
Fターム[4F206AH17]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413)
Fターム[4F206AH17]の下位に属するFターム
車体(←ボディ、ドア) (86)
ステアリングホイール (14)
タイヤ (28)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (120)
バンパ (39)
パネル(←コンソールボックス) (253)
車両用内装材、クッション(←座席) (333)
ヘッドレスト (4)
Fターム[4F206AH17]に分類される特許
141 - 160 / 536
低収束性繊維によって強化された熱可塑性樹脂組成物
【課題】発明の目的は、繊維成分および樹脂成分を含有し、外観および耐衝撃性などの機械的強度に優れた成形体が得られる樹脂組成物を提供することにある
【解決手段】本発明は、繊維成分および樹脂成分を含有する樹脂組成物であって、(i)繊維成分は、ポリアルキレンテレフタレートおよび/またはポリアルキレンナフタレンジカルボキシレートからなり、単糸の交絡数が繊維1mあたり10個未満の繊維(A−I)であり、(ii)樹脂成分は、ポリオレフィン樹脂からなることを特徴とする樹脂組成物である。
(もっと読む)
成形体及び中空成形体の製造方法
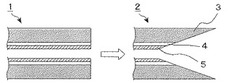
【課題】肉厚の均一性に優れ、かつ軽量化、燃料低透過性、耐薬品性、機械的特性、成形加工性にも優れる成形体を製造する方法を提供する。
【解決手段】フッ素樹脂フィルムを予備成形する工程(1)、及びポリマー材料を射出成形する工程(2)を含み、該工程(2)は、予備成形したフッ素樹脂フィルムをインサート成形する工程であり、フッ素樹脂フィルムは、少なくともフッ素樹脂層5を含むことを特徴とする成形体の製造方法。
(もっと読む)
オーバーモールドされた耐熱性ポリアミド複合構造およびその作製方法
本発明は、オーバーモールドされた複合構造およびその作製方法の分野に関し、特にオーバーモールドされた耐熱性ポリアミド複合構造の分野に関する。オーバーモールドされた複合構造は、i)少なくとも一部が表面樹脂組成物で作製された表面を有し、かつ、マトリックス樹脂組成物を含浸させた、不織構造、織物、繊維の詰め物およびそれらの組合せからなる群から選択される繊維材料を含む第1の構成要素であって、前記表面樹脂組成物および前記マトリックス樹脂組成物が、1種以上のポリアミド樹脂と、3つ以上のヒドロキシル基を有する1種以上の多価アルコールとを含むポリアミド組成物である第1の構成要素と、ii)オーバーモールド樹脂組成物を含む第2の構成要素とを含み、ここで、前記第2の構成要素は、前記第1の構成要素の表面の少なくとも一部にわたって前記第1の構成要素に接着される。 (もっと読む)
射出成形用金型及び複合品の製造方法

【課題】金属製材料の表面の加飾と裏面の樹脂部の成形を簡易に行うことができる射出成形用金型及び複合品の製造方法を得ることを目的としている。
【解決手段】金属体20の裏面に樹脂部30が成形され、その樹脂部30の成形と同時に金属体20の表面が加飾シートFにより加飾された複合品の製造に用いることができる射出成形用金型であって、金属体20が配置される第1キャビティ面が形成された第1型1と、金属体20の表面に沿った形状を有する第2キャビティ面が形成され、第1型1との型締めによって金属体20と第1キャビティ面との間に樹脂部30に対応したキャビティを形成する第2型2と、金属体20の裏面に対向するように第1キャビティ面に形成された、キャビティVに溶融樹脂を射出するゲート4とを備えた。
(もっと読む)
電子構成部材を作製する方法および電子構成部材
【課題】電子構成部材作製方法を提供して、マイクロ構成素子、殊に加速度センサをその被覆部ないしはカバーに対して精確な位置でオーバーモールドできるようにすること。
【解決手段】本発明の電子構成部材(1)を作製する方法はつぎのステップ、すなわち、
− 成形型枠に対して相対的にマイクロ構成素子(2)を固定する支持装置(16)に、このマイクロ構成素子(2)を入れるステップと、
− マイクロ構成素子(2)を第1被覆(3)によってオーバーモールドするステップと、
− 第2被覆(4)によって第1被覆(3)をオーバーモールドして、第1被覆(3)および第2被覆(4)とによってケーシング(11)が構成されるようにするステップと、
− 第2被覆(4)が凝固する前および/または成形型枠を第2被覆(4)によって完全に充填する前にケーシング(11)から支持装置(16)を引き出すステップとを有する。
(もっと読む)
多色成形品の成形方法並びに成形装置
【課題】製品周縁部に縦壁部を有する多色成形品の成形方法並びにその成形装置であって、縦壁部における接合部で板厚を確保できるとともに、成形金型を簡素化する。
【解決手段】成形装置40は、型締め、型開き可能な成形上下型50,60と、キャビティCを区画する仕切りプレート70と仕切りプレート70を駆動するシリンダ80とから構成され、製品一般部10aに対応する一般部用仕切りプレート70Aと、縦壁部10bに対応する縦壁部用仕切りプレート70Bとの分割構造を採用し、それぞれの駆動方向を斜め方向に設定することで、双方の樹脂成形品20,30同士の接合面積を大きく確保するとともに、双方の仕切りプレート70A,70Bが後退した際に縦方向に重なり合うことがないため、アンダーカット部が形成されない。
