
Fターム[4F206AH17]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413)
Fターム[4F206AH17]の下位に属するFターム
車体(←ボディ、ドア) (86)
ステアリングホイール (14)
タイヤ (28)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (120)
バンパ (39)
パネル(←コンソールボックス) (253)
車両用内装材、クッション(←座席) (333)
ヘッドレスト (4)
Fターム[4F206AH17]に分類される特許
121 - 140 / 536
窓構造体の製造方法
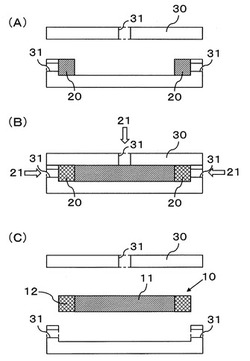
【課題】樹脂材料で構成される窓構造体の製造方法において、工程が少なく、構造体としての信頼性が高い窓構造体を製造することができる窓構造体の製造方法を実現する。
【解決手段】成形型30の内部に、枠状に形成された炭素繊維集合体20を用意し、窓部11を構成する透明樹脂材料21を流し込むことにより、炭素繊維強化プラスチックからなる窓枠12と透明樹脂からなる窓部11とを一体成形して窓構造体10を製造する。これによれば、窓部11と窓枠12とを別々に成形する必要がないので、組み付け工数を低減し、製造コストを低減することができる。また、窓部11と窓枠12との間に接着部などの界面が存在しないため、構造体としての信頼性を向上させることができる。
(もっと読む)
樹脂成形品、樹脂組成物および樹脂成形品の製造方法

【課題】自動車使用環境下で傷が目立ちにくい耐傷付き性とシルバーメタリック色塗装に匹敵する光輝感とを両立した樹脂成形品を製造することを目的とする。
【解決手段】本発明は、ポリプロピレン複合樹脂材料に対して、粒子径(平均粒子径)が20μm以下のアルミニウム光輝材を1.0〜4.0重量%(wt%)になるように添加した樹脂組成物を用いて、成形品に転写するシボ形状のシボ深さを5μm以上から20μm以下にして樹脂成形品を成形する。
(もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
パネルの成形方法
【課題】金型内の第1の合成樹脂材料よりなるパネル本体の表面の一部に第2の合成樹脂材料を射出して枠状部を成形し、パネル本体と一体化させるパネルの成形方法において、第2の成形体の成形収縮に起因してパネル本体に歪みが生じることを防止する。
【解決手段】ガラス転移温度Tg(℃)の第1の合成樹脂材料よりなるパネル本体1の周縁部に第2の合成樹脂材料よりなる枠状部2を射出成形により一体に成形するパネル4の成形方法において、該パネル本体1の表面温度が(Tg−60℃)以下の状態にて第2の合成樹脂材料を射出して枠状部2を成形する。
(もっと読む)
金型成型品の製造装置及び製造方法
【課題】金型内の複数のキャビティ内で成型材を加熱して複数の金型成型品を製造するときに、金型成型品間の熱履歴の均一性を高くする。
【解決手段】製造装置1は、内部に複数のキャビティ13を形成する金型10を備え、1つの金型10の複数のキャビティ13内で成型材を成型するとともに、成型材を加熱して複数の金型成型品を製造する。また、製造装置1は、金型10の全体を加熱する金型加熱手段30と、金型10の複数のキャビティ13を個別に加熱する複数のキャビティ加熱手段50とを備えている。金型加熱手段30により金型10の全体を加熱しつつ、キャビティ加熱手段30により金型10の各キャビティ13をそれぞれ加熱し、複数のキャビティ13を個別に加熱して温度を調節する。
(もっと読む)
ポリウレタン複合材料部材の製造方法および複合材料部材
