
Fターム[4F206AR14]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 流量、容積 (173)
Fターム[4F206AR14]に分類される特許
101 - 120 / 173
コーティングを有する多孔質メータリング部材

【課題】粘性体が貫入しメータリング部材内に残留することを防止できる多孔質メータリング装置の提供。
【解決手段】メータリング装置は、流体又はガス透過性材料で作られるメータリング部材と、基材とを含み、メータリング部材は、ガス又は流体媒体用の供給通路に面する第1表面、粘性体又はペースト体が流れる通路領域に面する第2表面、及びメータリング部材を受け入れる基材内の窪みと少なくとも部分的に形状一致結合又は力伝達結合するジャケット面を有する。メータリング部材は基材に取付けられて流体導通部材を構成し、流体又はガス透過性材料は細孔をなす中空空間を有する。中空空間はガス又は流動媒体が第1表面から第2表面へ流れるように互いに連結される。第2表面は、メータリング部材内への粘性体又はペースト体の流入を避けるように、粘性体の主流方向に平行に測定して細孔の直径を小さくできる手段を含む。
(もっと読む)
射出成形機

【課題】電気容量の増大を要せずにスクリュの回転を含む複数のアクチュエータを並行運転可能とする射出成形機を提供する。
【解決手段】少なくともスクリュ15の回転をサーボモータ14で駆動し、前記サーボモータ14以外の油圧アクチュエータ10はアキュムレータ9に蓄圧した圧油で駆動するとともに、前記サーボモータ14が前記スクリュ15を回転駆動しているときには、前記アキュムレータ9への蓄圧作動を禁止するように射出成形機を構成した。
(もっと読む)
射出成形方法及び射出成形装置
【課題】 キャビティの末端部での製品の変形が少ない射出成形方法を提供する。
【解決手段】 キャビティの末端部に到達する溶融樹脂の温度が固化しない範囲で出来るだけ低くなるように、射出開始時のスクリューフィーダによる射出率(cm3/sec)が最も大きく、射出終了に向かって段階的にまたは連続的に射出率(cm3/sec)が小さくなるようにする。
(もっと読む)
樹脂封止装置
【課題】簡易な光学系とカメラを用意するだけで、半導体部品の積層に欠落があっても、封止に必要とされる樹脂量を正確に求める。
【解決手段】基板12上に搭載された半導体部品14を樹脂にて封止する樹脂封止装置の樹脂量決定装置において、スリット状の光16を、基板12と直交する方向X以外の方向Aから、基板12および半導体部品14のそれぞれの表面12A、14Aの双方に跨るようにして照射するスリット光光源18と、このスリット光16の照射によって基板12の表面12A上に到達した基板照射光20及び半導体部品14の表面14A上に到達した部品照射光22を基板12と直交する方向Xから撮像するCCDカメラ26と、を備え、該撮像情報を、封止に必要とされる樹脂量を求める際の一指標として使用する。
(もっと読む)
射出成形機の型締装置および型締制御方法
【課題】 トグル機構を用いた射出成形機の型締装置および型締制御方法において、金型の背面から直接型締力を及ぼしつつ、型締力を歪センサを用いずに制御することが可能な射出成形機の型締装置および型締制御方法を提供する。
【解決手段】 トグル機構20により型締を行う射出成形機の型締装置11において、トグル機構20が軸着される第一可動盤28と、可動金型18が取付けられる第二可動盤29と、第一可動盤28と第二可動盤29との間に配設される油圧シリンダ30と、油圧シリンダ30の圧力を検出する油圧センサ38と、油圧センサ38の圧力を検出してアクチュエータ21をフィードバック制御する制御装置39が配設されている。
(もっと読む)
射出成形機
【課題】 コスト削減,成形品質の向上,信頼性の向上及び長寿命化、省エネルギ性の向上を図るとともに、複数の油圧ポンプから吐出する作動油を合流して又は個別に供給する場合でも不安定挙動を回避して的確な圧力制御を行う。
