
Fターム[4F206AH17]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413)
Fターム[4F206AH17]の下位に属するFターム
車体(←ボディ、ドア) (86)
ステアリングホイール (14)
タイヤ (28)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (120)
バンパ (39)
パネル(←コンソールボックス) (253)
車両用内装材、クッション(←座席) (333)
ヘッドレスト (4)
Fターム[4F206AH17]に分類される特許
61 - 80 / 536
芳香族ポリカーボネート樹脂組成物、それからなる成形品および成形品の製造方法
【課題】高硬度且つ高光沢で、流動性、耐衝撃性、難燃性のバランスに優れたポリカーボネート樹脂組成物及びそれからなる成形品を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂100質量部に対し、(B)(a)芳香族ビニル系単量体、(b)シアン化ビニル単量体、(c)メタクリル酸メチル単量体及び(d)共重合可能なその他の単量体から選ばれた単量体を(a)、(b)、(c)を必須成分としてグラフト共重合せしめたグラフト共重合体を1〜30質量部と、(C)アクリロニトリル−エチレンプロピレン−スチレン系(共)重合体を1〜20質量部と、(D)鉛筆硬度がFより高いアクリル系(共)重合体を10〜50質量部含有することを特徴とする芳香族ポリカーボネート樹脂組成物、成形品および成形品の製造方法による。
(もっと読む)
バッテリトレイ
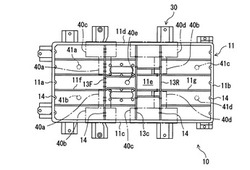
【課題】樹脂を用いて射出成形により形成されるバッテリトレイであって、ウェルド部による成形品の強度低下等の影響を抑制することができるようにする。
【解決手段】電気自動車に装備され、樹脂を用いた射出成形により形成され、駆動用のバッテリを搭載されるバッテリトレイ10であって、長方形状に形成された底面部11eと、底面部11eの外周に立設された周壁部11と、底面部11eの長手方向中間部に短手方向に延在するように立設された横リブ13F,13Rとを備え、射出成形の際に生じるウェルド部が、底面部11e及び周壁部11及び横リブ13F,13Rのうちの高応力部を除く箇所に形成される。
(もっと読む)
防振装置

【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
三次元加工用加飾シート
【課題】成形性が良好で金型離れが良く、成形により表面にクラック、傷等が入ることがなく、かつ耐擦傷性及び耐溶剤性をも改良した三次元加工用加飾シートを提供する。
【解決手段】支持体の上に少なくとも表面保護層を積層してなる三次元加工用加飾シートであって、該支持体のASTM D648法による熱変形温度より40℃高い温度において該三次元加工用加飾シートが300%を超える破断伸度(JIS K 7127に準拠)を有し、かつ該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化してなり、0.2〜6.0μmの膜厚を有することを特徴とする三次元加工用加飾シートである。
(もっと読む)
車両用ペダルの製造方法
【課題】車両用ペダルの意匠面の見栄えが悪くなるのを防止又は抑制しつつ、車両用ペダルの剛性を向上させる。
【解決手段】二色成型による成型品であるアクセルペダル300では、あえてペダル本体部310の表面310Aにヒケ314が生じるようにリブ312の幅及び厚み等を大きくすることで、ヒケが生じないように構成された場合と比較し、ペダル本体部310の剛性を高めている。更に、ヒケ314が生じたペダル本体部310の表面310A側に、踏込部320を射出成型で形成することで、ヒケ314が見えなくなると共に、意匠面300Aにはヒケが生じない又はヒケが生じても非常に小さくすることができる。よって、アクセルペダル300の意匠面300Aの見栄えを悪くなるのを防止又は抑制しつつ、アクセルペダル300の剛性が向上する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】結晶化度の高い高分子樹脂成形品を、形状の自由度が高く且つ比較的簡素な工程で製造可能な成形方法及び成形装置を提供する。
