
Fターム[4F206AR06]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 温度、熱量 (683)
Fターム[4F206AR06]に分類される特許
161 - 180 / 683
射出成形品の製造方法

【課題】液晶性樹脂組成物を、超音波洗浄しても射出成形品表面のフィブリル化を抑え、優れた外観を有する成形品を得るための成形技術を提供する。特に、金型温度が100℃以下の条件でも実施可能な成形技術を提供する。
【解決手段】液晶性樹脂組成物の射出成形において、金型内表面に断熱層が形成された金型を用い、断熱層の厚みt1(μm)、射出速度S(mm/sec)、射出成形品の厚みt2(mm)、金型温度T(℃)とした場合に、特定の関係式を満たす成形条件で射出成形する。好ましくは金型温度が100℃以下で成形を行う。
(もっと読む)
射出成形又は射出圧縮成形を用いて低減されたひけを有する厚肉のプラスチック成形部品を製造するための装置及び方法
本発明は、射出成形又は射出圧縮成形を用いて厚肉のプラスチック成形部品を製造するための装置及び方法に関する。本発明に係る装置は、キャビティを備える射出成形又は射出圧縮成形のための工具を備え、工具が、キャビティに隣接する壁領域と、キャビティ近位の壁領域に隣接するキャビティ遠位のボディとを備え、工具のボディが、温度T1に温度調整可能に、壁領域が、温度T1とは異なる温度T2に温度調整可能に形成されていることを特徴とする。本発明に係る方法では、工具のキャビティ近位の壁領域の温度T2を射出プロセス前及び/又は中に、プラスチック成形材料のビカット温度TVより高い値にもたらして維持し、このとき、温度T2が工具のボディの温度T1を上回るようにし、キャビティ近位の壁領域の温度T2をプラスチック成形材料の硬化中かつ離型前にプラスチック成形材料のビカット温度TVを下回る温度にもたらす。結果として、軽減されたひけを有する、光学レンズ等の厚肉のプラスチック成形体が生じる。 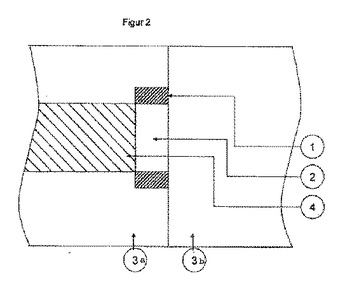 (もっと読む)
(もっと読む)
漆器用の混合樹脂材料
【課題】 射出成形に際しての成形サイクルの高速化を実現しながら、耐熱性および機械強度の確保に有利な高度の結晶化状態を実現することができる漆器用の混合樹脂材料を提供する。
【解決手段】 難結晶性樹脂であるPET樹脂と、易結晶性樹脂であるPBT樹脂と、結晶化核剤とを所定の配合割合に混合することによって、PET樹脂の結晶化温度を引き下げる。PET樹脂の結晶化は金型内で実施し、PBT樹脂の結晶化は、離型後に多数個を取りまとめて所定温度の加熱炉等内において一挙に実施する。
(もっと読む)
ポリ乳酸系樹脂組成物およびその成形体
【課題】実用特性を損なうことなく難燃性を改善することのできる、ポリ乳酸系樹脂組成物及びその成形体を提供する。
【解決手段】ポリ乳酸系樹脂成分と、金属水酸化物成分と、ブレンステッド酸を有する金属酸化物成分とを含有するポリ乳酸系樹脂組成物、及び、ポリ乳酸系樹脂成分と、金属水酸化物成分と、ブレンステッド酸を有する金属酸化物成分とを溶融混練し、ポリ乳酸系樹脂組成物の溶融物を得る工程と、前記溶融物を成形する工程と、を具備するポリ乳酸系樹脂成形体の製造方法。
(もっと読む)
糸引き防止ホットスプルブッシュ及び射出成形金型

【課題】金型に特別な加工を要することなく、且つ、特別に厳密な成形条件を要することなく、糸引き或いはシルバストリーク等の成形品の不良要因となる現象を生じさせることのないホットスプルブッシュを提供することにある。
