部材を含み、しかも寸法安定性に優れるため、電動パワーステアリング装置の減速機に組み込んだ際に、操舵トルクの上昇や歯打ち音の増大等を生じ難いウォームホイールと、その製造方法とを提供する。
【解決手段】ウォームホイール20は、円環状の芯金23の外周に、樹脂と強化繊維とを含む樹脂組成物からなり、外周に歯21を備えるとともに、前記強化繊維を中心軸Sから径方向外方へ向けて放射状に配向させた円環状の樹脂部材22を設けた。製造方法は、樹脂組成物を芯金23の保持部まで供給する供給路を備えたインサート成形用の金型と、前記供給路と連通して樹脂組成物を外周面に導く流路を備えた芯金とを組み合わせ、前記供給路と流路とを通して、樹脂部材22の形状に対応する型窩内に樹脂組成物を注入する。
(もっと読む)
ギヤ
【課題】コールドスラグによる歯の強度の低下を確実に防止できるギヤを提供する。
【解決手段】本ギヤ27は、環状の芯金28と、射出成形により上記芯金28をモールドした樹脂部材29と、を有している。樹脂部材29は、外周42に歯46を有している。芯金28には、射出成形プロセスの結果としてのコールドスラグ38を含む樹脂部材29の一部291が充填されたゲート対向用の凹部としての環状溝37が設けられている。環状溝37の少なくとも一端371の全体に、樹脂部材29の一部291が充填されている。
(もっと読む)
ポリアセタール樹脂組成物及びその製造方法
【課題】剛性・靭性等の機械的特性に優れ、かつ溶融状態での滞留変色性に優れたポリアセタール樹脂組成物及びその製造方法を提供すること。
【解決手段】
ポリアセタール樹脂(I)100質量部と、
平均粒径が50nm以上500nm以下であり、JIS K5101試験法によるpHが9.2以上10.0以下であり、かつ表面処理がなされていない軽質炭酸カルシウム(II)5〜50質量部と、
炭素数が12〜27の1価の脂肪酸(III−I)と、
炭素数28以上の1価の脂肪酸(III−II)と、
脂肪酸のカルシウム塩(IV)と、
脂肪族アルコールと脂肪酸のエステル(V)と、
を含有し、
前記軽質炭酸カルシウム(II)に対する前記脂肪酸(III−I)と前記脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(II)が0.020〜0.050であり、前記脂肪酸のカルシウム塩(IV)に対する前記脂肪酸(III)と脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(IV)が3〜15であり、前記軽質炭酸カルシウム(II)に対する前記脂肪族アルコールと脂肪酸のエステル(V)の質量比(V)/(II)が0.03〜0.15である、ポリアセタール樹脂組成物。
(もっと読む)
樹脂成形品の製造方法
【課題】 円環状の外周部11と軸部13とがウェブ14で一体化された樹脂歯車や樹脂プーリーなどの樹脂成形品1の製造において、樹脂成形品1の寸法精度、特に真円度を高めることが可能な製造方法を提供する。
【解決手段】 樹脂成形品1を射出成形する際のピンゲート32をウェブ成形部に設ける場合において、ゲート32が外周部寄りに設けられる場合にはピンゲート先端が成形品中心方向に向かって傾斜するように設けて、射出された樹脂が成形品中心方向に偏向して流れるようにする。あるいは、ゲート33が軸部寄りに設けられる場合にはピンゲート先端が成形品半径方向外側に向かって傾斜するように設け、射出された樹脂が成形品半径方向外側に偏向して流れるようにする。
(もっと読む)
ポリアセタール樹脂組成物及びその製造方法
【課題】剛性・靭性等の機械的特性に優れ、且つ、高温下における対金属摺動性に優れたポリアセタール樹脂組成物及びその製造方法を提供すること。
【解決手段】
ポリアセタール樹脂(I)100質量部と、
平均粒径が50nm以上500nm以下であり、JIS K5101試験法によるpHが9.2以上10.0以下であり、かつ表面処理がなされていない軽質炭酸カルシウム(II)5〜50質量部と、
炭素数12〜27の1価の脂肪酸(III−I)と、
炭素数28以上の1価の脂肪酸(III−II)と、
脂肪酸のカルシウム塩(IV)と、
を含有し、
前記軽質炭酸カルシウム(II)に対する前記脂肪酸(III−I)と前記脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(II)が0.020〜0.050であり、前記脂肪酸のカルシウム塩(IV)に対する前記脂肪酸(III−I)と前記脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(IV)が3〜15である、ポリアセタール樹脂組成物。
(もっと読む)
動力伝達系成形品の製造方法及び装置
【課題】 添加材を含む樹脂組成物からなる動力伝達用ホイール等の製造に際し、添加材の配向の向きを添加の目的に応じて制御できるようにすること。
【解決手段】 金型100のキャビティ13に、溶融樹脂に磁性材料からなる添加材を添加した樹脂組成物を注入して固化させる動力伝達系成形品1の製造方法であって、金型100に設けた磁場配向手段20により、金型100に注入された固化前の樹脂成形物に磁場を印加し、磁性材料からなる添加材を一定方向に配向するもの。
(もっと読む)
合成樹脂製プーリ
【課題】製造コストをいたずらに高くする事なく、外周面の真円度を向上できる合成樹脂製プーリを提供する。
【解決手段】連結部17が軸方向中心よりも反ゲート側にオフセットして設けられ、反ゲート側の補強リブ18bの方がゲート側の補強リブ18aよりも円周方向に幅が広く設定されているので、射出成形時に溶融樹脂の外径側への流れ込みを均等化し、冷却速度のバラツキを抑える事ができるので、製造コストをいたずらに高くする事なく、外周面の真円度を向上できる
(もっと読む)
1 - 20 / 92
[ Back to top ]