
Fターム[4F206AR14]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 流量、容積 (173)
Fターム[4F206AR14]に分類される特許
21 - 40 / 173
射出成形機及び射出成形方法

【課題】ならし運転の条件設定が容易な射出成形機の提供。
【解決手段】量産移行までのならし運転時における樹脂の充填量を設定する射出成形機1であって、量産時の樹脂の充填量を入力する入力設定手段35と、入力設定手段に入力される情報を入力パラメータとして、量産移行までのならし運転時の各ショットにおける樹脂の充填量を算出するアルゴリズムを記憶する記憶部26と、入力設定手段に入力された情報に基づいて、記憶部に記憶されたアルゴリズムを用いて、ならし運転時の各ショットにおける樹脂の充填量を算出し、該算出した充填量に基づいて、ならし運転時の各ショットにおける金型に充填する樹脂の充填量を制御する制御手段26とを備える。
(もっと読む)
改良型の共射出成形
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法

【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
合成樹脂成形用金型およびその成形方法
【課題】高品位外観の樹脂成形品を得る短い成形サイクルでしかも反り変形も小さい合成樹脂成形用金型およびその成形方法を提供する。
【解決手段】入れ子101のおも型204の間に樹脂断熱層205を塗布し、入れ子101の製品面側に電気ヒーター202を配置し、入れ子101のおも型204側に冷却回路102を配置し、また製品側入れ子表面103と電気ヒーター202の間もしくは電気ヒーター202間に複数の温度センサー203を配置して合成樹脂射出成形金型を構成する。入れ子101の熱収縮により、おも型204と樹脂断熱層205との間に隙間が形成されて空気断熱層となり、入れ子101の熱容量を小さくでき、入れ子101の加熱・冷却を早くすることが可能となって、成形サイクルを短できる。また、入れ子101の熱容量が小さくできることから、入れ子101の複数部位の冷却速度差も小さくなり、樹脂成形品201の反り変形も小さくできる。
(もっと読む)
二色成形品及びその製造方法
【課題】二色成形品及びその製造方法に関し、二次側成形時に発生するガス焼けやウエルドラインの発生を防止する。
【解決手段】一次側成形品30は、一次側ベース部50、一次側装飾用凸部60、立上面61,62、交差面63〜66、該立上面及び該交差面とで少なくとも囲まれ、該一次側装飾用凸部の外側に位置する該一次側ベース部上の袋小路部70,71、該袋小路部に形成され、該一次側ベース部の意匠面側から裏面側に貫通する二次側樹脂流動路80,81、一次側ベースの裏面側から突出し、該二次側樹脂流動路の周囲を囲む防護壁90を有する。二次側成形品40は、意匠面側成形部100、裏面側成形部110、該二次側樹脂流動路を意匠面側から裏面側に流動し、該防護壁をはさんで該裏面側成形部と離れて点在する点在成形部120を有する。
(もっと読む)
射出成形用金型および射出成形方法
【課題】 成形体を構成する樹脂の性質に応じてウェルドラインが生じることを抑制するように金型内の樹脂流を制御できる射出成形用金型および射出成形方法を提供すること。
【解決手段】 射出成形用金型10は、端部において互いに接続される少なくとも2つの流路を有する空洞21と、流路に樹脂を注入する樹脂注入手段31,51と、流路内を流れる樹脂が会合し始まってから樹脂が固化するまでの間に樹脂が会合する部位近傍において樹脂が流路を画成する壁面に沿って流動することができるように、流路内を流れる樹脂が会合し始まるときの一方の流路内を流れる樹脂の先頭部分の先端面の形状と他方の流路内を流れる樹脂の先頭部分の先端面の形状との少なくとも一方を、これら流路内を流れる樹脂の性質に応じて制御する樹脂流制御手段32,33,41,52,53と、備える。
(もっと読む)
成形機の液圧装置