【解決手段】成形型11を構成する固定型12と可動型13とで囲まれたキャビティ15’内の圧力を大気圧よりも高くなるように上昇させるとともに、この高圧状態を維持しておき、キャビティ15’に発泡剤を含有する結晶性高分子樹脂の融液A’を射出して充填させ、キャビティ15’内の高分子樹脂を発泡させながら成形するように可動型13をコアバックする際、該コアバックを融液A’が過冷却状態であるときに開始し、キャビティ15’内において融液A’に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせることで該融液を配向融液の状態にして結晶化させるような発泡速度で前記高分子樹脂が発泡するように、前記コアバック中の所定のタイミングで、予め加えられたキャビティ15’内の圧力を解放する。
(もっと読む)
ポリアミド樹脂発泡成形体および自動車用樹脂成形品
【課題】耐熱性に優れかつ充分に軽量で高い耐荷重性を持ち、高い断熱性と耐振動性を発揮しうるポリアミド樹脂発泡成形体を提供する。
【解決手段】ポリアミド樹脂組成物を溶融状態とし、型締めされた複数の金型で形成されるキャビティ内に化学発泡剤および/または超臨界状態の不活性ガスとともに射出充填し、表層に厚み100〜800μmの非発泡スキン層が形成された段階で少なくとも一つの金型を型開き方向へ移動してキャビティの容積を拡大させることにより得られる発泡成形体であり、ポリアミド樹脂組成物が、結晶性ポリアミド樹脂(A)と、非結晶性ポリアミド樹脂(B)と、グリシジル基を1分子あたり2個以上含有し、重量平均分子量4000〜25000であり、かつエポキシ価が400〜2500当量/1×106gであるグリシジル基含有スチレン系共重合体(C)と、無機強化材(D)とを所定の割合で含有する。
(もっと読む)
ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体
【課題】射出充填性に優れ、発泡性、耐衝撃性および表面外観の良好な射出発泡成形体を提供し得るポリプロピレン系樹脂組成物、ならびに該樹脂組成物からなる射出発泡成形体の提供。
【解決手段】230℃でのメルトフローレートが30〜250g/10分、200℃でのメルトテンションが0.3cN以上、かつ、損失正接tanδが6.0以下である、改質ポリプロピレン系樹脂(A)3〜50重量部、および230℃でのメルトフローレートが10g〜100g/10分、メルトテンションが2cN未満である、線状ポリプロピレン系樹脂(B)50〜97重量部[(A)および(B)の合計量は100重量部である]、および190℃でのメルトフローレートが5g〜30g/10分、密度が930〜980kg/m3の高密度ポリエチレン系樹脂(C)3〜30重量部を含んでなる、ポリプロピレン系樹脂組成物。および当該樹脂からなる射出発泡成形体。
(もっと読む)
成形品、高強度部材および成形品の製造方法
【課題】機械強度に優れた成形品を提供する。
【解決手段】フェノール樹脂(A)および繊維(B)を含み、繊維(B)の重量平均繊維長が1mm以上50mm以下であるとともに、繊維(B)の繊維長分布について、短繊維長側から重量累積50%における繊維長L50に対する重量累積90%における繊維長L90の比L90/L50比が2以下である、成形品。
(もっと読む)
射出成形用樹脂組成物
【課題】成形品とした際に低温での衝撃強度に優れ、フローマークも発生しない射出成形用樹脂組成物を提供する。
