
Fターム[4F206AH17]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413)
Fターム[4F206AH17]の下位に属するFターム
車体(←ボディ、ドア) (86)
ステアリングホイール (14)
タイヤ (28)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (120)
バンパ (39)
パネル(←コンソールボックス) (253)
車両用内装材、クッション(←座席) (333)
ヘッドレスト (4)
Fターム[4F206AH17]に分類される特許
201 - 220 / 536
発泡樹脂成形品の接合構造
【課題】発泡樹脂成形品と樹脂成形品を接合一体化する際、樹脂成形品の転びによる合わせ部分のスキ発生、段差発生を防止するように両者を接合する際の寸法精度を高める。
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。トリムロア30の溶着用ボス31周りの補強リブ32を突き当てるトリムアッパー20の取付座面24には、補強リブ32の当接面以外の位置(補強リブ32との干渉を回避できる位置)で、かつ端末寄りにリブ26を形成することで、発泡樹脂材料Mの射出充填後における可動側金型50の後退操作において、リブ26のアンカー効果により、取付座面24の端末部分の板厚を確保することで、トリムアッパー20とトリムロア30との接合姿勢を良好に維持して、合わせ部分のスキ発生、段差発生を解消する。
(もっと読む)
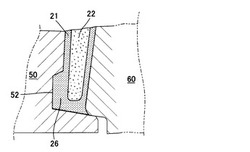
二色成形品の成形方法並びに成形装置

【課題】キャビティ内に仕切りプレートを昇降させてキャビティを区画、あるいは連通させ、各分割キャビティ内に異なる色彩の溶融樹脂を射出充填して成形する二色成形品の成形方法並びにその成形装置であって、金型構造の簡素化し、かつ一般部の厚みと縦壁部の厚みを均一に制御する。
【解決手段】成形上下型50,60間のキャビティCを区画する仕切りプレート70は、成形下型60に収容される膨張・収縮チューブ80に支持され、膨張・収縮チューブ80の膨張時、仕切りプレート70を成形上型50の型面に当接するまで上昇させるとともに、膨張・収縮チューブ80の収縮時、仕切りプレート70を下降させてキャビティ同士を連通させる。更に、見切りライン11の左右縁部において、仕切りプレート70、膨張・収縮チューブ80を一般部10aと縦壁部10bに分割し、動作方向を相違させることで、一般部10aと縦壁部10bとの厚みを均一に制御する。
(もっと読む)
成膜用金型装置および成膜用金型装置を用いた成膜方法
【課題】成膜されるワークを支持する第一金型と、成膜手段が組込まれる第二金型とを用いて構成される成膜用金型装置において、第一金型がワークと共に成膜されてしまうことを防止する。
【解決手段】ワーク4を成膜するにあたり、ワーク4を第一金型2の凸型面2aに支持せしめた状態で、第一金型2の凸型面2aおよび凸部2bを第二金型3の成膜チャンバー3c内に突入せしめると共に、第二金型3に、前記ワーク4を支持する第一金型2を成膜粒子からマスキングするマスキング部材10を設けた。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】成形性が良好で深絞りをする場合においてもクラック等が入らない表面保護層を有し、且つ意匠性の高い、加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法及び該製造方法により製造される加飾樹脂成形品の提供。