【解決手段】ホットスプルブッシュ10の一部にヒータ13を設け、一部にホットスプルブッシュ10を取り付ける、冷却水路6を設けた固定側型板2による冷却部17を設け、溶融樹脂の通路となるスプル穴12をその全長に亘って溶融樹脂の流動方向に垂直な断面の面積が溶融樹脂の流動方向に沿って同一に、及び、増大するように、及び、同一の部分と増大する部分の組み合わせ、のうちいずれかによって形成した。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 外観不良がないため表面美麗で、かつ、非発泡層が薄く、均一微細な発泡層を持ち、さらに高発泡倍率を有する射出発泡成形体の製造方法を提供すること
【解決手段】 最終製品形状位置のキャビティクリアランスt2より小さいクリアランスt0に可動型を設定された金型クリアランス中に、熱可塑性樹脂と発泡剤を含んでなる溶融混合物を射出して、金型クリアランス中への前記溶融混合物が充填完了した直後に可動型を所定の速度でキャビティクリアランスt1まで移動させる第1型開工程、キャビティクリアランスt1からキャビティクリアランスt2まで可動型を移動させる第2型開工程を含んでなり、少なくとも溶融混合物の射出開始時点で金型表面温度を前記熱可塑性樹脂の荷重たわみ温度以上の温度とし、充填完了から第2型開工程完了時の何れかの時点で冷却を開始することを特徴とする射出発泡成形体の製造方法。
(もっと読む)
樹脂部品の成形方法及び成形金型
【課題】生産効率の高い、かつ省エネに優れた樹脂部品の成形方法を提供すること。
【解決手段】 樹脂11を溶融させ、キャビティ空間85で成形する樹脂部品の成形方法において、キャビティ空間85を備えるキャビティ金型セット8を昇温する昇温工程21と、溶融した樹脂11をキャビティ金型セット8に射出する成形工程22と、キャビティ金型セット8を冷却する冷却工程23と、キャビティ金型セット8から、冷却された樹脂部品を取出す部品取出し工程24を有し、キャビティ金型セット8は、一対の第1キャビティ金型8aと第2キャビティ金型8bを備え、キャビティ金型セット8が金型本体である固定型6及び可動型7から着脱自在である。
(もっと読む)
射出成形用金型およびその射出成形用金型を用いたシール一体型膜電極接合体の製造方法、射出成形装置
【課題】膜電極接合体の外周にシール部を形成するための射出成形工程において、膜電極接合体の電極に担持された触媒の劣化を抑制する技術を提供する。
【解決手段】射出成形装置100は、燃料電池用の膜電極接合体20の外周にシール部30を射出成形する。射出成形装置100は、シール部30を成形するためのキャビティ231を形成する外周成形部210と、触媒を担持する電極22を固定的に保持するための中央電極保持部215とを有する金型と、外周成形部210を加熱する加熱部350とを備える。射出成形装置100は、中央電極保持部215が外周成形部210より低温となるように、中央電極保持部215と、外周成形部210とが分離した別部材として構成されている。
(もっと読む)
樹脂成型装置
【課題】オーバーモールドボトルの量産性を向上させることができる樹脂成型装置を提供する。
【解決手段】少なくとも一つの樹脂流入口101から複数の樹脂流出口102まで順次分岐されて連通している分岐樹脂流路103が形成されている。その複数の樹脂流出口102の各々に個々に複数のオーバーモールド金型300が連結され、その内部にインサートボトル500が保持される。樹脂流入口101に樹脂圧送機構200が溶融樹脂を圧送するので、インサートボトル500の外面にオーバーモールド樹脂が成型されるオーバーモールド成型が、複数のオーバーモールド金型300で同時に実行される。
(もっと読む)
自動車用ステアリングホイール及びその製造方法
【課題】本発明は、自動車用ステアリングホイール及びその製造方法に関する。