【解決手段】 複数の油圧アクチュエータ4a…における選択した油圧アクチュエータ4a…に対して油圧ポンプ2p,2qから吐出する作動油を合流して又は個別に供給する作動油供給回路5と、各油圧ポンプ2p…から吐出する作動油の圧力をそれぞれ検出する複数の圧力センサ6p,6qと、作動油を合流して供給する際には圧力センサ6p…から得る一つの圧力検出値Pdp…を使用し、かつ作動油を個別に供給する際には各油圧ポンプ2p…に対して設けた各圧力センサ6p…から得る圧力検出値Pdp…をそれぞれ使用して圧力制御を行う複数の圧力制御系7p,7qを備える。
(もっと読む)
射出成形機及び該射出成形機の制御方法
【課題】射出成形機自体の大型化及び高コスト化を抑制できるとともに、成形品の歩留まりの向上を図ることができる射出成形機及び射出成形機の制御方法を提供する。
【解決手段】射出成形機1は射出機8と制御装置9を備えている。射出機8はシリンダ部21とスライド移動部23を備えている。シリンダ部21は加熱シリンダ24とスクリュー25を備えている。スライド移動部23はスクリュー25を移動するモータ34を備えている。制御装置9は充填工程でスクリュー25を所定の速度で所定の距離加熱シリンダ24の開口26に向けて移動する。所定の距離は射出された合成樹脂の体積が金型10,11のキャビティ13の容積よりも小さい距離である。制御装置9は充填工程の後の保圧工程でスクリュー25を停止しキャビティ13内の合成樹脂の圧力が保圧設定圧力まで低下するまで該スクリュー25が後退することを規制する。
(もっと読む)
原料乾燥装置及び方法並びに射出成形システム
【課題】原料が再吸湿する恐れがなく、原料から発生するガスを除去可能で、しかも、既存の射出成形機をそのまま適用可能な射出成形機用の粒体原料乾燥装置及び粒体乾燥方法並びに射出成形システムを提供する。
【解決手段】射出成形機1の周囲の雰囲気よりも湿度の低い気体である乾燥エアを射出成形機1の原料供給口111からシリンダ11内に吹き込む乾燥エア発生装置21と、射出成形機1の樹脂射出量に応じて、原料供給口111からシリンダ11内へ投入する樹脂原料の量を制御し、シリンダ11内において溶融した樹脂と原料供給口111との間に乾燥エアの流路を確保する樹脂供給装置22及び制御盤24とを有する。
(もっと読む)
射出圧縮成形方法または射出プレス成形方法
【課題】固定部材に対する可動部材の位置決め制御と加圧制御を行なって被成形物を成形する圧縮成形機を射出圧縮成形方法または射出プレス成形方法を用い、加圧制御時に省エネルギー化を可能とした射出圧縮成形方法または射出プレス成形方法を提供する。また前記加圧制御時の圧力制御の精度向上を可能とした射出圧縮成形方法または射出プレス成形方法を提供する。
【解決手段】位置決め制御から加圧制御に切換えて加圧制御を行う射出圧縮成形方法または射出プレス成形方法であって、油圧シリンダ17へは押しのけ容積が可変であってサーボモータ24により回転駆動されるポンプ22から作動油が供給され、位置決め制御から加圧制御への切換え時にはポンプ22の押しのけ容積が小さくなるように制御され、加圧制御時にはサーボモータ24の回転数またはトルクがクローズドループ制御される。
(もっと読む)
半導体集積回路装置の製造方法
【課題】フィルムを用いたモールドにおいて静電破壊を防止し、かつ封止部の外観品質および製品の信頼性の向上を図る。
【解決手段】上型11および下型12と、チップ組み立て体7をフレーム整列部16にセットするローダ部13と、モールド樹脂の充填後の型開き完了後、チップ組み立て体7を把持して下型12上の下側フィルム9からチップ組み立て体7を剥離させ、かつチップ組み立て体7をフレーム収納部14まで搬送するフレーム取り出し部17と、モールドを終えたチップ組み立て体7を収納するフレーム収納部14と、上側フィルム8および下側フィルム9の除電を行うフィルム除電部25と、モールド金型10の除電を行う金型除電部と、モールド後のチップ組み立て体7を除電する製品除電部27とからなり、フィルム、モールド金型10および製品を除電してモールドを行って静電破壊を防ぐ。
