
Fターム[4F206AR06]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 温度、熱量 (683)
Fターム[4F206AR06]に分類される特許
81 - 100 / 683
射出成形装置
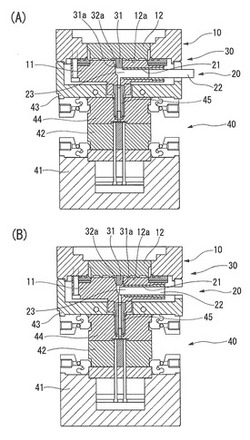
【課題】材料の可塑化状態や圧力値に依存することなく、安定した計量制御を行って精密な成形を行うことのできる射出成形装置の提供。
【解決手段】バレル11に対するスクロール12の回転によって材料を可塑化及び圧送する可塑化部10と、該材料を金型のキャビティ内へ射出する射出部20と、該射出部から該可塑化部への材料の逆流を遮断する逆流阻止機構30とを備えており、該スクロールに回転軸と同軸に一体化された弁体31と、該バレルに一体化されており該弁体と係合する弁座32とを備えている。該弁座が少なくとも1つの弁座溝32aを有すると共に該弁体が少なくとも1つの弁体溝31aを有しており、少なくとも1つの弁体溝が、第1の回転位置において少なくとも1つの弁座溝と対向状態となって該可塑化部及び該射出部間を連通する流路を形成し、第2の回転位置において少なくとも1つの弁座溝と非対向状態となってこの流路を遮断する。
(もっと読む)
金型冷却装置及びこれを備えた金型冷却システム

【課題】種々の金型に簡便に適用し得るとともに、冷却タイミングの制御を容易に行い得る金型冷却装置及びこれを備えた金型冷却システムを提供する。
【解決手段】金型冷却装置1は、金型3の局部に埋め込まれるようにして配設される冷却ブロック35,36,37の中空部35a,36a,37aに接続されるとともに、前記金型からの吸熱により気化した媒体を排出する排出ライン13と、この排出ラインを経た気化した媒体を凝縮させる凝縮部16と、この凝縮部において凝縮された媒体を貯留する貯留部17と、この貯留部の媒体を前記冷却ブロックの中空部に供給する媒体供給部11を配した供給ライン10と、これら各部及び各ラインが減圧下において、前記媒体供給部を作動制御し、所定の金型冷却開始信号に基づいて前記冷却ブロックの中空部に前記媒体を供給する制御部40とを備えている。
(もっと読む)
成形品の製造方法
【課題】成形工程のみで複数の成形品表面特性を担持させることのできる製造方法を提供する。
【解決手段】コア層の少なくとも一部に、少なくとも一層のスキン層を有する成形品の成形方法であって、前記コア層用の合成樹脂のビカット軟化点以上の温度で、コア層を成形すると共に該コア層と二種以上の固体シートを積層する工程を有する成形品の製造方法。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐摩耗性、耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
光拡散カバーの製造方法
【課題】光拡散シートのインサート成型に接着剤を用いることで、接着強度および品質の良好な光拡散カバーを提供する。
【解決手段】接着剤層14を設けた光拡散シート12を金型24内に配置した後に、ベース材16用の成型樹脂を金型24内に射出することにより、光拡散シート12がベース材16に接合された光拡散カバー10を製造する。
(もっと読む)
射出成形機の作動油冷却方法
【課題】油圧アクチュエータと電動アクチュエータを組合わせたハイブリッド構成を採用し場合でも作動油に対する十分な冷却を可能にするとともに、冷却回路の大型化を伴うことなく低コストの実施を可能にする。
【解決手段】油圧アクチュエータAo…に作動油を供給する油圧ポンプ2の吐出側とオイルタンク3間を、油圧アクチュエータAo…の駆動時に閉側に切換える冷却用開閉バルブ4と作動油を冷却する熱交換器5の直列回路6により接続するとともに、作動油温度センサ7により作動油の温度を検出し、検出した作動油の温度が、予め設定した適正温度となるように、油圧アクチュエータAo…の非駆動時の期間に、冷却用開閉バルブ4を開側に切換えることにより作動油に対する冷却を行う。
(もっと読む)
プラスチックレンズの製造方法
【課題】十分な屈折率と高いアッベ数を有し、かつ光弾性定数が低く、さらに表面硬度、耐衝撃性、耐溶剤性、透明性および耐熱性に優れたプラスチックレンズの製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位[A]を50〜100モル%含むホモまたは共重合ポリカーボネート樹脂を、シリンダー温度200〜300℃、金型温度40〜120℃で射出圧縮成形することを特徴とするプラスチックレンズの製造方法。