本発明は、a)熱可塑性組成物の支持体、およびb)該支持体に直接接触する少なくとも1つのポリウレタン層を含む複合材料部材の製造方法に関し、(i)第1操作工程において、熱可塑性組成物の溶融物を第一型キャビティ中に注入した後、冷却し、(ii)第2操作工程において、射出成形用型のキャビティを拡張し、それにより間隙を生じさせ、(iii)第3操作工程において、少なくとも1種のポリイソシアネート成分、少なくとも1種の多官能性のH-活性化合物、および任意に少なくとも1種のポリウレタン添加剤および/またはプロセス添加剤を含む反応性原料ポリウレタン混合物を、熱可塑性部材と拡張したキャビティの型表面の間にこのようにして生じさせた間隙中に注入し、ここで、該原料ポリウレタン材料混合物は熱可塑性支持体の表面に接触して重合し圧縮ポリウレタン層またはポリウレタンフォーム層を形成する、(iv)第4操作工程において、複合材料部材を型キャビティから離す、操作工程が互いに直接に続く方法に関する。  (もっと読む)
(もっと読む)
材着樹脂成形用樹脂組成物および樹脂成形部品
【解決課題】 バンパ材やドアトリム材等の自動車内外装部品を射出成形したときに発生する「ウェルドライン」を防止し、かつ剛性および耐衝撃性を維持しつつ、特に暗色系顔料を材料自体に混合した場合において、従来品と比べて深みのある低明度の発色を呈し、無塗装化を可能とする樹脂組成物を提供する。
【解決手段】 ホモポリプロピレン63.6質量部〜75.4質量部と、スチレン成分を10質量%〜50質量%、エラストマー成分を50質量%〜90質量%含み、重量平均分子量が4万以上であるスチレン系エラストマー24質量部〜28質量部と、平均粒径が5μm〜7μmでアスペクト比が250〜7000の層状無機化合物0.5質量部〜8質量部と、酸化チタン0.1質量部〜0.4質量部とを含む材着樹脂成形用樹脂組成物である。
(もっと読む)
フィルタ要素およびフィルタ要素を製造するための方法
襞折りパック(2)と、少なくとも部分的に前記襞折りパック(2)に成形して設けられたプラスチックフレーム(4)と、少なくとも部分的に前記プラスチックフレーム(4)に発泡成形して設けられた発泡プラスチックシール(7)とを備えるフィルタ要素(1)、特に自動車用の車室フィルタ。 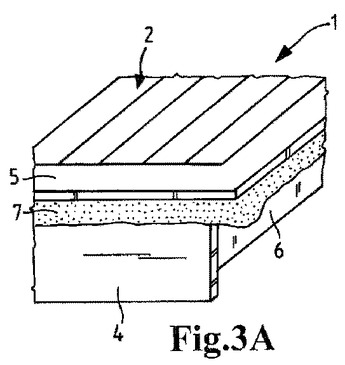 (もっと読む)
(もっと読む)
車載用液晶モニター筐体
【課題】キシミ音が著しく低減され、かつ層状剥離が発生しないことから外観にも優れた車載用液晶モニターの筐体を提供すること。
【解決手段】粘度平均分子量が17000〜22000のポリカーボネート樹脂(A)70〜95重量%およびゴム強化スチレン系樹脂(B)5〜30重量%からなる樹脂成分100重量部およびポリオルガノシロキサン成分とポリアルキル(メタ)アクリレート成分とからなる複合ゴムに1種類以上のビニル系単量体がグラフト重合された複合ゴム系グラフト共重合体(C)1.0〜4.0重量部からなる樹脂組成物を射出成形してなることを特徴とする車載用液晶モニターの筐体。
(もっと読む)
射出発泡成形用熱可塑性エラストマー組成物及び該樹脂組成物からなる射出発泡成形体
【課題】高発泡倍率で金型転写性が良い、ソフト感に優れた射出発泡成形用熱可塑性エラストマー組成物を提供する
【解決手段】メルトフローレートが1〜80g/10分以下、タイプA硬度が50〜90である熱可塑性エラストマー(A)50〜97重量%以下と、下記(イ)〜(ホ)のいずれかの要件を満たし、かつ、歪み硬化性を示す改質ポリプロピレン系樹脂(B)3〜50重量%以下を含んでなる射出発泡成形用熱可塑性エラストマー組成物。(イ)メルトフローレート4.5g/10分〜10g/10分、メルトテンション5cN以上(ロ)MFR10g/10分〜30g/10分、メルトテンション2cN以上(ハ)MFR30g/10分〜50g/10分、メルトテンション1cN以上(二)MFR50g/10分〜100g/10分、メルトテンション0.3cN以上、(ホ)MFR100g/10分〜250g/10分以下、メルトテンション0.3cN以上