【解決手段】本発明は、金属フレームを乾燥機で予熱して水分を除去した状態で、予熱された製品を1次から3次に渡って金型内で2〜3mmの厚さで何回多層の層構造に射出し、各工程の段階において製品が空気中に露出される場合には、射出(被覆)表面に水分が含まれている恐れがあり、後工程の加工時に接着力及び品質に異常を起こすので、工程の中間に乾燥保管を必須的に実施している。この時、射出された層と層との間には、パッドプリンティング方式を適用するか、又は真空蒸着とパッドプリンティングとを混合した方式を適用して、パターンや絵を挿入する。このように、本発明は、最上位の射出部を除外した内部の射出部に、色、パターン、及び紋を挿入することができ、2個以上の段を有し、最上位の射出部を除外した各射出部に一つ以上のパターンを挿入する方法を提供する。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
樹脂組成物の製造方法
【課題】成形性、耐熱性、耐衝撃性および耐剥離性に優れた樹脂組成物の製造方法を提供する。
【解決手段】(A)ポリ乳酸系樹脂と(B)ポリオレフィン系樹脂の合計量を100重量部として、(A)ポリ乳酸系樹脂1〜99重量部、(B)ポリオレフィン系樹脂99〜1重量部および(C)酸無水物、カルボキシル基、アミノ基、イミノ基、アルコキシシリル基、シラノール基、シリルエーテル基、ヒドロキシル基およびエポキシ基から選択される少なくとも1種の官能基を含有する反応性相溶化剤1〜50重量部を250℃超で溶融混練する樹脂組成物の製造方法。
(もっと読む)
透明耐熱ポリ乳酸系成形体の成形方法
【課題】
ポリ乳酸ステレオコンプレックス構造を有しており、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体。
【解決手段】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D℃乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法である。
(もっと読む)
アクリル樹脂製加飾成形用シートの加熱成形方法及び積層成形品の製造方法
【課題】透明性及び耐成形白化性に優れ、加熱成形を施しても表面荒れ模様欠陥の発現抑制に優れるアクリル樹脂製加飾成形用シートの加熱成形方法及びその成形用シートを用いたインサート成形又はインモールド成形法による積層成形品の製造方法を提供する。
【解決手段】熱可塑性樹脂層(A−a)、並びにアクリルゴム含有重合体(A−b−1)又はアクリルゴム含有重合体(A−b−1)及び熱可塑性重合体(A−b−2)を含有するアクリル樹脂組成物(X)を構成成分とし、熱可塑性樹脂層(A−a)の熱変形温度(TA−a)よりも少なくとも5℃低い熱変形温度を有するアクリル樹脂層(A−b)を有するアクリル樹脂系積層フィルム(A)の熱可塑性樹脂層(A−a)側に絵柄層(B)及び基材シート(C)が積層されているアクリル樹脂製加飾成形用シートを特定温度で加熱成形するアクリル樹脂製加飾成形用シートの加熱成形方法及び積層成形品の製造方法。
(もっと読む)
メタクリル樹脂組成物、並びに成形体およびその製造方法
【課題】 表面にナノオーダーの凹凸構造を複数有する金型を使用して成形するにあたり、良好に剥離でき、得られる成形体表面にナノオーダーの微細な凹凸構造を良好に形成しうるメタクリル樹脂組成物を提供する。
【解決手段】 本発明のメタクリル樹脂組成物は、表面にナノオーダーの凹凸構造を複数有する金型を使用した成形に用いられるメタクリル樹脂組成物であって、230℃、3.8kg荷重で測定した時のMFRが0.1〜50であるメタクリル樹脂(A)と、高級脂肪酸エステル、高級脂肪族アルコール、高級脂肪酸、高級脂肪酸アミド、高級脂肪酸金属塩からなる群より選ばれる少なくとも1種(B)とを含有し、前記(B)の含有量が前記(A)100重量部に対して0.2〜0.5重量部である。
(もっと読む)
光学レンズ−ホルダー複合体の製造方法、及び光学レンズ−ホルダー複合体
