
Fターム[4F206AR14]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 流量、容積 (173)
Fターム[4F206AR14]に分類される特許
61 - 80 / 173
射出成形機の移動ダイプレートとタイバーの摺動面にグリースを供給する給脂方法およびその方法を行う装置ならびにその方法による成形方法。
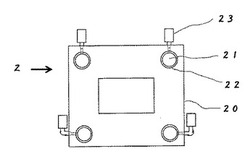
【課題】トグル等へのグリース給脂装置から独立した移動ダイプレートとタイバーの摺動面に連続してグリースを給脂して、安定した射出成形機の給脂方法、給油装置、および成形方法を提供する。
【解決手段】内部に封じ込んだ圧縮気体により常にグリースを送り出すようにされたグリース給脂装置23から複数本のタイバー21に沿って進退する射出成形機の移動ダイプレート20と同複数本のタイバーの各摺動面に連続的にグリースを給脂することを特徴とした射出成形機の給脂方法とした。
(もっと読む)
排水枡及びその製造方法

【課題】 胴部の外径を開口部の外径よりも小さくして軽量化を図った3層構造の排水枡およびその製造方法を提供する。
【解決手段】 排水枡1は、肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製であって、胴部3と、胴部3の側壁3bの上方に接続された開口部5と、胴部3の側壁3bの下部から側方に突き出す、筒状の出側排水管取付部7と、筒状の入側排水管取付部9とを備える。入側排水管取付部9は、出側排水管取付部7より上方の胴部側壁3bから、出側排水管取付部7と直交する方向に突き出している。胴部3の外径は、開口部5の外径よりも小さい。また、出側排水管取付部7の肉厚T出と、入側排水管取付部9と胴部側壁3bとの接続部9Xの肉厚T入との比は、T出:T入=1:2.5〜1:4.5である。これにより、第2の原料(再生原料)の含有率を比較的高くした場合でもブレークスルーの発生を抑えることができる。
(もっと読む)
射出成形機
【課題】 吐出流量を変更可能なポンプが配設され油圧シリンダにより少なくとも一部の作動を行う射出成形機において、設備コストが安くて、なおかつエネルギー効率を改善することができる射出成形機を提供する。
【解決手段】 吐出流量を変更可能なポンプ52が配設され油圧シリンダ21,29,44により少なくとも一部の作動を行う射出成形機11において、前記ポンプ52は回転数が固定設定されたモータ53により作動され、少なくとも油圧シリンダ21,29,44が不作動の際には、圧力センサ58の値が圧力設定値または圧力設定値に近づくと、吐出流量が減少またはゼロになるようカットオフ制御されることを特徴とする。
(もっと読む)
射出成形方法
【課題】合成樹脂材料を無駄に消費しないようにすること。
【解決手段】固定金型3と可動金型16との間に形成されたキャビティS内に前記固定金型3及び可動金型16の前記キャビティ形成面側を合成樹脂の軟化温度以上に加熱した後に溶融した合成樹脂を射出し、この射出を終了した後に加圧ガスを前記キャビティ内に注入することにより合成樹脂Jに中空部を形成して、内側からこの合成樹脂の表面及び裏面を前記固定金型3と可動金型16のキャビティ形成面へ押し付けて保圧し、前記加圧ガスの供給を行いつつ前記固定金型3及び可動金型16の前記キャビティ形成面側を冷却してこのキャビティ形成面側の合成樹脂Jを硬化させたら前記中空部内の前記合成樹脂Jにより加熱された加圧ガスを装置外へ排出し、前記加圧ガスの供給を行いつつ前記中空部内の加熱された加圧ガスを装置外への排出を終えると、この排出を停止して再び保圧する。
(もっと読む)
プリプラ式射出成形機
【課題】構成が簡単で安価に実施でき、かつ成形材料の滞留を抑制できて高品質の成形品を高能率に成形可能なプリプラ式射出成形機を提供する。
【解決手段】成形材料の可塑化及び混練を行う可塑化部1と、可塑化部1で可塑化及び混練された成形材料を金型キャビティ31内に射出する射出部2と、可塑化部1の可塑化室15と射出部3の射出室27とを連通する成形材料通路4と、可塑化部1及び射出部2の駆動を制御する制御部5とを備えてプリプラ式射出成形機を構成する。制御部5は、金型キャビティ31内への可塑化材料の射出が完了した後、射出プランジャ22を成形材料通路4が開放される位置まで後退して、可塑化室15から射出室27内への成形材料の供給を行い、射出室27内に成形材料が満たされた後、射出プランジャ22を所定の前進位置まで前進して、成形材料の計量と射出とを行う
