
Fターム[4F206AH17]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413)
Fターム[4F206AH17]の下位に属するFターム
車体(←ボディ、ドア) (86)
ステアリングホイール (14)
タイヤ (28)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (120)
バンパ (39)
パネル(←コンソールボックス) (253)
車両用内装材、クッション(←座席) (333)
ヘッドレスト (4)
Fターム[4F206AH17]に分類される特許
161 - 180 / 536
樹脂組成物の製造方法
【課題】成形性、耐熱性、耐衝撃性および耐剥離性に優れた樹脂組成物の製造方法を提供する。
【解決手段】(A)ポリ乳酸系樹脂と(B)ポリオレフィン系樹脂の合計量を100重量部として、(A)ポリ乳酸系樹脂1〜99重量部、(B)ポリオレフィン系樹脂99〜1重量部および(C)酸無水物、カルボキシル基、アミノ基、イミノ基、アルコキシシリル基、シラノール基、シリルエーテル基、ヒドロキシル基およびエポキシ基から選択される少なくとも1種の官能基を含有する反応性相溶化剤1〜50重量部を250℃超で溶融混練する樹脂組成物の製造方法。
(もっと読む)
インモールド成形品の製造方法

【解決課題】インモールド成形方法では成形品12を金型内から取り出し後に、ハードコート層3を硬化させるため、成形品12ごとUV、EB照射炉13に投入し所定のエネルギー量を照射する。その際、加飾フィルム7の転写部だけでなく射出樹脂11にもUV、EB光が当たり成形品12の射出樹脂部が劣化する原因となっていた。
【解決手段】可動型の型表面形状に沿わせて加飾フィルムを賦形させた後、金型を閉じて高温、高圧の射出樹脂を充填する前に金型内の加飾フィルムにUV、EB光を照射し加飾フィルムの光硬化型樹脂材料を硬化させる。本発明の方法により樹脂を射出後はUV,EB光を照射する必要がなく、成型品の劣化が防止できる。
(もっと読む)
射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体
【課題】 薄肉射出充填が可能で高発泡倍率であるがために、軽量性に優れ、かつ、耐衝撃性の良好な射出発泡成形用ポリプロピレン系樹脂組成物および該樹脂組成物からなる射出発泡成形体を提供すること。
【解決手段】 メルトフローレートが10g/10分以上150g/10分以下、メルトテンションが2cN以下、シャルピー衝撃強さ(−20℃)が4.5kJ/m2以上である線状ポリプロピレン系樹脂(A)50重量%以上95重量%以下、メルトフローレートが0.1g/10分以上30g/10分以下、メルトテンションが5cN以上で、かつ歪硬化性を示す改質ポリプロピレン系樹脂(B)5重量%以上50重量%以下を含んでなる射出発泡成形用ポリプロピレン系樹脂組成物。
(もっと読む)
射出成形用金型及び該金型を使用した射出成形機及び射出成形方法

【課題】可動型の後退後の二次成形時の金型の型締め状態を安定化させて、2色成形品を安定して成形することが可能であると共に、構成簡易にして安価な金型構造を得ることが可能な射出成形用金型及び該金型を使用した射出成形機及び射出成形方法を提供する。
【解決手段】成形機の移動ダイプレートが後退した状態で、固定型と可動型からなる金型を型締めし該金型間に二次成形樹脂を射出して二次成形する際に、可動型と固定型との間に進出して該固定型と可動型間の間隙を所定に設定可能な間隙設定手段を配設したことを特徴とする。前記間隙設定手段は、金型の複数箇所に配設された駆動機構と、該駆動機構の作動により固定型と可動型との間に進出可能な楔体とで形成され、前記楔体は、高さの異なる複数の段差を有すると共に、各段差の高さが調整可能に形成される。
(もっと読む)
射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体
【課題】 薄肉射出充填が可能で高発泡倍率であるがために、軽量性に優れ、さらには長期に渡って耐候安定性が良好な射出発泡成形体を得ることが出来る、射出発泡成形用ポリプロピレン系樹脂組成物および該樹脂組成物からなる射出発泡成形体を提供すること。
【解決手段】 下記の(A)〜(D)を含んでなる射出発泡成形用ポリプロピレン系樹脂組成物。(A)歪み硬化性を示し、かつメルトテンションが2cN以上であるポリプロピレン系樹脂、(B)ポリオレフィンワックス、(C)重量平均分子量(Mw)が700以上であり、分子内に2,2,6,6−テトラメチルピペリジン骨格を有し、2,2,6,6−テトラメチルピペリジン骨格の窒素原子に、水素原子、炭素原子数1以上30以下のアルキル基、ヒドロキシアルキル基、アルコキシ基、ヒドロキシアルコキシ基から選ばれる1以上が結合した構造を有する耐候剤、(D)発泡剤。