【解決手段】基材11上に少なくとも、部分的に設けられた低艶絵柄インキ層16と、該低艶絵柄インキ層上に存在してこれと接触すると共に、該低艶絵柄インキ層が形成された領域及び該低艶絵柄インキ層が形成されていない領域を含む全面にわたって被覆する表面保護層15を有する加飾シートであって、該表面保護層の厚さが1〜20μmであり、該低艶絵柄インキ層の体質顔料/樹脂の質量比(P/V比)が0.2〜2.0であり、且つ該低艶絵柄インキ層の体質顔料の吸油量が決められた範囲である加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法及び該製造方法により製造される加飾樹脂成形品。
(もっと読む)
中空品を製造するためのロストコアプロセス
本発明は、ロストコアプロセスを用いて中空品を製造する分野に関し、特に、ポリマー製消音器用途に関する。 (もっと読む)
射出成形体の製造装置
【課題】金型面同士の突き合わせ部位に樹脂材を射出して成形体を製造する射出成形体の製造装置とともに、部品ストック部、部品組み込み装置、成形体ストック部、成形体搬送装置、検品部について合理的な配置をして設備のコンパクト化を図り、これによって製造時間の短縮、製造コストの削減を図る。
【解決手段】金型面同士の突き合わせ部位に樹脂材を射出して成形体11を成形する射出成形装置7と、成形体を検品する検品部14とを、間隙を存して平行状に横配列し、前記成形体の半部に組み込む部品をストックする部品ストック部15、ストックされた部品を成形体半部に組み込む部品組込み装置10および成形体を養生ストックする成形体ストック部13を前記間隙に位置するように縦配列するとともに、射出成形装置7から取出した成型体を成形体ストック部に搬送し、さらに検品部に搬送する成形体搬送装置12を、これら配置されたものの上方空間に配置した。
(もっと読む)
射出成型体の製造装置
【課題】二次射出によりサイドターンランプを一体化する前にハウジング部にインサート部材を組込むための部品組込み装置を安定化させる。
【解決手段】部品組込み装置を構成する第一可動架台13が基台11から突出したとき、該突出先端部となる位置決め体13dを射出成形装置側に設けた位置決め受け体9aに嵌合して両持ち状態として位置決め状に支持する支持手段を設けるとともに、第一可動架台13と射出成形装置7の可動金型9とに、前記支持手段を介して第一可動架台13が可動金型9に支持されることに伴い連結され、ロボット部19を移動案内する架台側、金型側ガイドレール20、21を設ける構成とし、これによってロボット部19が射出成形装置7の支持を受けて安定化するように構成する。
(もっと読む)
複合構造体およびその製造方法
【課題】複数の樹脂部材がどのような形態で接合される場合でも適用可能な汎用性の高い、複合構造体およびその製造方法を提供する。
【解決手段】構造体1は、第一樹脂部材10と、第一樹脂部材10の端部にインサート成形された第二樹脂部材20と、インサート成形後に第二樹脂部材20に溶着された第三樹脂部材30とを有する。第一樹脂部材10は、第二樹脂部材20と相溶性がなく、かつ第二樹脂部材20よりも融点が高い熱可塑性樹脂、または第二樹脂部材と相溶性のない熱硬化性樹脂で形成される。第三樹脂部材20は、第二樹脂部材20と相溶性のある樹脂で形成される。
(もっと読む)
金属膜を有する樹脂成形品の製造方法
【課題】常圧の無電解めっき液を用いた安価な処理により、樹脂成形品の材料などにかかわらず汎用的に、高い密着性を有する金属膜を樹脂成形品に形成できる製造方法を得る。
【解決手段】少なくとも一方の表面が、金属微粒子を分散させたポリアミド系樹脂から形成されている樹脂シート10を、樹脂成形品5を成形する金型73内に、ポリアミド系樹脂が金型73と接した状態で設置することと(S1)、樹脂シート10が設置された金型73内に溶融樹脂を充填して、樹脂シート10と溶融樹脂とが一体化してなる樹脂成形品5を成形することと(S2)、アルコールを含有した無電解めっき液に樹脂成形品5を常圧下で浸漬させることと(S3)を含む製造方法が提供される。