(もっと読む)
可塑化装置の制御方法
【課題】ベント孔を備えずに加熱筒内のガスや水分を排気することができる可塑化装置の制御方法の提供。
【解決手段】原料Mの入口側から前方へ第1フィードゾーンFZ1、第1コンプレッションゾーンCZ1、第1メータリングゾーンMZ1をフライト高さが順次低くなるよう形成し、第1メータリングゾーンMZ1の前方にデコンプレッションゾーンDZをフライト高さが第1メータリングゾーンMZ1より高くなるように形成し、デコンプレッションゾーンDZから前方へ第2フィードゾーンFZ2、第2コンプレッションゾーンCZ2、第2メータリングゾーンMZ2をフライト高さが順次低くなるように形成するスクリュ3を用いた可塑化装置15の制御方法であって、原料供給装置13は、第1フィードゾーンFZ1、第1コンプレッションゾーンCZ1及び第1メータリングゾーンMZ1を原料M又は溶融原料Mmで充満しないように原料Mの供給量を制限して制御する。
(もっと読む)
金型および光学用平板部材の製造方法
【課題】光学性能に優れた光学用平板部材(光拡散板や導光板等)を効率よく成形できる金型を提供する。
【解決手段】キャビティ面11Aを有するコアプレート11と、コアプレート11に形成された挿嵌孔11Bに挿嵌され、キャビティ面11Aに連通するゲート12を有するゲートブッシュ100と、ゲートブッシュ100に保持され、ゲート12を介して溶融樹脂を供給するホットランナー300と、コアプレート温度検出手段114と、ゲートブッシュ温度検出手段112と、コアプレート温調手段520と、ゲートブッシュ温調手段530と、ゲートブッシュ温度検出手段112により検出された温度をTbuとし、コアプレート温度検出手段114により検出された温度をTcaとして、−20℃≦Tbu−Tca≦15℃の範囲内となるように、コアプレート温調手段520およびゲートブッシュ温調手段530を制御する制御手段500とを備えている。
(もっと読む)
樹脂成形方法および樹脂成形品および金型
【課題】充填材の配向性を向上させることができる樹脂成形方法および樹脂成形品および金型を提供することを課題とする。
【解決手段】樹脂成形方法は、金型1を締め、樹脂流路90を形成し、樹脂流路90に邪魔部材221U、221Dを配置する型締め工程と、ノズルから、樹脂流路90に、母材と、母材に分散される異方性の充填材910と、を備える溶融樹脂91を注入し、溶融樹脂91の流れを邪魔部材221U、221Dが邪魔することにより、邪魔部材221U、221Dの上流側における溶融樹脂91の流速のばらつきを補正すると共に邪魔部材221U、221Dの下流側にウェルド部WLを形成し、ウェルド部WLの延在方向における充填材910の配向性を向上させる注入工程と、金型1を開き、樹脂成形品93を取り出す型開き工程と、を有する。
(もっと読む)
射出装置
【課題】ホッパ内に貯留された射出成形用の原料樹脂を乾燥させる場合、従来では射出成形機とは別な独立した乾燥機を用いているため、設備全体が大型化する上にエネルギー効率が悪い。
【解決手段】射出成形機にて発生した熱を回収するための熱交換部51を持った熱回収手段15と、原料樹脂11を収容してこれを射出成形機の射出シリンダ部13へと供給するためのホッパ40とを有する本発明による射出装置は、一端側に熱交換部51が取り付けられると共に他端がホッパ40内に連通する熱風ダクト52と、熱交換部51にて回収された熱を熱風として熱風ダクト52からホッパ40内に導くための排気ファン53と、ホッパ40に形成された排気口56に連通する排気ダクト54とを熱回収手段15が具え、排気ファン53が排気ダクト54に組み込まれている。
(もっと読む)
射出成形システム、射出成形方法
【課題】加熱時における金型温度のオーバーシュートを確実に防ぐことのできる射出成形システム、射出成形方法を提供することを目的とする。