(もっと読む)
加飾プラスチック成型品の製造方法
【課題】凹凸のある成型品であっても誘電体多層膜による加飾が可能な加飾プラスチック成型品の製造方法を提供すること。
【解決手段】平坦に配置したプラスチックフィルム上に蒸着法にて誘電体多層膜を成膜させて表面が加飾された加飾フィルム16をまず製造する。次いで加飾フィルム16を誘電体多層膜を成膜した面が溶融プラスチックとの接触面側となるように第1及び第2の金型片31,32からなるモールド内に配置し、モールド内に溶融プラスチック35を加圧充填し、その圧力で前記加飾フィルム16をモールド内面形状に応じて所定の凹凸形状に変形させる。そして、モールド内で溶融プラスチック35を保持し固化させることで加飾フィルム16と一体化した加飾プラスチック成型品としての蓋11を得るようにする。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
突板インサート用フィルム及びその製造方法、突板インサート成形品の製造方法
【課題】 インサート成形時に突板が位置ズレしたり、埋没したりせず、又突板表面に吸引痕が残らない突板インサート用フィルム及びその製造方法、突板インサート成形品の製造方法を提供する。
【解決手段】 基材フィルムの片面に所定の外形パターンに切断された突板が感圧接着剤層にて貼着され、前記突板の表面に現れる模様によって構成される木目領域とその他の非木目領域とを有する突板インサート用フィルムを用い、これを射出成形金型内に前記基材フィルムとは反対面がキャビティ形成面に沿うように配置し、型閉め後、キャビティ内に成形樹脂を充填することにより前記突板インサート用フィルムと成形樹脂とが一体化した突板インサート成形品を得る。
(もっと読む)
成形用金型及び成形品の製造方法
【課題】加飾フィルム40を成形用金型にインサートして成形品を成形するときに、成形品の大きさ等に影響されずにインキ流れの発生を防止することを目的とする。
【解決手段】加飾フィルム40を内部にインサートして成形品を成形するための成形用金型20であって、成形材の射出方向に加飾フィルム40が位置するゲート25の周りに成形品の厚みを肉厚に成形する肉厚成形部26を設けたことを特徴とする。特に、肉厚成形部26の高さを、基本厚さ成形部24の高さの略1.5倍以上であって、加飾フィルム40の厚さの略10倍以上であることが好ましい。
(もっと読む)
高分子成形用配合液、高分子成形体、及び複合高分子成形体
【課題】熱膨張性マイクロカプセルや充填剤の分散不良、及びそれらの成分を配合することによる粘度増加の問題がなく、成形時に充分な型への充填性を示す高分子成形用配合液、剛性や寸法安定性に優れ、軽量な高分子成形体、並びに該成形体を用いてなる複合高分子成形体を提供すること。
【解決手段】基材原料、充填剤、熱膨張性マイクロカプセル、および金属塩分散剤を含有する高分子成形用配合液、当該配合液を用いてなる高分子成形体、並びに該成形体を用いてなる複合高分子成形体。
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 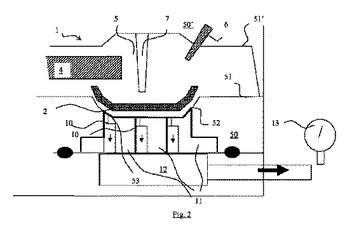 (もっと読む)
(もっと読む)
自動車用エアーダクトの耐油性と脱型性を改善する方法
【課題】オレフィン系熱可塑性エラストマー(TPO)で構成された自動車用エアーホースの耐油性及び射出成形における脱型性を改善する方法並びに脱型性及び耐油性に優れた自動車用エアーホースを提供する。
【解決手段】オレフィン系熱可塑性エラストマー(A)に対して、プロピレン系重合体で構成された幹セグメント及び窒素含有ビニル系重合体で構成された枝セグメントで形成されたグラフト共重合体(B1)と、脂肪酸アミド(B2)とを含むグラフト共重合体組成物(B)を配合して射出成形することにより、自動車用エアーホースの耐油性と脱型性を改善する。
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 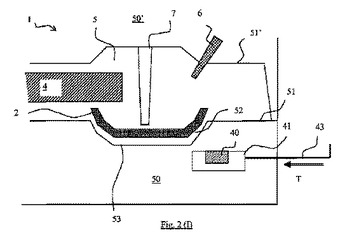 (もっと読む)
(もっと読む)
ポリカーボネート樹脂組成物
【課題】芳香族ポリカーボネート樹脂とポリオレフィン樹脂、アクリル系弾性重合体を含むポリカーボネート樹脂組成物であり、機械的強度、流動性に優れ、良好な耐薬品性を併せ持つポリカーボネート樹脂組成物を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂(A成分)100重量部に対し、(B)ポリオレフィン樹脂(B成分)0.1〜5重量部、(C)コア・シェル型であって、スチレン成分を実質含まないことを特徴とするアクリル系弾性重合体(C成分)1〜15重量部を含有するポリカーボネート樹脂組成物。
(もっと読む)