(もっと読む)
インモールド成形用ラベル、インモールド成形品とその成形方法
【課題】射出する樹脂の温度や圧力を低減した条件で成形しても、被着体とラベルが十分な接着強度を有し、印刷された注意表示が判読できるインモールド成形用ラベルを提供すること。
【解決手段】基材層(A)とヒートシール性樹脂層(B)とを含む積層フィルムよりなるインモールド成形用ラベルであって、基材層(A)が熱可塑性樹脂を40〜90重量%、無機微細粉末および有機フィラーの少なくとも一方を10〜60重量%含み、ヒートシール性樹脂層(B)が熱可塑性樹脂を50〜100重量%含むものであり、該積層フィルムは少なくとも一軸方向に延伸されており、該積層フィルムの空孔率が10%〜45%であり、ラベルの熱伝導率が0.04〜0.11W/mKであり、200℃60MPaでプロピレン系樹脂よりなる被着体へラベルを貼着したときの接着強度が250〜1500g/15mmであることを特徴とする。
(もっと読む)
燃料電池用セパレータの製造方法および搬送装置
【課題】金属板に樹脂部品をモールド成形して燃料電池用セパレータを製造する際、予備加熱した金属板を射出成形機に搬送する際に外気の影響を受け、予備加熱した金属板の温度がばらついてしまい樹脂部品の寸法精度が低下する課題を解決する。
【解決手段】予備加熱された金属板を射出成形機に搬送する搬送工程において、前記金属板は前記搬送装置に備えられた加熱手段で加熱されながら搬送される。
(もっと読む)
排ガス熱交換器
【課題】 簡単な構造を有して低コストで製造可能な排ガス熱交換器を提示する。
【解決手段】 排ガス流を供給および/または排出するための少なくとも1つのディフューザ(2)、一端が底部(14)に結合されて軸方向に延在する交換器管を備えた交換器領域(4)、非耐高温性の材料、特にプラスチックまたはアルミニウムで形成されて冷媒が貫流し得るハウジング(8)、を具備する排ガス熱交換器、特に自動車用の排ガス熱交換器を改良して、結合要素(16)が部分的に前記ハウジング(8)内へ埋め込まれており、前記結合要素(16)を前記ハウジング(8)に固定でき、前記結合要素(16)が第1の材料結合領域(21)において材料結合によって前記底部(14)に結合されており、この底部が第2の材料結合領域(22)において材料結合によって前記ディフューザ(2)に結合されている。
(もっと読む)
ポリアミド樹脂組成物成形体の製造方法、およびそれより得られる成形体
【課題】ポリアミド樹脂組成物よりなる引張強度の高い成形体の製造方法を提供する。
【解決手段】ポリアミド樹脂組成物よりなる厚み方向に二層構造を有する成形体S1、S2の製造方法であって、厚み方向に二層構造となった成形体であり、下記式(I)、(II)を満たすことを特徴とするポリアミド樹脂組成物成形体の製造方法。(I)4.5×10−3<A×(B−C)≦15×10−3(II)(Tm−Tc)/t>0.6[ただし、式(I)中、Aはポリアミド樹脂組成物成形体の流れ方向Lの線膨張係数(1/℃)、B、Cはそれぞれ成形時の樹脂温度(℃)、金型温度(℃)を示し、式(II)中、Tm、Tcはそれぞれポリアミド樹脂組成物の融点(℃)、固化温度(℃)、tは一次成形S1が開始されてから二次成形S2が開始されるまでの時間(sec)を示す]
(もっと読む)
車両用金属調加飾部品及びその製造方法
【課題】別体感が、意匠面において確実且つ安定的に表現されて、高級感の向上が有利に図られてなる車両用金属調加飾部品とその製造方法とを提供する。