【解決手段】予め金型を加熱したときの金型昇温曲線L1から平均係数a’、加熱遅れτ’を求め、これら平均係数a’、加熱遅れτ’を金型ごとに特有の設定値とし、射出成形を行うときには平均係数a’、加熱遅れτ’から昇温予想曲線L2を生成し、これに基づいて金型の加熱時に加熱媒体の供給を停止するようにした。また、射出成形中にも金型の昇温状況をモニタリングし、平均係数a’、加熱遅れτ’を求めるようにし、直前のサイクルで記憶した平均係数a’、加熱遅れτ’から、加熱媒体の供給を停止すべき温度TH’を順次更新していくようにした。
(もっと読む)
射出成形装置及び射出成形品の冷却方法
【課題】型開き状態においてプラスチック成形品の形状に応じてプラスチック成形品をバランス良く冷却して成形サイクルの短縮と成形品質の向上を図る。
【解決手段】本発明の射出成形装置1は、可動型3または固定型4の一方に、他方の型の分割面側に向かって冷媒Bを送出可能な冷媒導入流路9を備え、冷媒導入流路9は、可動型3と固定型4が型開き状態にあるとき、前記他方の型に保持される射出成形品の冷却速度が遅い部位26の少なくとも一部に対して直接、冷媒が作用するように構成されていることを特徴とする。
(もっと読む)
射出成形装置及び射出成形品の冷却方法
【課題】型閉じ状態から型開き状態に亘って連続的に射出成形品の冷却を行えるようにすることによって射出成形品の成形サイクルを短縮して良質の射出成形品を効率良く生産できるようにする射出成形装置及び射出成形品の冷却方法を提供する。
【解決手段】可動型3と固定型4の型開き時に射出成形品が保持される側の型の分割面における射出成形領域の近傍位置に設けられる冷却用溝6と、可動型と固定型の前記冷却用溝が設けられていない側の型に設けられ、分割面に出口24が開口される冷媒導入流路9とを備え、冷媒導入流路は可動型と固定型が型閉じ状態にあるときは前記冷却用溝の一部と連通することで該冷却用溝内に冷媒を導き、一方、可動型と固定型が型開き状態にあるときは保持されている射出成形品に対して直接、冷媒が作用するように指向されている。
(もっと読む)
冷却システム
【課題】 機械設備ごとに個別に冷却水温度設定を可能にしつつ、省エネルギ化を図る冷却システムを提供する。
【解決手段】 貯留タンク52と、冷却水循環ポンプ54と、温度検知器62と、熱交換器56を具備した個別温調器を前記複数の機械設備に各々備え、熱交換器56に被冷却流体を供給する冷却装置1を接続している。記冷却装置1は、冷却塔2と、チラーユニット3とを備え、外気温度が低い場合は冷却塔のみで被冷却流体を冷却する。被冷却流体の全体はインバータ制御可能な被冷却流体循環ポンプ70で制御し、各々の個別温調器へは流量制御弁66の流量で制御する。
(もっと読む)
複合成形品の製造方法
【課題】成形サイクル時間の短縮が可能であり、安定的に良好な密着性を有する液晶性ポリマーと金属の複合成形品を提供する。
【解決手段】液晶性ポリマーと金属部品との複合成形品の製造方法であって、
(1)成形用金型が、成形機との連動性を制御するための主型と、温度制御のための加熱用回路と冷却用回路を有する液晶性ポリマーと金属部品とが接する部分を内部に包含する駒型に分割され、
(2)成形用金型の成形時に樹脂が流入して接する部分が十点平均粗さ(Rz)が0.5μm以下に表面処理され、駒型の容積を60cm3以下にし、駒型の主型に接する外周部が断熱処理された状態で主型に駒型が埋め込まれた成形用金型を用い、
(3)成形用金型内に金属部品を設置し、駒型の金型温度を特定範囲に加熱した状態で液晶性ポリマーを射出充填し、成形用金型内に液晶性ポリマーが充填完了した後、直ちに駒型の加熱用回路を遮断すると共に駒型の冷却用回路により7℃/秒以上の冷却速度で急速冷却する。
(もっと読む)
成形機の射出装置
【課題】成形材料の射出と成形材料の増圧との双方をモータの駆動力により行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、射出プランジャ5に固定されたシリンダロッド23、シリンダロッド23が固定された前側ピストン25、及び、前側ピストン25のヘッド側の第2シリンダ室C2の作動液を加圧可能な後側ピストン27を有するシリンダ装置11と、第1モータ13と、第3モータ19と、第2シリンダ室C2に連通されるタンク61と、第3モータ19の駆動力によりシリンダロッド23がキャビティCa側へ前進しているときにタンク61から第2シリンダ室C2への作動液の流れを許容し、第3モータ19の駆動力により後側ピストン27が第2シリンダ室C2の作動液を加圧しているときに第2シリンダ室からタンク61への作動液の流れを阻止するプレフィルバルブ65と、を有する。