【課題】二色成形により光学レンズ−ホルダー複合体を製造する方法であって、光学レンズとレンズホルダーとの接着に優れ、レンズとレンズホルダー間の隙間やレンズの脱落等が発生しにくいとともに、優れた耐熱性を有する光学レンズ−ホルダー複合体を製造できる方法を提供する。
【解決手段】レンズホルダー3を構成する熱可塑性樹脂と光学レンズ2を構成する熱可塑性樹脂を二色成形する工程、及び、前記工程後、光学レンズ2を構成する熱可塑性樹脂及び/又はレンズホルダー3を構成する熱可塑性樹脂を架橋する工程を有する製造方法により、光学レンズ−ホルダー複合体を製造する。
(もっと読む)
射出成形用金型
【課題】手間をかけずに各キャビティーへの樹脂の充填を均一にすることができるレンズ成形用金型を提供する。
【解決手段】固定金型1と可動金型2間に複数のキャビティー10が形成され、固定金型1と可動金型2間に各キャビティー10への開口部であるゲート7及び各ゲート7に接続するランナー4が形成されたレンズ射出成形用金型であって、各ゲート7に可動可能に配設され、各ゲート7の開口断面積を可変とする可動駒6と、各ゲート7に対する各可動駒6の位置を調整する可動駒位置調整機構を有する。各キャビティー10に温度センサー8や圧力センサー9を設け、各キャビティー10への樹脂の充填時に、各キャビティー10の温度履歴や圧力履歴が均一になるように、前記可動駒位置調整機構を制御し、各ゲート7に対する各可動駒6の位置を調整することが好ましい。
(もっと読む)
インサート成形方法及び装置
【課題】溶融樹脂の二次射出または二次プレスを必要としないインサート成形方法及び装置を提供する。
【解決手段】インサート成形方法は、固定型3と可動型4との間にキャビティ5を形成する金型を用い、該キャビティ5に出没自在に設けられた保持ピン8a,8b,8cをキャビティ5内に進出させることによりインサート物2をキャビティ5内の所定の位置に保持する工程と、保持ピン8a,8b,8cによりインサート物2を保持した状態で、キャビティ5内で溶融樹脂を流動させる工程と、キャビティ5内における溶融樹脂の流頭と保持ピン8a,8b,8cとの位置関係を検知する工程と、該流頭が保持ピン8a,8b,8cに対して所定範囲内の位置に検知されたときに、保持ピン8a,8b,8cをキャビティ5内から後退させる工程とを備える。固定型3と、可動型4と、保持ピン8と、出没制御手段10と、流頭位置検知手段11とを備える。
(もっと読む)
射出成形機の制御装置
【課題】 可塑化異常、特に、可塑化が不十分であることを的確に把握するとともに、可塑化異常に対して有効な対策を速やかに施すことができるようにする。
【解決手段】 加熱筒2における前部2fのメータリングゾーン,中間部2mのコンプレッションゾーン及び後部2rのフィードゾーンに付設したヒータ3f,3m,3rを通電して加熱筒2を加熱する加熱筒加熱手段Fhと、各ゾーンの検出温度THd…が予め設定した目標温度THs…となるようにヒータ3f…を通電制御する温度制御手段Fcとを備えるとともに、前部2f及び/又は中間部2mに付設したヒータ3f,3mに対する制御指令値Ccf,Ccmが予め設定した閾値Csf,Csmを越えたなら樹脂の可塑化異常と判定する異常判定手段Fjと、可塑化異常と判定されたなら少なくとも可塑化異常が発生した旨の警報表示を行う警報表示手段Faを含む異常処理手段Fpを備える。
(もっと読む)
ポリアミド樹脂組成物
【課題】成形時の流動性、従来のナイロン樹脂における問題点であった射出成形品の接合部の溶着性が高い樹脂組成物および成形品を提供する。
【解決手段】融点が230℃以上のポリアミド樹脂(A)100重量部に対してアミド基1個当たりの炭素原子数が15以上30以下かつ数平均分子量が3000以上7000以下のポリアミドオリゴマー(B)を0.1〜20重量部配合してなるポリアミド樹脂組成物およびこれを用いた射出溶着成形品の製造方法。
(もっと読む)
161 - 180 / 683
[ Back to top ]