
Fターム[4F206AR06]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 温度、熱量 (683)
Fターム[4F206AR06]に分類される特許
121 - 140 / 683
複合成形品用射出成形機の型締装置およびその作動方法

【課題】 第1の盤と第2の盤との間に、両面に中間金型が取付けられ型開閉方向と直交する方向の回転軸を中心に回転する回転盤が設けられ、型閉されて複数のキャビティが形成される複合成形品用射出成形機の型締装置における盤の熱膨張を調整する。
【解決手段】 第1の金型19が取付けられる第1の盤20と第2の金型15が取付けられる第2の盤16との間に、両面に中間金型38,39が取付けられ型開閉方向と直交する方向の回転軸36a,36bを中心に回転する回転盤37が設けられ、前記第1の金型19と中間金型38,39、前記第2の金型15と中間金型38,39とがそれぞれ型閉されてキャビティが形成される複合成形品用射出成形機11の型締装置12において、前記第1の盤20と第2の盤16の組合せ、および回転盤37の少なくとも一方には盤の熱膨張を調整する調整機構51を設ける。
(もっと読む)
射出成形システム、配管部材

【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システム、スリーブ、配管部材を提供することを目的とする。
【解決手段】スリーブ140Aを配管部材110、120の連結部に挿入配置することで、フランジ部112、122と管状体111、121の継ぎ目近傍の内側にスリーブ140Aを位置させて、スリーブ140Aにより断熱効果を発揮させる。スリーブ140Aは、配管部材110、120とは線膨張係数が異なり、熱伝導率がより低い材料で形成する。スリーブ140Aの筒状部141の外径を管状体111、121およびフランジ部112、122の内径よりも小さく設定し、筒状部141の外周面と管状体111、121およびフランジ部112、122の内周面との間に隙間200を形成するのが好ましい。
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。 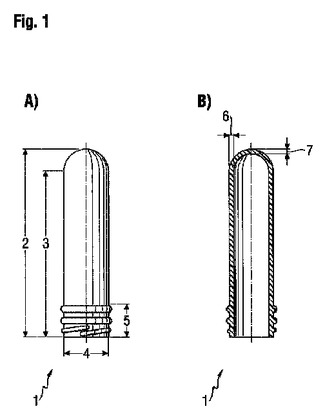 (もっと読む)
(もっと読む)
合成樹脂成形用金型およびその成形方法
【課題】高品位外観の樹脂成形品を得る短い成形サイクルでしかも反り変形も小さい合成樹脂成形用金型およびその成形方法を提供する。
【解決手段】入れ子101のおも型204の間に樹脂断熱層205を塗布し、入れ子101の製品面側に電気ヒーター202を配置し、入れ子101のおも型204側に冷却回路102を配置し、また製品側入れ子表面103と電気ヒーター202の間もしくは電気ヒーター202間に複数の温度センサー203を配置して合成樹脂射出成形金型を構成する。入れ子101の熱収縮により、おも型204と樹脂断熱層205との間に隙間が形成されて空気断熱層となり、入れ子101の熱容量を小さくでき、入れ子101の加熱・冷却を早くすることが可能となって、成形サイクルを短できる。また、入れ子101の熱容量が小さくできることから、入れ子101の複数部位の冷却速度差も小さくなり、樹脂成形品201の反り変形も小さくできる。
(もっと読む)
被覆された成形体の製造方法
本発明は、全部又は一部が構造化された表面を有する、被覆された成形体の製造方法に関する。更に、本発明は、上記方法を実施する装置を記載する。 (もっと読む)
射出成形用金型および射出成形方法
【課題】ホットランナーボディからの熱伝導によりキャビティの温度が変動することを抑制した射出成形用金型を提供する。
【解決手段】ホットランナーボディ15の固定側型板1への支持部分近傍を所定温度で流れる温調水が、ホットランナーボディ15からの熱伝導によりキャビティ9の製品部分10の温度が変動するのを抑制する。
(もっと読む)
合成樹脂製ボトルとその成形方法
【課題】 本発明は、ブロー成形品であるボトル本体をインサート材として透明な外殻体を射出成形した合成樹脂製ボトルとその成形方法に係るものであり、溶融樹脂によるボトル本体の変形を効果的に抑える成形方法を創出することを課題とする。
【解決手段】 ボトル本体をインサート材とし有底筒状の透明な合成樹脂製の外殻体を射出成形するボトルの成形方法において、ボトル本体内に冷却エアを循環供給した状態で、計量充填法により外殻体を形成する溶融樹脂を充填するものとし、計量充填法の採用により保圧工程に係る圧力上昇を回避し、冷却エアによりボトル本体の温度上昇の抑制し、また外殻体の周壁の厚肉化により溶融樹脂流動に係る溶融樹脂圧力の上昇を抑制するものとし、冷却エアによる冷却と外殻体の周壁の厚肉化の程度を、溶融樹脂圧力によりボトル本体に変形が生じない程度に設定する。