(もっと読む)
複合構造体およびその製造方法
【課題】製造が容易で、かつ金属部材と樹脂部材との接合部での密封性を長期にわたって維持できるようにする。
【解決手段】構造体1は、金属部材10と第二樹脂部材30とが第一樹脂部材20を介して接合されることによって、中空管状に構成されている。第一樹脂部材20は、半円管状に形成された金属部材10の横断面における開放側の両端部に、インサート成形によって形成されている。第二樹脂部材30は、金属部材10と対応するように半円管状に形成されており、その横断面における開放側の両端部が、それぞれ金属部材10に形成された第一樹脂部材20に溶着されることで接合され、これによって閉断面が形成される。
(もっと読む)
ポリアリーレンスルフィド系樹脂組成物及びそれよりなる複合体
【課題】 ポリアリーレンスルフィド、極性基含有ポリエチレン系共重合体及びトリアジンチオール類からなる接着性、密着性、機械的特性に優れるポリアリーレンスルフィド系樹脂組成物、及び金属部材と該ポリアリーレンスルフィド系樹脂組成物からなる界面の接着性、密着性に優れる複合体を提供する。
【解決手段】 ポリアリーレンスルフィド(A)67〜98.9重量%、極性基含有ポリエチレン系共重合体(B)1〜30重量%、及びトリアジンチオール類(C)0.1〜5重量%からなるポリアリーレンスルフィド系樹脂組成物。
(もっと読む)
樹脂発泡成形体
【課題】樹脂発泡成形体の表面に対して表皮材を貼着する際に、樹脂発泡成形体の表面と表皮材との間にエア溜まりが発生することを防止する。
【解決手段】樹脂発泡成形体40は、上型12と下型14の間に形成されたキャビティ16内に発泡剤が添加されている溶融樹脂18を射出して充填した後に、上型12と下型14を互いに所定の距離だけ離間させることによって、キャビティ16内に充填された溶融樹脂18を発泡膨張させることで成形されている。樹脂発泡成形体40は、当該樹脂発泡成形体40を表裏に貫通する真空吸引孔20と、真空吸引孔20を中心に放射状に形成された線状の溝である凹部26と、凹部26よりも外側の領域に形成された格子状の溝30と、凹部26と格子状の溝30との境界領域に形成された環状の溝32と、を有している。格子状の溝30は、環状の溝32を介して凹部26に連通している。
(もっと読む)
射出成形体の製造装置
【課題】二次射出によりサイドターンランプ2を一体化する前にハウジング部3にインサート部材5を組込むための部品組込み装置10の片持ち長さを短くして安定化させる。
【解決手段】部品組込み装置を構成する第一可動架台13が基台11から突出したとき、該突出先端部となる位置決め体13dを射出成形装置側に設けた位置決め受け体9aに嵌合して両持ち状態として位置決め支持し、これによってロボット部の片持ちを第二可動架台からの状態として片持ち長さを短くし、安定化させるようにした。
(もっと読む)
射出成形体製造用の金型、射出成形体の製造方法および射出成形体
【課題】サイドウインカーをドアミラーに取り付けるために必要な取付け片を、ミラー側に退避した位置に形成したサイドウインカーを製造するにあたり、変形や樹脂漏れをすることなく二次射出成形を行えるようにする。
【解決手段】第一金型8と第二金型9とを型合わせして一次射出による第一、第二成形体3、4を形成し、しかる後、金型を相対移動させて、一次射出成形された成形体同志を突き合わせて突合せ面に二次射出することにより一体成形される射出成形体において、二次射出は、第一成形体の第二金型の離型面部3fに第二金型に形成された圧力受け部9aを当接して、該圧力受け部9aによって射出圧を受けるように構成した。
(もっと読む)
糸層形成装置、糸層形成方法と繊維強化部材の製造方法
【課題】繊維強化部材を構成する繊維糸にうねりを生じさせることなく、しかも、多様な線形でかつ多様な断面形状のマンドレルに対して、該マンドレル周面に形成された繊維糸の配列姿勢の崩れを防止しながら繊維糸の層を形成することのできる糸層形成装置と糸層形成方法、繊維強化部材の製造方法を提供する。