【解決手段】ポリプロピレン系樹脂(I)70〜90重量部に対して、160℃で測定した溶融張力が50〜300mNであるエチレン−α−オレフィン共重合体(II)5〜25重量部、高圧ラジカル重合で製造された低密度ポリエチレン(III)5〜25重量部(ただし、(I)+(II)+(III)=100重量部)を含んでなることを特徴とする射出成形用樹脂組成物を用いる。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
発泡成形用金型
【課題】穴形状を利用した発泡成形用金型を適用することにより、金型内の意匠面のエアを効率良く吸引して金型外に排気することができるようにする。
【解決手段】本発明の発泡成形用金型は、可動型3を有する開閉可能な金型に発泡成形用のキャビティ14を形成し、このキャビティ14内に意匠面を設定して、カウンタープレッシャ法を適用することにより溶融樹脂をキャビティ14に供給し、溶融樹脂の発泡成形を行なうものである。発泡成形用金型は、キャビティ14内を意匠面まで貫通する突出し用金型ピン8を設け、この金型ピン8の先端に多孔質金属部材10をキャビティ14内に露出可能に設け、可動型3のコアバック時に、多孔質金属部材10が露出し、意匠面側キャビティ14a内に残る気体を多孔質金属部材10から金型ピン8内を通して金型1外に排気して溶融樹脂を発泡成形し、発泡成形品に穴形状を形成する構成としたものである。
(もっと読む)
RTM成形用エポキシ樹脂組成物および繊維強化複合材料
【課題】樹脂調製時の作業性に優れ、強化繊維への注入時に低粘度を保持し含浸性に優れ、かつ成形時に短時間で硬化し、表面品位と寸法精度の高い繊維強化複合材料を与えるRTM成形用エポキシ樹脂組成物、繊維強化複合材料およびその製造方法を提供すること。
【解決手段】エポキシ樹脂[A]、酸無水物[B]、1位に置換基を有するイミダゾール誘導体[C]を含むエポキシ樹脂組成物で、[C]が全エポキシ樹脂100質量部に対して5〜20質量部含まれる、RTM成形用エポキシ樹脂組成物。
(もっと読む)
ガスインジェクション用ポリカーボネート−ポリエステル複合樹脂組成物及び成形品
【課題】樹脂本来の物性を維持しつつ、表面性、中空成形性が改善されたガスインジェクション用ポリカーボネート−ポリエステル複合樹脂組成物を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A1)100質量部、ポリエステル樹脂(A2)1〜100質量部、ゴム性重合体(A3)0.5〜30質量部、レーザー回折式粒度分布測定装置で測定した平均粒子径が0.5〜5.0μmであり、かつ粒子径が15μm以上の粒子を実質的に含まない無機充填材(A4)1〜60質量部を含むポリカーボネート−ポリエステル複合樹脂組成物(A)100質量部に対して、芳香族ポリカーボネート樹脂(B1)、ポリエチレンテレフタレート(B2)、ゴム性重合体(B3)及びポリカーボネートと反応する官能基を有するオレフィン系重合体(B4)から成る複合樹脂組成物を含むガスインジョクション用ポリカーボネート−ポリエステル複合樹脂組成物。
(もっと読む)
金属合金を含む接着複合体とその製造方法
【課題】熱硬化性樹脂の金属合金類への射出接合を行って、熱硬化性樹脂成形物と金属合金形状物との組み合わせによる耐食性、耐候性、耐熱性に優れた複合体とする。
【解決手段】(1)1〜10μm周期で高低差がその周期の半分程度までの凹凸面,72とし、(2)凹部面の内壁面を10〜500nm周期、最も好ましくは50〜100nm周期の超微細凹凸面とし、(3)表面はセラミック質の硬質相の薄層で覆われたものにするNAT処理を行った金属合金片,61に1液性エポキシ接着剤、フェノール樹脂接着剤または不飽和ポリエステル樹脂系接着剤を塗布し、この接着剤塗布済み金属合金片を射出成形金型にインサートし、そこへ接着剤と同類の熱硬化性樹脂組成物を射出することにより、接着剤層を介在させて金属合金形状物と熱硬化性樹脂組成物とを一体化した複合体とする。
(もっと読む)
プロピレン系樹脂組成物を用いた成形品
【課題】耐衝撃性、耐白化性に優れたプロピレン系樹脂材料からなる成形品を提供する。