車両用エンジニアリングプラスチック部品及び車両用エンジニアリングプラスチック部品の製造方法
【課題】ポリアセタール樹脂等の樹脂材料を車両用部品に適用した場合に、上記車両用部品に対して塗膜を形成することなく、さらに、走行中に問題となる飛び石等が車両用部品に衝突しても樹脂材料を含む部分が露出しづらい、耐酸性、耐アルカリ性等の問題を解消するための技術を提供する。
【解決手段】車両組み付け時に外気に曝される露出部と、外気に曝されない非露出部と、を有する車両用エンジニアリングプラスチック部品における、エンジニアリングプラスチック表面の全部又は一部に、厚さ0.3mmから3mmのポリオレフィン系樹脂からなる保護層を形成する。
(もっと読む)
ウレタン製マウント部材の製造方法、およびウレタン製マウント部材
【課題】優れた耐久性を有するウレタン製マウント部材の製造方法、およびウレタン製マウント部材を提供すること。
【解決手段】ウレタン製マウント部材の製造方法において、熱可塑性ポリウレタン組成物を加熱により溶融状態とする溶融工程と、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする溶解工程と、非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する射出成形工程と、を含むものとし、溶解工程での非反応性ガス溶解熱可塑性ポリウレタン組成物を160〜240℃の範囲内とし、射出成形工程での金型温度を20〜50℃の範囲内とする。
(もっと読む)
ポリエステルエラストマー製ドライブシャフトブーツの製造方法
【課題】 1対の分割面を有するポリエステルエラストマー製ドライブシャフトブーツの製造方法の提供
【解決手段】 ポリエステルエラストマー製ドライブシャフト用のブーツの生成方法は、成形工程S1、環状成形物形成工程S3、管状構造固定工程S5、加熱工程S7、及び冷却工程S9を有している。成形工程S1では、ポリエステルエラストマーを材料に、射出成形により、1対の分割面を有するブーツの形を有する成形物5を成形する。環状成形物形成工程S3では、成形物5の分割面を合わせて成形物5を環状構造とした環状成形物7を生成する。環状構造固定工程S5では、環状成形物7において、合わせた分割面が解放しないように環状成形物7の環状構造を固定する。加熱工程S7では、固定した環状成形物7を所定の温度で加熱する。冷却工程S9では、加熱した環状成形物7を冷却する。これらの工程により、ポリエステルエラストマー製のブーツ3を生成する。
(もっと読む)
多層成形体の製造方法
【課題】熱可塑性樹脂材料からなる成形体の機械物性及び表面外観の両方を十分優れたものとすることができるとともに、このような成形体を効率的に製造する方法を提供すること。
【解決手段】本発明に係る多層成形体10の製造方法は、成形型100のキャビティV内に基材層1を配置する工程と、基材層1とこれに対向するキャビティ面21aとの間に形成されるクリアランスCに溶融状態の第2の熱可塑性樹脂材料を射出速度500mm/秒以上で供給し、基材層1の表面に被覆層2を形成する工程とを備え、第2の熱可塑性樹脂材料がメルトフローレート5〜400g/10分のポリオレフィン系樹脂と、無機充填材とを含有し、被覆層2の厚さが0.5mm以下であることを特徴とする。
(もっと読む)
電磁弁の製造方法
【課題】電磁弁の寸法や重量の増大の原因となるボビンの厚肉化を回避し、外装成形時におけるボビンの変形を防止できる構造を備えた電磁弁を提供する。
【解決手段】電磁弁1におけるソレノイド部5のコイル成形体15は、略円筒状のボビン19と、このボビン19の外周面19aに巻回されたコイル21と、ボビン19に一体に設けられたターミナル23と、磁気回路を構成する略有底筒状のコア25と、このコア25と上記ボビン19とをターミナル23と共に一体化する外装樹脂部27とから構成されている。ボビン19の前端面31とコア25の鍔部41の後面41aとを密着させる。
(もっと読む)
射出成形体の製造方法および射出成形体の製造装置
【課題】 一次射出された一対の第一、第二の半製品A、D同士を、互いに突き合わせた突合せ面(射出代)Bに樹脂材を二次射出することで一体化して射出成形体を製造するにあたり、第一半製品A、第二半製品Dがそれぞれ型残りする型面が形成された第一、第二ターンテーブル3、4を離接移動自在に設定する。
【解決手段】 第一、第二ターンテーブル3、4に形成されている数M、Nの型面それぞれにおいて、少なくとも一次と二次の射出工程を含む数M、Nの製造工程を実行するとともに、M、N回の回転−停止を順次実行することで型面が元位置に移動をするように設定し、前記第一、第二ターンテーブル3、4では、二次射出工程で型合わせされる型面同士以外の型面において、一次射出工程を含むM−1、N−1の製造工程が実行されるようにした。
(もっと読む)
161 - 180 / 536
[ Back to top ]