【解決手段】糸層形成装置100は、ブレーダー糸S3を供給する環状のブレーダー30と、第1の糸S1を供給する環状の第1の供給手段10と、第2の糸S2を供給する環状の第2の供給手段20と、マンドレルMを移動させる移動手段40と、を具備し、少なくとも第1の供給手段および第2の供給手段のいずれか一方が回転自在となっており、マンドレルMの周面に、少なくとも、第1、第2の回転手段によるそれぞれの糸配列層と、ブレーダーによる織物層と、からなる糸層の積層構造を形成するものである。
(もっと読む)
金型装置
【課題】射出成形用の型面に成膜されるワークを支持する第一金型と、真空引きされる成膜チャンバーを備えた第二金型とを用いてワークを成膜するにあたり、成膜チャンバーの真空引きにかかる時間を短縮する。
【解決手段】 第一金型2に、該第一金型2に形成される型面2aからコア2b内部に至る隙間S1、S2をコア2b内部側から第二金型3の成膜チャンバー3b内に連通せしめる連通孔11を形成して、成膜チャンバー3bの真空引き時に前記連通孔11を通して間隙S1、S2を真空引きする構成にした。
(もっと読む)
一体化成形品の製造方法
【課題】2つの異なる材料が接合される接合部において、隙間の低減された外観の優れた一体化成形品の製造方法を提供する。
【解決手段】少なくとも一部に熱可塑性樹脂を有する繊維強化複合材料板(I)と、被着部材(II)を接合させて一体化成形品(III)を製造する方法において、該繊維強化複合材料板(I)の端部にテーパ形状を設け、次いで、該繊維強化複合材料板(I)を金型内部に挿入し、該被着部材(II)を射出成形することで、該繊維強化複合材料板(I)と該被着部材(II)を接合する工程などを有する、一体化成形品の製造方法。
(もっと読む)
太陽電池装置を有する車両表面部材
本発明は、車両に外装配置で取り付けることができ、かつ内側が支持層10、11、12に連結され車両の外側に向かって外層14が設けられている太陽電池装置16を有する車両表面部材6に関する。本発明によって、支持層10、11、12が複合軽量構造の方法で製造されることにより、特に軽量かつ安定した車両表面部材が得られる。 (もっと読む)
射出成形用複合材料とその製造方法ならびに射出成形品
【課題】射出成形時の流動性に優れた射出成形用複合材料およびその複合材料を用いてなる射出成形品を提供する。
【解決手段】本発明によると、スルホン酸基を有しないポリブチレンテレフタレート(成分A)と、繊維状無機充填材(成分B)と、有機化層状珪酸塩(成分C)とを溶融混練してなり、上記成分Cが層剥離して分散された状態にある複合材料が提供される。上記複合材料には、該複合材料が再度加熱溶融される場合に上記分散状態にある成分Cが凝集することを防止する凝集防止剤として、炭素数16〜32のモノカルボン酸のアルカリ金属塩(成分D)が配合されている。上記複合材料は、成分A、成分B、成分Cおよび成分Dの合計を100質量%として、成分Aを60〜75質量%、成分Bを15〜35質量%、成分Cを1〜10質量%、成分Dを0.5〜5質量%の割合で含む。
(もっと読む)
樹脂成形体の製造方法
【課題】金属微粒子について、樹脂の溶融温度において熱分解し難く、且つ、高圧二酸化炭素に対して高い溶解度が得られるようにして樹脂へ導入し、この樹脂を用いて成形する樹脂の成形体の製造方法を提供する。
【解決手段】樹脂成形体の製造方法は、フッ素含有金属錯体およびそれを溶解できるフッ素系溶液を高圧二酸化炭素に溶解させて、高圧流体を生成することと、加熱溶融した樹脂に高圧流体を導入することと、高圧流体を導入した樹脂を成形して、成形体を成形することとを含む。
(もっと読む)
201 - 220 / 536
[ Back to top ]