
Fターム[4F206AR06]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 温度、熱量 (683)
Fターム[4F206AR06]に分類される特許
21 - 40 / 683
射出成形機のパージ廃材排出装置
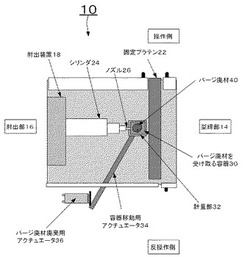
【課題】パージ廃材を受け取る容器が満杯になる前に、パージ廃材を容器から廃棄することが可能な射出成形機のパージ廃材排出装置を提供する
【解決手段】射出成形機10は、パージ作業を行った際に射出装置18のシリンダ24のノズル26の先端から射出されるパージ廃材40を受け取る容器30、容器30に受け取られたシリンダ24のノズルから射出されたパージ廃材の質量または体積を計量する計量部32、容器30をシリンダ24のノズル26から射出されたパージ廃材40を受け取る位置と射出成形機10の外に位置するパージ廃材40が廃棄される位置との間を往復移動させる容器移動用アクチュエータ34、容器30に収容されたパージ廃材40を廃棄するために、パージ廃材を受け取る容器30からパージ廃材40を押し出すパージ廃材廃棄用アクチュエータ36を備え、射出成形機10の制御装置をパージ廃材排出装置の制御装置として用いる
(もっと読む)
樹脂複合成形体の製造方法、及び樹脂複合成形体

【課題】二重成形法による樹脂複合成形体の製造において、結晶性熱可塑性樹脂を用いる場合であっても、一次成形体と二次成形体との密着力を高めつつ、上記のような熱処理を樹脂複合成形体に施さなくても、結晶性熱可塑性樹脂の結晶化度を充分に高めることが可能な技術を提供する。
【解決手段】二重成形に用いる一次成形体を、キャビティ表面の一部に断熱層が形成された断熱金型を用い、金型温度が一次成形体を構成する結晶性樹脂の冷結晶化温度(Tc1)−10℃以下の条件で製造する。
(もっと読む)
樹脂流路開閉機構及びその制御方法
【課題】射出成形装置等の樹脂流路を有する構造体において、弁移動機構を小型にすることができる技術を提供することを課題とする。
【解決手段】樹脂流路の軸Yに平行な通孔71が備えられている弁体72を加熱筒23に設ける。通孔71が樹脂流路に合うと弁開状態になり、通孔71が樹脂流路から外れると弁閉状態になる。
【効果】弁移動機構70は、弁体72を移動させる役割のみを果たす。すなわち、弁移動機構70の能力の大小は弁のシール性に影響しない。結果、弁移動機構70の小型化が図れる。
(もっと読む)
射出成形機
【課題】加熱対象部材の温度をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、複数の温度制御ゾーンZ1、Z2、Z3、Z4に分割されて温度制御される加熱シリンダ1と、複数の温度制御ゾーンZ1、Z2、Z3、Z4のうちの所定の温度制御ゾーンZ1を加熱するバンドヒータ30と、バンドヒータ30で所定の温度制御ゾーンZ1以外の箇所Z1.5の温度を所定温度に制御する温度制御部20と、を有する。
(もっと読む)
射出装置、成形機、射出装置の制御方法
【課題】本発明は、駆動装置の寿命の低下や動作精度の低下を抑制することができる射出装置を提供する。
【解決手段】射出装置30は、射出部30aと、駆動装置50と、駆動装置50を冷却する、第1〜4の冷却通路91〜94と制御部1とポンプ100とタンク80とを備える。射出部30aは、可塑化された材料Mを収容する射出用バレル32と、射出用バレル32に形成されるノズル38と、射出用バレル32に収容されて可塑化された材料Mをノズル38を通して射出装置30の外部に押し出すプランジャ33とを備える。駆動装置50は、プランジャ33を駆動する。
(もっと読む)
透明フッ素樹脂成形体の製造方法及び透明フッ素樹脂成形体
【課題】透明性及び耐熱性に優れるフッ素樹脂成形体を比較的低コストで得ることができる製造方法、およびこの製造方法によって得られる、透明性及び耐熱性に優れる透明フッ素樹脂成形体を提供すること。
【解決手段】フッ素樹脂を主成分とする樹脂組成物の成形体に、前記フッ素樹脂の融点未満の温度T(℃)において下記式(1)の条件を満たす圧力Y(MPa)をかけるプレス工程を有する透明フッ素樹脂成形体の製造方法。前記プレス工程の後、電離放射線を照射して前記フッ素樹脂を架橋する架橋工程を有するとより好ましい。
logY≧―0.0069T+2.3 …(1)
(ただし、Y≦10^[5×(−0.0069T+2.3)])
(もっと読む)
繊維強化樹脂材の製造方法
【課題】樹脂部材を連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、連続繊維補強材の繊維配向が乱され難く、樹脂部材と連続繊維補強材の密着強度の高い繊維強化樹脂材を製造することのできる製造方法を提供する。