(もっと読む)
射出成形型及び射出成形品の製造方法
【課題】射出成形品の外観品質を良好なものとする。
【解決手段】射出成形品の意匠面とならない部位から突出形成される捨てリブに対応して、キャビティの所定の部位にて捨てリブ部17が付設形成され、捨てリブ部17にゲート16を介して射出成形する。射出成形品の意匠面の端部がパーティングライン上に設定されており、該パーティングライン上に沿ったキャビティ面において、意匠面から内側へ偏倚して前記捨てリブ部17を付設形成し、捨てリブ部17とキャビティとが接続する接続部17aの意匠面100a側の一部または全部が湾曲形状に形成される。
(もっと読む)
ポリマー材料からなるホイール
本発明のホイールは、車両のシャフトの端部に取り付けられる中央の穴(11)および固定ボルトを通すための複数の偏心した穴(12)が設けられた中央のディスク(10)と、車両のタイヤを保持するように構成された外周のリング(20)とによって形成される本体(C)を備えており、前記ホイールの本体(C)は、40%〜70%の熱可塑性ポリマーマトリクスと、30%〜60%の合成繊維と、0.01%〜10%の添加剤とを均質混合にて含むポリマー複合材料で、単一部品にて射出成型される。 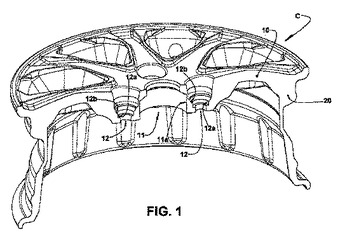 (もっと読む)
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】可動側金型と固定側金型とを型締めして形成されるキャビティ内に発泡樹脂材料を射出充填した後、可動側金型を後退させて発泡反応を誘起させ、所要形状に成形する発泡樹脂成形品並びにその成形方法であって、製品R形状部分の形状出しを精度良く行なうことで、外観性能並びに隣接部品に対する合わせ精度を高める。
【解決手段】トリムロア(発泡樹脂成形品)30の縦壁部33の内側コーナー部35よりやや中央寄りに変形規制用リブ36を設定する。従って、可動側金型50の後退操作時、縦壁部33は、フロート機構80により型開方向に押圧されるが、変形規制用リブ36が固定側金型60の凹溝65内で支持されることで、縦壁部33の内側コーナー部35の屈曲変形が解消され、結果的に縦壁部33のコーナー部34においてシャープでかつ精度の良い形状出しが可能になる。
(もっと読む)
軟質熱可塑性ポリウレタンからなるポリウレタン
熱可塑性ポリウレタンと、熱可塑性ポリウレタンに加えられた官能価が2より大きく10未満であるイソシアネート濃縮物とからなるポリウレタンPU−Eであって、該熱可塑性ポリウレタンの硬質相含量が0〜5%であり、イソシアネート濃縮物が該ポリウレタンに対して少なくとも2重量%の量で加えられていることを特徴とするポリウレタン。 (もっと読む)
樹脂金属複合体およびその製造方法
【課題】
樹脂製のケースに金属製部材を取り付けるときに樹脂製のケースと金属製部材の接合面に残留する応力が少なく、かつ隙の発生が起き難い樹脂金属複合体を提供する。
【解決手段】
金属部材2が、金型にインサートされて樹脂部材1の形成と同時に樹脂部材1中に配され、その後樹脂部材1中に配された金属部材2を加熱することで再度樹脂部材1と金属部材2を接合する。
または、樹脂部材1を形成した後に、樹脂部材1中に加熱した金属部材2を挿入して接合する。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品表面のエア残りを低減し、外観性能を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内に第1のエア注入管71を通じてエアを注入し続ける。そして、発泡樹脂材料Mの射出充填後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作し、金型外周シール部80から外部にエアを排出する一方、第2のエア注入管72を通じて可動側金型50の型面と発泡樹脂成形品20の製品面との間に薄膜のエア層Aを強制的に作り出し、外観性能を表面全面に亘り均一に保つことで外観不良をなくす。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセス
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセスを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に固定される周辺封止部アセンブリ(42)(弾性封止部及び封止部支持部材)を備える封入型ガラスアセンブリ(60)を形成するための方法である。透明シートの周辺領域並びに予備成形される周辺封止部アセンブリ(42)が型空洞部内に配置される。型空洞部内上側にはテーパ部分(18)が設けられ、その端部に隣接して封止用突出部(20)が設けられている。透明シートを入れた状態で型を閉塞すると、テーパ部分は透明シートの周辺端近傍にのみ接触し、封止用突出部の主要部(22)が弾性封止部(44)と圧縮係合し、リップ部(24)が封止部支持部材(46)と封止係合する。その後、充填、固化、取り出しを行う。