(もっと読む)
筒部材および筒部材成形方法および金型
【課題】インテグラルヒンジ部付近が径方向内側に没入しにくい筒部材、および筒部材成形方法、および筒部材の成形に用いる金型を提供することを課題とする。
【解決手段】筒部材成形方法は、インテグラルヒンジ部40と、インテグラルヒンジ部40を介して周方向に連結される複数の分割体41f、41rと、を一体的に備え、インテグラルヒンジ部40を湾曲させることにより全体として筒状態になるエラストマー製の筒部材4を、インテグラルヒンジ部40を湾曲させない展開状態で成形する筒部材成形方法であって、インテグラルヒンジ部40を成形するヒンジ成形部230と、複数の分割体41f、41rを成形する複数の分割体成形部231f、231rと、を備えるキャビティ23の、少なくともヒンジ成形部40に、軸方向一端から軸方向他端に向かう方向に、溶融原料を流動させることを特徴とする。
(もっと読む)
インサート成形物及びその成形方法
【課題】反りなどの不良の発生を抑制でき、生産コストの更なる低減を可能とするインサート成形物およびその成形方法を提供すること。
【解決手段】平板状のインサート物を、上下両面からサポートピンで成型用型内の空間の所定位置に挟持し、左右両端から溶融樹脂を注入して、サポートピンなしで保持可能な時点でサポートピン先端を成形面まで後退させ、樹脂の充填を完了し、樹脂を固化させて、インサート成形物を得る。
(もっと読む)
オンラインブレンド型射出成形機の制御方法
【課題】 フィーダ原料供給量を自動調整することによりショット毎の実際の成形サイクル時間を予め設定した設定成形サイクル時間に近づけるオンラインブレンド型射出成形機の制御方法を提供する。
【解決手段】工程ST3で初回のショット動作が指令され、工程ST6でパラメータP1、P2および初回ショット動作時の各データが制御装置内のデータメモリから取り込まれる。P1は、実サイクルを設定サイクルとみなすときの時間許容値(sec)、P2は計量時間のモニタ値と冷却タイマ(TR3)の差に対する時間許容値(%)である。工程ST7では、実サイクル>設定サイクル、が判定され、YESのときは工程ST8でフィード量修正の指令CN0が与えられる。このCN0に対応する修正フィード量Q’は、Q’=Q+(Q×Qrev)である。ここで、Qrev=(実サイクル−設定サイクル)/設定サイクル、である。
(もっと読む)
包装容器の製造法
【課題】樹脂を必要箇所に充分に充填し、余剰樹脂の流出がないように注入樹脂量を調整するのが容易であり、余剰樹脂が流出すること無く、ヒケの発生、容器の変形が発生することがない包装容器の製造法を提供する。
【解決手段】包装材料を所定形状に裁断し、縦シールしてスリーブ2を得、スリーブ上端部2aに容器頂部3をインジェクション成形によって形成し、容器底部から食品を充填し、底部をシールして得る包装容器の製造法であって、スリーブ上端部2a内面に接する外周面に、三角錐状刻み目14が連続的に形成された内金型11及び外金型12を準備し、スリーブ上端部2aを包むキャビティ12を形成し、キャビティ12内に、キャビティ12に射出されるプラスチックを、キャビティ12の体積から刻み目14の体積を除いた体積より多いが、刻み目14の体積を含むキャビティ12の全体体積より少ない量に調整して容器頂部を成形する。
(もっと読む)
射出成形機の制御装置
【課題】 外乱(温度変動等)による圧油の粘性に基づく圧損及びその変動の影響を回避し、成形品重量の減少傾向及びバラツキが大きくなる不具合を解消する。
【解決手段】 スクリュ位置センサ4から得る位置検出値Xdを変換した速度検出値Vdに基づいて速度のフィードバック制御を行うとともに、射出圧センサ6bから得る圧力検出値Pdbに基づいて圧力のフィードバック制御を行い、かつ少なくとも予め設定した圧力設定値Psと圧力検出値Pdbの圧力偏差値Epが予め設定した切換判断値Eps以下になったなら速度制御領域Zvから圧力制御領域Zpへの切換を行うとともに、この切換時に、速度制御領域Zvにおける速度指令値を所定の制御パターンDpにより制御した後に圧力制御領域Zpに移行させるVP切換制御機能部Fcとを備える。
(もっと読む)
61 - 80 / 173
[ Back to top ]