(もっと読む)
半導体装置の樹脂封止用金型および樹脂封止方法
【課題】樹脂の種類や成形条件が変更された場合でも、ゲート部分での調整を必要とせずに、ボイドの発生やワイヤー変形などの樹脂封止による不良の発生を防止し得る樹脂封止用金型を提供する。
【解決手段】ポット13に充填された溶融樹脂を、主供給通路部15および副供給通路部16を介して、半導体チップが配置されるキャビティ11に供給するとともに、主供給通路部15の下流端部に樹脂溜り室12が接続された樹脂封止用金型であって、主供給通路部と樹脂溜り室とを接続する溜り側供給通路部17の長さを、副供給通路部よりも長くするとともに、これら両供給通路部同士の断面形状を同一になし、且つ樹脂溜り室の容積を、各キャビティの容積と同等以上になるようしたもの。
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。一実施態様において、その方法は、複数の金型キャビティへ第1の材料の第1回ショットを同時に送出するステップと、(14a〜14i)、第1回ショットの送出のステップ中に対応するキャビティへ送出される材料の容積または流量を示す特性を、それぞれのキャビティについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティへ同時に送出するステップと、を提供する。 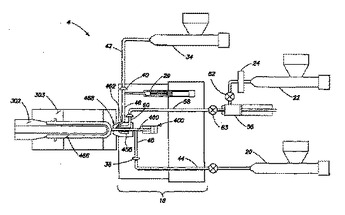 (もっと読む)
(もっと読む)
内部に液体流路を有する成形品の製造方法および成形品
【課題】 インク漏れのないインク容器固定部材の製造方法を提供する。
【解決手段】1次成形により、インク容器固定部材の底板の方に2次成形用の溶融樹脂が充填される凹溝を、補助板の方にインク流路が構成される凹溝をそれぞれ成形し、底板と補助板とを整合させて凹溝により構成される樹脂流路(1)に2次成形用の溶融樹脂を充填して底板と補助板とを融着してインク流路を成形するとき、樹脂流路(1)に可動堰(2)を挿入して樹脂流路(1)を一時的に阻止面(5)により閉鎖し、可動堰(2)の阻止面(5)の近傍(10)から2次成形用の溶融樹脂を射出し、射出する溶融樹脂が可動堰(2)の作用面(6)に達すると、その圧力により可動堰(6)を退避させ、退避した跡にも充填し、連続した閉断面形状の樹脂流路(1)を一方向から実質的に完全に充填してインク流路を形成する。
(もっと読む)
金型温度制御方法および金型温度制御装置
【課題】金型の加熱および冷却に要する時間を短くすると共に構成を単純にする。
【解決手段】金型温度制御装置(10)が、伝熱媒体流路が形成されている金型(20)と、伝熱媒体を加熱して蒸気を発生させるボイラ(B)と、伝熱媒体の蒸気を凝縮するコンデンサ(C)と、伝熱媒体流路の他方の端部に接続されると共に凝縮した伝熱媒体を回収する伝熱媒体タンク(35)とを含む。駆動時には、ボイラにより発生した伝熱媒体の蒸気を金型の伝熱媒体流路に供給することにより金型を加熱し、金型の伝熱媒体流路において凝縮して伝熱媒体タンクに回収された伝熱媒体を伝熱媒体流路に戻して該伝熱媒体流路において沸騰した伝熱媒体の蒸気を伝熱媒体流路の一方の端部を通じてコンデンサに供給することにより、金型を冷却する。
(もっと読む)
冷却液流量調整弁
【課題】弁を用いないので温度に対する応答性が良く、液温を高精度且つ、急速に制御することができるうえに、金型冷却装置に組込みが可能な冷却液流量調整弁を目的とする。