(もっと読む)
射出成形用金型およびその射出成形用金型を用いたシール一体型膜電極接合体の製造方法、射出成形装置
【課題】膜電極接合体の外周にシール部を形成するための射出成形工程において、膜電極接合体の電極に担持された触媒の劣化を抑制する技術を提供する。
【解決手段】射出成形装置100は、燃料電池用の膜電極接合体20の外周にシール部30を射出成形する。射出成形装置100は、シール部30を成形するためのキャビティ231を形成する外周成形部210と、触媒を担持する電極22を固定的に保持するための中央電極保持部215とを有する金型と、外周成形部210を加熱する加熱部350とを備える。射出成形装置100は、中央電極保持部215が外周成形部210より低温となるように、中央電極保持部215と、外周成形部210とが分離した別部材として構成されている。
(もっと読む)
ポリカーボネート樹脂組成物及びその成形品
【課題】耐擦傷性、透明性、低ガス性に優れたポリカーボネート樹脂組成物を提供する。
【解決手段】ポリカーボネート樹脂(A)100質量部に、炭素数10〜19の脂肪族カルボン酸(B−1)0.05〜5.0質量部、および炭素数10〜19の脂肪族カルボン酸のエステル化物(B−2)0.5〜5.0質量部を含有し、脂肪族カルボン酸(B−1)に対する脂肪族カルボン酸のエステル化物(B−2)の質量比が1〜50であることを特徴とするポリカーボネート樹脂組成物。
(もっと読む)
成形品の製造方法、金型および成形品
【課題】金型を用いて表面に凸部を形成する際に欠けの発生を防止する成形品の製造方法、金型および成形品を提供すること。
【解決手段】金型30には、凸部11および凹部13を成形するために、複数の直線状に延びる金型凸部33が等間隔に形成されるとともに、この金型凸部33に隣接して直線状に延びる金型凹部34が等間隔に形成される。金型凸部33は、側面部331と、端面部332と、側面部331と端面部332とを連結する平面状の斜面部333とにより形成されている。すなわち、金型凸部33は、斜面部333により平面状に面取り加工(またはC面カット)された形状である。
(もっと読む)
樹脂製品の生産方法
【課題】生産設備で消費されるエネルギー使用量を削減することができる樹脂製品の生産方法を提供することを課題とする。
【解決手段】洗浄装置で実施される洗浄工程には、バンパー14の左側面21、上面22、右側面をブラシがけするブラッシング工程が含まれる。
【効果】洗浄工程にブラッシング工程が含まれない場合に比べて、バンパー14の左側面21、上面22、右側面に付着したゴミ116を容易に除去することができる。ゴミ116の除去が容易になるので、洗浄工程に掛かる時間を短縮することができる。洗浄工程を短縮すると、洗浄工程を実施する洗浄装置を小型化することができるので、バンパー14の生産設備が小型になる。生産設備が小型になると、生産設備で消費されるエネルギー使用量を削減することができる。
(もっと読む)
自動車用樹脂成形部品の製造方法
【課題】耐熱性に優れかつコアバック動作前の板厚2mm以下の薄肉構造の自動車用樹脂成形部品を安価に製造可能な自動車用樹脂成形部品の製造方法を提供する。
【解決手段】本発明では、化学発泡剤を2〜5質量%、クレイを5〜15質量%、ガラス繊維を5〜20質量%、重縮合系ポリマーを60〜88質量%の割合で含む樹脂組成物を使用することで、超微細発泡射出成形工法で使用されていた従来の重縮合系ポリマーの樹脂組成物より流動性を向上させることができ、これにより、耐熱性に優れる重縮合系ポリマーを主成分としたコアバック動作前の板厚2mm以下の薄肉構造のエンジンカバー10を、比較的設備費がかからないコアバック発泡射出成形工法で安価に製造することが可能になる。
(もっと読む)
樹脂成形体
【課題】弾性部材と樹脂とを複合化した樹脂成形体において、従来に比して強度の高い樹脂成形体を提供すること。
【解決手段】弾性部材2と当該弾性部材2の外周に嵌合するカラー部材1が、射出樹脂により鋳ぐるみ成形されたことを特徴とする樹脂成形体10を提供する。この樹脂成形体10によれば、射出成形時の射出圧を高めても、カラー部材1によって弾性部材2の変形が回避できるため、ウェルド部の強度の低下を効果的に抑制でき、高い強度を有する樹脂成形体10が得られる。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】ABS樹脂からなる支持体11上に少なくとも表面保護層14を積層してなるインサート成形用加飾シート10であって、該支持体の曲げ弾性率が1500〜3000MPaであり、該支持体の厚さが100〜500μmであり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化したものであり、該電離放射線硬化性樹脂組成物の引張弾性率が100MPa超〜1000MPa未満であり、かつ、表面の静摩擦係数が1.0以下である。
(もっと読む)
141 - 160 / 536
[ Back to top ]