【化1】 (もっと読む)
(もっと読む)
射出成形機及びストローク制御方法
【課題】射出成形機が鉛直方向に上昇したときの機械全高を容易かつ確実に制限する。
【解決手段】射出装置8のノズル部8aが型開閉装置7に対して上昇したときのノズル部8aの移動量を検出する第1の検出器13と、型開閉装置7によって固定盤12に対して上可動盤11が鉛直方向に離されたときの上可動盤11の移動量を検出する第2の検出器14と、予め設定された所定の上昇ストローク制限値を記憶する記憶部17と、第1及び第2の検出器13,14のそれぞれによって検出された、射出装置8によるノズル部8aの移動量と型開閉装置7による上可動盤11の移動量の合計値が、上昇ストローク制限値よりも小さくなるように、射出装置8及び型開閉装置7の移動量を制御する制御部18とを備える。
(もっと読む)
射出成形装置及び射出成形方法
【課題】金型内に射出充填した樹脂の圧縮成形にあたり、成形サイクルの短縮,製品の内部応力の低減,金型にかかる負荷の低減,製品の外観の向上を図る。
【解決手段】固定型54に対向する可動型66は、スライドコア74を収容する成形穴68を有しており、固定型54との間にキャビティCを形成する。可動側取付板60に固定された脚部62と、可動型66の間にはスペーサ64が配置され、該スペーサ64の引き抜きにより、スライドコア74によるキャビティ圧縮のためのストロークが形成される。キャビティCへの溶融樹脂の充填が完了したら、型締め機構110によりスペーサ64の引き抜き分に相当するストローク量の圧縮を行うが、その際、圧力センサ80による型内圧力の検知結果に基づき、型内圧力が、射出圧ピーク時の圧力を超えないように、制御装置140により圧縮圧及び圧縮速度を制御する。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
成形機のバレルの温度制御方法と温度制御装置
【課題】シフト動作終了時点でバレルを設定温度に保つことができる成形機の温度制御装置を提供する。
【解決手段】温度制御部50は、バレル20が設定温度に保たれるようヒータ24を制御する手段と、バレル20が前記設定温度よりも低いシフトマイナス温度となるようヒータ24を制御する手段とを有している。またこの温度制御部50は、シフト動作中のバレル温度と前記設定温度との差およびバレルの昇温勾配に基いて、前記バレル温度から前記設定温度まで加熱するのに必要な昇温時間を求める手段を有している。シフト終了予定時刻から前記昇温時間を差し引いた昇温開始時刻に達したとき、ヒータ24によるバレル20の昇温が開始される。
(もっと読む)
樹脂複合成形体及びその製造方法
【課題】強度及び表面平滑性に優れた樹脂複合成形体及びその製造方法を提供する。
【解決手段】熱可塑性樹脂と、前記熱可塑性樹脂中に分散されており、グラフェン構造を有する炭素材料からなるフィラーとを含み、全フィラーの長手方向の平均方向とフィラーの長手方向とのなす角度とその角度を満たすフィラーの割合との関係が図1に示す領域A(前記割合をy、前記角度をxとしたときに、y≧6.67x)内に位置している、樹脂複合成形体。
(もっと読む)
成形品の製造方法、及び成形品
【課題】ポリ乳酸樹脂組成物を成形することで外観が非常に優れ、且つ耐水性、耐衝撃性等の特性に優れた成形品を得ることができる成形品の製造方法を提供する。
【解決手段】本発明に係る成形品の製造方法は、ポリ乳酸とコアシェルゴムとを含有するポリ乳酸樹脂組成物を、金型のキャビティ表面温度が前記ポリ乳酸樹脂組成物の最短の半結晶化時間の温度±10℃の範囲内である状態で、前記金型に射出する工程を含む。
(もっと読む)
熱硬化性樹脂の射出成形方法
【課題】 熱硬化性樹脂の射出成形方法において生産性を向上するとともに、樹脂封止の成形状態をより改善する。
【解決手段】 射出制御時は熱硬化性樹脂が低粘度状態を維持する温度に金型を温度制御し、射出完了時間経過後は樹脂の硬化が促進する温度に金型を温度制御する熱硬化性樹脂の射出成形方法において、射出完了時間は金型の温度と樹脂の粘度と時間との関係から求め、樹脂が硬化し始める時間とすることを特徴とする。
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】結晶化速度を向上させることにより、成形時間が短縮されたポリ乳酸系成形体の製造方法を提供すること。