【解決手段】成形型10を構成する下型2のキャビティ面の上に熱可塑性樹脂からなる第1のマトリックス樹脂5a内に連続繊維5bが含有されてなる連続繊維補強材5を載置して型閉めし、下型2は第1のマトリックス樹脂5aの融点未満の温度に調整し、上型1は第1のマトリックス樹脂5aの融点以上の温度に調整しておくステップ、熱可塑性樹脂からなり、溶融している第2のマトリックス樹脂6aの塊6をキャビティC内にチャージし、冷却して第1、第2のマトリックス樹脂5a,6aを硬化させ、第2のマトリックス樹脂が硬化してなる樹脂部材6”の一部を連続繊維補強材5’が補強してなる繊維強化樹脂材20を製造するステップからなる。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、その結晶化度を向上させる前記の方法を容易かつ確実に実現することができる樹脂成形品の成形方法を提供する。
【解決手段】成形型11内において、温度が融点以下、結晶化温度以上である結晶性高分子樹脂材A’2,A’3にねじり力を加えることにより、該樹脂材A’2,A’3を、臨界伸長ひずみ速度以上のひずみ速度で伸長させ、配向融液状態を経て結晶化させるように成形する。この際、前記ねじり力と共に、該ねじり力の回転軸に略平行な方向に沿った引張り力または圧縮力の少なくとも一方を加えることが好ましい。
(もっと読む)
ポリ乳酸樹脂組成物
【課題】低温での成型体の成形加工性に優れ、生産性に優れるポリ乳酸樹脂組成物、該ポリ乳酸樹脂組成物を射出成型する射出成型体の製造方法、及び該製造方法により得られるポリ乳酸樹脂射出成型体を提供すること。
【解決手段】ポリ乳酸樹脂、該ポリ乳酸樹脂100重量部に対して式(I):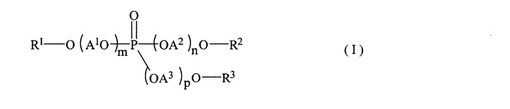
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pは、オキシアルキレン基の平均付加モル数を示し、それぞれ独立して0又は正の数であって、m+n+pが0を超え12以下を満足する数である)で表されるリン酸エステル化合物を0.1〜30重量部、及び有機結晶核剤を含有してなるポリ乳酸樹脂組成物であって、前記有機結晶核剤と前記式(I)で表されるリン酸エステル化合物の重量比が1/99〜50/50であるポリ乳酸樹脂組成物。
(もっと読む)
ポリカーボネート樹脂成形品の製造方法
【課題】高硬度であり、色調、耐衝撃性に優れたポリカーボネート樹脂成形品の製造方法を提供する。
【解決手段】ポリカーボネート樹脂(a)と、該ポリカーボネート樹脂(a)とは異なる構造単位を有し、ISO 15184で規定される鉛筆硬度が該ポリカーボネート樹脂(a)の鉛筆硬度より低いポリカーボネート樹脂(b)とを、重量比で1:99〜45:55の範囲で含有するポリカーボネート樹脂組成物を、成形時における射出成形機の金型温度70℃以上120℃以下で射出成形するポリカーボネート樹脂成形品の製造方法。
(もっと読む)
射出成形による樹脂成形歯車の製造方法
【課題】収縮による歯車精度の悪化を伴うことなく、歯部への加圧状態を維持することが可能となる射出成形による樹脂成形歯車の製造方法を提供する。
【解決手段】リムの外周面に形成された歯部と、リムの内周面に延在するウェブと、ウェブの少なくとも一部に接合し中心軸の心部に形成されたボスに配設されたゲート部と、
を有する樹脂成形歯車を、射出成形によって一体成形する樹脂成形歯車の製造方法であって、
合成樹脂として溶融温度がTm℃の合成樹脂を用い、樹脂成形歯車を形成する金型のキャビティ内に、溶融温度Tm℃のもとで溶融した樹脂を射出充填する工程と、
ゲート部の固化時に、ウェブの肉厚中心温度T1を(Tm−20)℃以上、(Tm+20)℃以下で、歯部の表面温度T2を(T1−50)℃以下とする工程と、
キャビティ内の成形品表面温度がTm℃以下になるように冷却する工程と、を有する構成とする。
(もっと読む)
成形品の製造方法
【課題】 樹脂射出成形によって成形される成形品は、金型から取り出す瞬間の金型温度に依存し、それに応じた形状変化を生じることになる。前記、金型温度は室温等の雰囲気温度の対流によって、ショット間にバラツキをもたらす。その結果、成形品においても、その温度バラツキに応じ、形状のバラツキを発生させてしまう不具合があった。特に、光学素子のような高精度な成形品において、そのバラツキ量が許容できない場合があった。
【解決手段】 型開きした後、成形品が保持された第一の型部材のキャビティの温度を計測し、前記キャビティの温度が所定の温度に達した時に、前記キャビティから前記成形品を取り出すことを特徴とする。
(もっと読む)
フィードフォワード機能を有する射出成形機の温度制御装置
【課題】連続運転中に成形条件やパージ条件が変更された場合でも、条件変更による外乱の特性変化に即座に対応することができ、温度変動を防ぐことが可能な射出成形機の温度制御装置を提供する