【解決手段】樹脂基材12の表面に固着される金属シート14の意匠面20に、該意匠面20を複数の領域に区分けする溝部28を、プレス成形により形成すると共に、該金属シート14の意匠面20よりも暗色の着色層34を、該溝部28の少なくとも底部の全長に形成して、構成した。
(もっと読む)
ポリブチレンテレフタレート樹脂組成物および成形品
【課題】衝撃強度、加水分解性および粘度安定性に優れ、さらには低温と高温試験を繰り返すヒートサイクル性に優れるため、金属がインサートされた機械機構部品、電気電子部品または自動車部品に有用なポリブチレンテレフタレート樹脂組成物および成形品を提供する。
【解決手段】(A)ポリブチレンテレフタレート樹脂100重量部に対して、(B)(B1)エチレン(共)重合体および(B2)無水マレイン酸またはメタクリル酸グリシジル0.01〜15重量%を共重合したエチレン共重合体から選択される一種以上のエチレン系樹脂0.5〜50重量部および(C)(C1)単官能のグリシジルエステル化合物の少なくとも一種と(C2)グリシジルエーテル化合物の少なくとも一種のエポキシ化合物0.1〜6重量部からなるポリブチレンテレフタレート樹脂組成物。
(もっと読む)
射出成形体の製造方法および製造装置
【課題】一次射出されたハウジング3とレンズ部4とを二次射出により一体化してサイドターンランプ1を製造する作業をより効率化する。
【解決手段】第一射出装置6で射出したハウジング3を金型6−2ともどもターンテーブル13に移送し、該テーブル13の旋回途中で光源2を組み込んだ後、ハウジング付き金型6−2を、レンズ部4が射出成形されている第二射出装置7に移送させて該第二射出装置7で二次射出をし、該製造されたサイドターンランプ1を、金型6−2ともどもターンテーブル13に移送し、テーブル13の旋回途中で取り出すようにした。
(もっと読む)
レドームの製造方法
【課題】製造工程を短縮し、且つ不良品の発生率を抑制することで、製造に掛かる手間やコストを抑えることのできるレドームの製造方法を提供すること。
【解決手段】本発明は、車両周囲の障害物を検知するレーダの検知側に設けられるレドーム10の製造方法であって、一面11aに凹部11bを備えた透明部材11を成形する成形工程と、凹部11b内の空間を満たす形状を備え凹部11bの内面に接する接触面Sが光輝性を備えた光輝部材12を凹部11b内に設置する設置工程と、上記一面11aを覆い透明部材11及び光輝部材12を一体的に保持するベース部材16を設置する第2設置工程とを有するという方法を採用する。
(もっと読む)
積層成形装置及び金型交換方法
【課題】複数組の金型を使用する積層成形装置の金型交換を1組の金型交換と略同じ時間で可能とし、金型交換装置の特殊化あるいは大型化が不要な積層成形装置と金型交換方法を提供する。
【解決手段】固定盤側に複数の射出ユニットを有し、型締機構で可動盤を型開閉させ、固定盤と可動盤とに相対する面に異なる製品キャビ金型を取り付け、固定盤と可動盤間で、型開閉方向に型開閉動作と連動した移動と、任意の移動位置での停止および回転とが可能な機構を有する回転盤が配設された積層成形装置において、回転盤の金型を取り付ける回転部を回転盤から着脱かつ昇降可能とすることにより、固定盤と可動盤との間の複数組の金型が一体化された状態で金型交換する。
(もっと読む)
圧密木材複合成形品の成形方法
【課題】 3次元成形を賦形した木材の表面硬度を向上させ、反りやひずみがなく、木材表面の平滑性が高く、良好な光沢を有する、圧密木材複合成形品の成形方法を提供する。
【解決手段】 木材を成形金型内に設置し、該木材の裏面側に溶融熱可塑性樹脂を加圧射出して、該木材を厚さ方向に圧縮して所定形状の3次元形状に賦形するとともに、該木材を圧密化し、該木材と該熱可塑性樹脂とを一体化する、圧密木材複合成形品の成形方法である。
(もっと読む)
121 - 140 / 536
[ Back to top ]