(もっと読む)
射出成形方法及び射出成形装置
【課題】外観品質の優れた樹脂成形品を短い成形サイクルで効率的に成形可能な射出成形技術を提供する。
【解決手段】射出成形用金型12の全体が、溶融樹脂のビカット軟化点(摂氏温度)の80〜90%の範囲内の温度に維持されるように、射出成形用金型12全体の温度を調節した状態下で、射出成形用金型12のキャビティ面30,32に加熱不活性ガスを接触させて、キャビティ面30,32を、溶融樹脂のビカット軟化点の110〜120%の範囲内の温度にまで加熱した後、成形キャビティ34内に溶融樹脂を射出、充填し、その後、キャビティ面30,32の温度を、溶融樹脂のビカット軟化点の80〜90%の範囲内の温度にまで低下させて、成形キャビティ34内の溶融樹脂を冷却、固化させるようにした。
(もっと読む)
加飾装置
【課題】樹脂部と金属体とを組み合わせて一体成形される複合品の金属製の成形基材の表面に適切に加飾を施すことが可能な加飾装置を提供する。
【解決手段】金属製の成形基材2の裏面に樹脂部を一体成形すると共に、金属製の成形基材2の表面2bに加飾を施す加飾装置100は、金属製の成形基材2が配置される第1成形型K1と、当該第1成形型K1と型締めされる第2成形型K2と、第1成形型K1と第2成形型K2との型締め時に、金属製の成形基材2の表面2bに施す加飾が付された加飾フィルムLを金属製の成形基材2の表面2bの側に配設する加飾フィルム配設機構30と、金属製の成形基材2を裏面の側から加飾フィルムLの側に押圧する押圧手段と、第2成形型K2と加飾フィルムLとの間に配設され、押圧手段による押圧力に応じて加飾フィルムLを金属製の成形基材2の表面2bに押圧する弾性材Dと、を備える。
(もっと読む)
成形されたスマートカードおよび製造方法
本発明は、射出成形によって作製された成形カード本体と、集積回路チップとを含むチップカード、およびそのようなカードを製造する方法に関する。本発明は、カード本体が、ポリ乳酸を含むことを特徴とする。本発明は、特に、SIMカードに適用する。 (もっと読む)
樹脂成形方法及び射出成形装置
【課題】成形に用いる樹脂の物性や特性を変更せずに成形を行って薄肉の良質な樹脂製品を得る。
【解決手段】射出装置201の射出口202から射出された溶融樹脂LQは、固定金型301に形成された流路305を通過して、固定金型301と可動金型302との間のキャビティSPに流れ込む。固定金型301及び可動金型302のいずれか一方の金型の温度は、溶融樹脂LQの流動停止温度又はガラス転移点以下の温度(第1の温度)に設定される。固定金型301及び可動金型302のいずれか他方の金型の温度は、溶融樹脂LQが固化するのに充分に低く、第1の温度よりも低い樹脂冷却温度(第2の温度)に設定される。
(もっと読む)
成形機の作動油昇温方法
【課題】 昇温効率の低下を回避して昇温時間の短縮及び省エネルギ性向上を図るとともに、設定(入力)に伴う煩わしさを解消する。
【解決手段】 作動油の温度が目標温度Thsよりも低いときに、油圧ポンプ3を作動させるとともに、この油圧ポンプ3から吐出する作動油を、少なくとも配油管部L…よりも流動抵抗が大きくなる特定の流路部Lsを通過させることにより発熱させて作動油の昇温を行う成形機Mの作動油昇温方法であって、油圧ポンプ3に、駆動モータ2の回転数を可変制御して作動油の少なくとも吐出流量を制御可能な可変吐出型油圧ポンプ3sを使用するとともに、予め、駆動モータ2に対して目標負荷量Trsを設定し、作動油の昇温時に、作動油の温度が目標温度Thsに達するまで、駆動モータ2の負荷量が目標負荷量Trsになるように、駆動モータ2の回転数を可変制御する。
(もっと読む)
射出成形用金型及び射出成形用金型に対するノズルタッチ構造
【課題】ノズルの先端開口部内に、それを一時的に閉塞する固化物を良好に形成することが出来、以て、成形不良のない安定した品質の射出成形品が有利に成形可能な射出成形用金型を提供する。
【解決手段】ノズルアダプタ40の介装部41に設けられた通孔56を通じて、ノズル74の先端開口部98と成形キャビティ24とを相互に連通させた状態で、ノズルアダプタ40を、ノズルタッチ部26に対して、介装部41においてノズル74とノズルタッチ部26との間に介装されるように組み付けると共に、かかる介装部41とノズルタッチ部26との間に、環状の空隙66を、介装部41の通孔56の周方向に延びるように形成して、構成した。