【解決手段】設定温度SVから検出温度PVを減算して得られた温度偏差ETがPIDコントローラ102に入力される。PIDコントローラ102は、第1操作量PIDを演算し、加算器112に出力する。第2操作量MVは、第1操作量PIDとフィードフォワード量FFとを加算して得られた量である。ヒーター106は、第2操作量MVにより調整される。検出温度PVは、射出シリンダー108の実温度である。温度センサによって、射出シリンダー108の温度が測定され、検出温度PVとして、PIDコントローラの入力に負帰還される。これにより、フィードバック制御が行われ、ヒーター106によって射出シリンダー108は設定温度となるように加熱される。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】異なる樹脂材料を用いて形成した複数の成形部材を備える射出成形品に関し、機能性の要求と外観品質の要求を両立させること。
【解決手段】成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間と小断面積空間とが連続している形状の第一成形空間へ溶融結晶性樹脂R1を射出し、第一成形空間へ射出された溶融結晶性樹脂R1が固化した後に移動させた成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間のうち小断面積空間と連続している部分以外を包囲する形状の第二成形空間へ溶融非結晶性樹脂R2を射出し、溶融非結晶性樹脂R2を固化させて射出成形品を製造する。
(もっと読む)
発泡成形体及びその製造方法並びに製造装置
【課題】表皮層の厚さを異ならせる。
【解決手段】本発明の発泡成形体の製造方法では、キャビティ型26の成形面26Aをコア型28の成形面28Aよりも高い温度にする。従って、キャビティ型26の成形面26Aと接する第一表皮層62の方がコア型28の成形面28Aと接する第二表皮層64よりも硬化が遅くなる。これにより、第一表皮層62を第二表皮層64よりも薄く形成することができる。つまり、表皮層(第一表皮層62と第二表皮層64)の厚さを異ならせることができる。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】組成物の硬化に伴う欠陥発生のおそれを抑制する眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】ジアリルフタレート化合物を含有する組成物を成形型に充填する充填工程と、前記充填工程後、前記成形型を加熱することにより前記組成物を硬化させる硬化工程と、を有し、前記硬化工程は昇温工程を有しており、前記昇温工程は、前記充填工程後の温度から前記組成物を昇温する第1昇温工程と、前記第1昇温工程後、前記第1昇温工程よりも温度変化率を上げて前記組成物を昇温する第2昇温工程と、を有しており、前記第1昇温工程の温度変化率は2.5℃/時間を超え5℃/時間未満であり、前記第2昇温工程の温度変化率は12℃/時間未満である。ただし、前記昇温工程において最大の温度変化率となる工程を第2昇温工程とする。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
樹脂製メガネフレーム及びその部品の製造方法
【課題】表面に金属光沢面を形成した樹脂製メガネフレームを提供する。
【解決手段】メガネフレームの部品となるフロント部1及びツル2,2はポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部1及びツル2の表面に厚さが0.05μ〜0.3μのチタン粉末を密着した蒸着膜を形成し、該蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成している。
(もっと読む)
複写機内部部品
【課題】本発明の課題は、複写機部品に代表される、紙が成形品表面を通る部品として、耐熱性及び剛性に優れ、かつ室温から高温までの使用環境下において、トナー融着や紙こすれによる紙詰まりを起こさない表面平滑性、及び光沢性に優れた部品及び該成形品の製法を提供することを課題とする。
【解決手段】芳香族ポリエステル(A)10〜75質量部、スチレン系樹脂(B)90〜25質量部、(A)+(B)100質量部に対し、繊維状充填材(C)5〜50質量部、及びレーザー回折式粒度分布測定による体積基準メディアン径20μm以下の微細充填材(D)0.1〜30質量部を含む複写機内部部品であって、曲げ弾性率が5GPa以上、23℃における平均表面粗さRaが15μm未満かつ、120℃で2時間加熱した後の平均表面粗さRaが30μm未満である上記複写機内部部品。
(もっと読む)
導光体付きピン
【課題】従来よりもその長さを大幅に短くした導光体付きピンを提供すること。
【解決手段】単線の光ファイバ17と、先端側に光ファイバ17の外径よりも僅かに大径に設けられた保持孔15と、保持孔15から基端側まで連続してこの保持孔15よりも大径に設けられた拡径部16とを有する円筒状の中空軸部12と、光ファイバ17を拡径部16に挿通させるとともにこの光ファイバ17の先端部を保持孔15に挿通保持させた状態で光ファイバ17と中空軸部12とを一体的に固定するために拡径部16に基端側を余して充填される耐熱性接着剤18とを備えた。また、拡径部16の内面には、光ファイバ17が受ける圧力に耐熱性接着剤18が抵抗するように引っ掛かり加工としてねじ加工を施した。
(もっと読む)
21 - 40 / 683
[ Back to top ]