【解決手段】プロピレン単独重合体成分95〜50wt%及びプロピレンとα−オレフィンとの共重合体成分(X2)5〜50wt%を含むプロピレン−エチレンおよび/またはα−オレフィンブロック共重合体(X)40〜99wt%と、
特定の成分組成、MFR、融解ピーク温度、分子量分布、tanδ曲線ピークを有するプロピレン−エチレンブロック共重合体(Y)を1〜60wt%を含有するプロピレン系樹脂組成物を用いた成形品による。
(もっと読む)
成形用金型
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、中間筒体の内周面及び外周面に作用するゴム材料の圧力差に起因して中間筒体が変形するのを防止する。
【解決手段】ゴム注入流路34を、導入流路部35と、該導入流路部35からそれぞれ分岐して内側キャビティ16及び外側キャビティ17へとゴム材料を導く内側注入流路部36及び外側注入流路部37とで構成して、各注入流路部36,37からの各キャビティ16,17へのゴム材料の充填速度の比率が上記変形を生じない比率範囲内に収まるように、該各注入流路部36,37の流路断面積をそれぞれ設定する。
(もっと読む)
金属調化粧シートの製造方法、及び当該金属調化粧シートを用いたインサート成形体の製造方法
【課題】縁部での金属調化粧シートの剥離を防止できるインサート成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂成形体20と一体にインサート成形され、インサート成形体1を構成する金属調化粧シート10の製造方法は、インサート成形体1の縁部となる縁部領域K以外の、インサート成形体1の表面に金属調の意匠を表示させる領域に、透明な熱可塑性樹脂フィルム11の一方の面上に鏡面インク層12を形成する工程と、鏡面インク層12と鏡面インク層12が形成されていない熱可塑性樹脂フィルム11の面上とに非鏡面インク層13を積層する工程とを備える。
(もっと読む)
高難燃性芳香族ポリカーボネート共重合体及び芳香族ポリカーボネート樹脂組成物
【課題】難燃剤を含有させなくても、単独で高い難燃性を示すことができ、さらに他の芳香族ポリカーボネート樹脂と混合した樹脂組成物としても、高い難燃性を維持することができる芳香族ポリカーボネート共重合体及び該共重合体を含む芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】ジヒドロキシビフェニルから誘導される繰り返し単位(I)、及び二価フェノールから誘導される繰り返し単位(II)を有する、粘度平均分子量10,000〜50,000の芳香族ポリカーボネート共重合体であって、
該共重合体中における前記繰り返し単位(I)をxモル、前記繰り返し単位(II)をyモルとしたときに、繰り返し単位(I)のモル分率[x/(x+y)]×100が30〜45モル%であり、
該共重合体中における繰り返し単位(I)の2連鎖をaモル、繰り返し単位(I)と繰り返し単位(II)とからなる連鎖をbモル、繰り返し単位(II)の2連鎖をcモルとしたときに、繰り返し単位(I)の2連鎖のモル分率[a/(a+b+c)]×100が10〜20モル%であることを特徴とする芳香族ポリカーボネート共重合体及び該共重合体を含む芳香族ポリカーボネート樹脂組成物である。
(もっと読む)
加飾シート
【課題】箔ばりや箔こぼれの発生を抑制し、優れた製造効率で加飾成形品を製造することを可能とし、かつ良好な高硬度性と優れた転写性及びより形状が複雑な成形品を得られる成形性とを付与する加飾シート、該加飾シートを用いた加飾成形品を提供することを課題とする。
【解決手段】基材フィルムの片面に少なくとも離型層とハードコート層形成層とを順に有する加飾シートであって、該離型層が水系メラミン樹脂を含む塗工液で形成されてなり、該離型層と該ハードコート層形成層との20℃における剥離強度が0.06〜0.4N/18mmであり、80℃における剥離強度が0.06〜0.5N/18mmである加飾シート、該シートを用いた加飾成形品である。
(もっと読む)
61 - 80 / 536
[ Back to top ]