【解決手段】流入口41aと流出口42aを備えた弁本体40部に流路を分岐させる連通孔48を周壁に形成した筒体43を嵌挿するとともに、分岐された流路の一方を常時開放される最小流量孔47が形成される第1流路44とし、分岐された流路の他方を液温が閾値以下のときバイアスばね50の弾性力により密着巻き状態となって連通孔48を閉塞し液温が閾値を越えて上昇するとバイアスばね50の弾性力より高くなっていく弾性力によりコイルピッチを漸増的に拡張して連通孔48を漸増的に開放する形状記憶合金製のコイルばね52を巻装した第2流路45としたものである。
(もっと読む)
射出成形用再生塩化ビニル系樹脂組成物およびそれを用いた大型薄肉射出成形体
【課題】再生塩化ビニル系樹脂を含有しながらも強度と射出成形性のバランスがよく、低コスト化が図れる樹脂組成物を提供し、該樹脂組成物を射出成形してなる低コストの大型薄肉射出成形体を提供する。
【解決手段】上記樹脂組成物を、(A)平均重合度900〜3000の再生塩化ビニル系樹脂と、(B)平均重合度が300〜800であって、かつ再生塩化ビニル系樹脂成分(A)の平均重合度より100以上小さい塩化ビニル系樹脂及び/又は再生塩化ビニル系樹脂とからなり、かつ(A)と(B)との配合割合が、質量基準で1:9〜9:1であるものとする。組成物全体の平均重合度は450〜950とするのが好ましい。
(もっと読む)
射出成形方法
【課題】出来上がりの樹脂成形品にフローマークが形成されることがない射出成形方法を提供することを課題とする。
【解決手段】金型3に形成されたキャビティへ溶融樹脂をゲート15から充填させて樹脂成形品を成形する射出成形方法であって、前記キャビティの壁面のうち、前記ゲート15と対向する壁面は、該キャビティの容積が広がる方向へ移動可能となっており、前記溶融樹脂の充填は、前記キャビティの容積が「0」の状態から実施され、該溶融樹脂の充填圧力によって前記壁面が移動することで該キャビティの容積が広がり該溶融樹脂が充填されていく射出成形方法。
(もっと読む)
油圧式射出装置、それを用いた射出成形機、及び射出成形機の油圧式射出方法
【課題】 サーボ弁ごとの制御遅れが無くなり、精度の良い高速射出が得られ、信頼性を向上させることができる油圧式射出装置等を得る。
【解決手段】 射出成形機の油圧式射出装置において、2個以上の同サイズのサーボ弁を油圧回路上に並列に並べ、各サーボ弁を制御するサーボ指令部を1つとし、各サーボ弁に同一の指令信号を与えるようにした。
(もっと読む)
ポリプロピレン樹脂組成物およびその射出成形体
【課題】耐熱性、ロックウェル硬度および延性に優れるポリプロピレン樹脂組成物およびそれからなる射出成形体を提供する。
【解決手段】メルトフローレートが2〜90g/10分であるプロピレン単独重合体またはプロピレン共重合体86〜95重量%と、密度が0.885〜0.850g/cm3であり、メルトフローレートが1〜50g/10分であるプロピレンとα−オレフィンから選ばれるオレフィンと、エチレンとの共重合体)5〜14重量%とを含有する樹脂混合物100重量部と、造核剤0.03〜2重量部とを含むポリプロピレン樹脂組成物およびその射出成形体。
(もっと読む)
スクイズピンの異常検知方法及び成形機
【課題】スクイズピンの異常を安定して検知できる成形機を提供する。
【解決手段】キャビティCの溶湯を加圧可能なスクイズピン75を有するダイカストマシンDC1は、キャビティCに溶湯が充填されている状態でスクイズピン75を前進させてキャビティCの溶湯を加圧する加圧工程と、キャビティCに溶湯が充填されていない状態でスクイズピンを前進させてスクイズピンの潤滑及び冷却の少なくとも一方を行うスプレイ工程とを含む成形サイクルを繰り返し行い、スプレイ工程において、スクイズピン75のストロークを検出し、その検出結果と所定の基準値との比較に基づいてスクイズピン75の異常検出を行う。
(もっと読む)
101 - 120 / 173
[ Back to top ]