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
金型成型品の製造装置及び製造方法
【課題】金型内の複数のキャビティ内で成型材を加熱して複数の金型成型品を製造するときに、金型成型品間の熱履歴の均一性を高くする。
【解決手段】製造装置1は、内部に複数のキャビティ13を形成する金型10を備え、1つの金型10の複数のキャビティ13内で成型材を成型するとともに、成型材を加熱して複数の金型成型品を製造する。また、製造装置1は、金型10の全体を加熱する金型加熱手段30と、金型10の複数のキャビティ13を個別に加熱する複数のキャビティ加熱手段50とを備えている。金型加熱手段30により金型10の全体を加熱しつつ、キャビティ加熱手段30により金型10の各キャビティ13をそれぞれ加熱し、複数のキャビティ13を個別に加熱して温度を調節する。
(もっと読む)
ポリアミドベースの複合物品の製造方法
本発明は、複合材料の製造のために、工業的織物生地の形態を有する強化材料の含浸に利用される高流動性のポリアミドの利用に関する。本発明の利用分野は複合材料、液体成形LCM法、この方法で得られる製品等である。本発明は、強化布を予熱した金型に挿入し、金型の温度を上昇し、場合によりついでその温度を維持し、溶融状態のポリアミド組成物を金型に射出してその樹脂を強化布に流通させ、ついで冷却して得られた物品を取り出す工程を含む射出成型法によりポリアミド複合物品を製造する方法を提供する。 (もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
樹脂モールド型コンデンサの製造方法およびこの製造方法に用いられる成形金型
【課題】樹脂モールド型コンデンサの材料歩留まりを向上させ、かつ信頼性の高い樹脂モールド型コンデンサを提供することを目的とする。
【解決手段】本発明の成形金型は、樹脂モールド型コンデンサの外装体を形成するためのキャビティ29の一部を構成する第2の凹部10を下型2に設け、さらにこの第2の凹部10に向けて開口した開口部がコンデンサ素子の投影面積より大きい面積にて形成されたポット3を設けた構成とした。そして、このポット3内の樹脂溜め部28に注入された液状樹脂をプランジャー4にて加圧流動することで液状樹脂を樹脂溜め部28からキャビティ29内に注入充填し、液状樹脂をキャビティ29の形状に硬化させる。この液状樹脂の粘度は10000mPa・s以下としている。この結果、成形に必要な液状樹脂の量を低減して材料歩留まりを向上させるとともに信頼性の高い樹脂モールド型コンデンサを製造することが可能となる。
(もっと読む)
金属石鹸ブロックもしくは金属石鹸バーを製造する方法及びそのための装置
【課題】安価で生産性に優れ、クラックやボイドの発生を防止できる金属石鹸ブロックもしくは金属石鹸バーの製造方法を提供する。
【解決手段】ステアリン酸系材料を金型2、3内部のキャビティ4に充填し、複写機、印刷機器、ファックシミリまたはスキャナに用いられる部材として利用するための金属石鹸ブロックもしくは金属石鹸バー1を製造する方法であって、
空気ポンプによりキャビティ4を減圧することにより擬似真空状態とする工程と、キャビティ4に通じるエア抜き孔を閉じ、且つ金型2、3の温度を20℃以上80℃以下もしくは室温以上80℃以下に保った状態で前記材料をキャビティ4に圧入する工程と、材料を圧入する途中もしくは圧入後に、前記エア抜き孔を必要に応じて開放する工程と、充填された材料を自然冷却する工程とを備えることを特徴とする。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 射出圧低減効果をもたらし、またシリンダ内での溶融樹脂中からのガス抜けが原因で発生するセル荒れを防止し、発泡層が均一微細で、かつ高発泡倍率を有する射出発泡成形体の製造方法を提供すること。
【解決手段】 ポリプロピレン系樹脂と化学発泡剤をシリンダにて溶融混練して得られる発泡性ポリプロピレン系樹脂組成物を射出成形機へ供給し、金型内に射出して発泡させ、ポリプロピレン系樹脂射出発泡成形体を製造する方法において、シリンダ先端部の温度を210℃以上とし、シリンダ後部の温度を、化学発泡剤の最大ガス発生量を示す温度−10℃以上化学発泡剤の最大ガス発生量を示す温度+20℃以下とすることを特徴とするポリプロピレン系樹脂射出発泡成形体の製造方法。
(もっと読む)
121 - 140 / 683
[ Back to top ]