【課題を解決するための手段】ポリ−L−乳酸(PLLA、ポリ−D−乳酸(PDLA)(それらのいずれか一方の割合が0.1〜20重量部)及び可塑剤5〜20重量%からなる原料の組成物(PLLA、PDLA及び可塑剤の合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その原料の組成物の温度をその組成物中に含まれるSC材料成分の融点より5℃〜15℃高い温度の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法。
(もっと読む)
化粧シートおよび加飾成形品
【課題】樹脂成形品の表面に高意匠性を付与することができるとともに、樹脂成形品の射出成形時における意匠性の変化を改善できる化粧シートを提供する。
【解決手段】化粧シート2は、加飾用シート3と、加飾用シート3の表面上に積層された樹脂製の透明シート4と、透明シート4と反対側の加飾用シート3の裏面上に積層された樹脂製のバッカー用シート5とからなる。加飾用シート3はバッカー用シート5と異なる熱可塑性樹脂によりシート状に形成された印刷原反6と、印刷原反6の表面上に形成された絵柄印刷層7と、絵柄印刷層7を含む印刷原反6の表面を凹凸状に加工して形成された凹凸模様8と、凹凸模様8の表面を印刷原反6と同等の樹脂によりラミネートするラミネート層9とからなる。そして、加飾用シート3はバッカー用シート5を介して樹脂成形品1の表面上にインサート成形により積層される。
(もっと読む)
発泡性プラスチック成形体の製造方法、発泡性プラスチック成形体、及び射出成形機
【課題】発泡剤が添加されている樹脂原料を使用した発泡性プラスチック成形体の製造方法、該発泡性プラスチック、並びに該製造方法に使用する射出成形機を提供する。
【解決手段】化学発泡剤が添加されている樹脂原料を射出成形機1の原料供給部21からシリンダ2内へ供給し、この際該樹脂原料は溶融しつつスクリュ3に設けられている中央部逆流防止弁5及び先端部逆流防止弁6を前方に押し開いてシリンダ2の先端側へ移動し、該溶融混練された樹脂原料の所定量を該先端部逆流防止弁6と該シリンダ2のノズル22との間に充填した後、該スクリュ3の回転作動を終了し、さらに該先端部逆流防止弁6及び該中央部逆流防止弁5を閉状態に維持したまま該ノズル22と該先端部逆流防止弁6との間で該樹脂原料を貯留する計量待機工程と、該計量待機工程に続いて、該先端部逆流防止弁6と該ノズル22との間に貯留した樹脂原料を金型10Aのキャビティ14に射出する射出工程と、を実行するようにした。
(もっと読む)
金型温度調節装置
【課題】高低温媒体切り替えにおいて回収する一方の媒体量を減少させ、熱効率を向上し得る金型温度調節装置を提供する。
【解決手段】金型温度調節装置1は、高温媒体供給部2と、低温媒体供給部3と、金型8に近接した送媒側切替接続部4と返媒側切替接続部5と、高温媒体貯留部20、低温媒体貯留部30、回収媒体貯留部60、及び管路を備えており、制御部は、金型加熱状態からは、低温媒体送媒路14、管路、回収媒体貯留部60及び低温媒体貯留部30を連通接続させた加熱・冷却切替状態とした後に、金型冷却状態に切り替える一方、この金型冷却状態からは、高温媒体送媒路11、管路、回収媒体貯留部60及び高温媒体貯留部20を連通接続させた冷却・加熱切替状態とした後に、前記金型加熱状態に切り替える。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
樹脂成形装置、及び、樹脂成形方法、及び、多層成形品
【課題】製品表面層の耐熱性を維持しながら、介在加飾層のインク流れを生じ難い状態で多層成形品を成形できるようにする。
【解決手段】表裏を加飾層1で挟まれた表側樹脂層2Aと、表側樹脂層2Aの裏面側に一体化される裏側樹脂層2Bとを備えた多層成形品2を形成する樹脂成形装置であって、表側樹脂層2Aの裏側部分を成形する第1固定型T1と、第1固定型T1との間で表裏の加飾層1と表側樹脂層2Aとを一体に成形する移動型Uと、表側樹脂層2Aを成形したまま移動型Uに保持自在な保持部5と、保持部5で移動型Uに保持した表側樹脂層2Aの裏面側に一体に裏側樹脂層2Bを成形する第2固定型T2と、移動型Uを、第1固定型T1に対応した位置から、第2固定型T2に対応した位置に移動自在な移動機構Hとが設けられている。
(もっと読む)
81 - 100 / 683
[ Back to top ]