【課題】液圧回路の異常を少ない負担で検出可能な成形機の液圧装置を提供する。
【解決手段】ダイカストマシン1の液圧装置14は、液圧回路16を介して電磁流量調整弁22からの作動液が供給される液圧シリンダ13と、液圧回路16の圧力を検出する圧力センサ26と、成形サイクルにおいて、所定の駆動用供給量(F1)の作動液が電磁流量調整弁22から流出されることにより、液圧シリンダ13が駆動されるように電磁流量調整弁22を制御する制御装置17とを有する。制御装置17は、液圧回路16における作動液の定格の外部リーク量F0より多く、駆動用供給量(F1)よりも少ない、所定の診断用供給量Ftの作動液が電磁流量調整弁22から流出されるように電磁流量調整弁22を制御し、そのときの圧力センサ26の検出圧力が所定の基準圧力P0未満であるときに、異常が生じたことを報知する処理を行う。
(もっと読む)
多孔質体に充填された樹脂中に発生するボイド体積変化の予測方法及び多孔質体内の樹脂材料の流動解析方法
【課題】解析を用いたボイドを防止できる条件の選定により絶縁破壊を防止する。
【解決手段】固体部材を加熱した場合のガス発生量またはモル数の時間変化についてのデータベースを予め実験的に構築し、部材からのガス発生量,ガスの比熱比を解析の入力として用いて、固体の部材を加熱した場合の樹脂中のボイド発生を解析で予測することにより、ボイドを防止できる条件の選定を行う。
(もっと読む)
合成樹脂中空体の製造方法
化粧料溶液、薬品および飲料などの流体物質を収容する合成樹脂中空体の製造方法において、オーバーモールド工程の間、中空成型体に冷却したガスまたは冷却した加圧ガスを充填する。 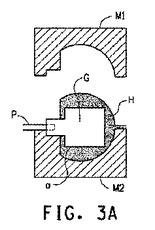 (もっと読む)
(もっと読む)
射出成形方法
【課題】 型締め力の低減が可能な射出成形方法を提供する。
【解決手段】 第2射出ゲート2から射出開始した後も、第1射出ゲート1から低い射出圧で射出し、品質を確保できる圧力まで昇圧する。その後、保圧工程では第1射出ゲート1は逆流を防ぐ程度の低い圧力で保圧し、第2射出ゲート2は品質を確保できる圧力まで昇圧させ、面品質を確保するタイミングをずらし成形する。
(もっと読む)
可塑化部の射出方法および可塑化装置
【課題】可塑化部より射出する材料の樹脂温度を安定させることができる。
【解決手段】可塑化ユニット10では、樹脂のうち溶融温度の高い方の温度に応じて加熱筒11の温度を設定し、可塑化スクリュー12を回転しつつ、樹脂を加熱筒11により所定時間だけ加熱して可塑化溶融させ、可塑化溶融された溶融樹脂M´を適宜な計量手段によって計量し、計量工程により計量した溶融樹脂M´の一部のみを射出口15aより射出するようにした。
(もっと読む)
材料配合供給装置、及び材料配合供給方法
【課題】成形終了時における配合済みの材料を低減し得る材料配合供給装置、及び材料配合供給方法を提供する。
【解決手段】材料配合供給装置は、所定の成形終了予定信号を生成する信号生成部と、成形機の材料投入口の上部側に設置される貯留部と、計量機から前記貯留部の上流側までの材料の待機量Mを検出する待機量検出手段と、所定のプログラムに基づいて、前記成形終了予定信号を受信した後の成形終了までに前記成形機において必要とされる材料の必要量Wを算出し、この必要量から前記待機量を減算し、その残り必要量RWに応じた残り必要計量回数Nを算出して、該残り必要計量回数の計量を前記計量機において実行させ、以降の計量動作を停止させる計量回数制御手段とを備えている。
(もっと読む)
射出成形金型
【課題】金型により成形する成形品に応じて適切な力によって離型することができるようになり、成形品に白化やクラックなどの損傷が生じることがない射出成形金型を提供すること。
【解決手段】型締めされた状態においてキャビティ13が形成される可動側金型11と固定側金型12とピン穴15と突出しピン14とを備える射出成形金型1であって、突出しピン14は突出しピン14にかかる応力を計測する計測部を有し、突出しピン14がピン穴15に挿通しているときに突出しピン14とピン穴15との相対向する側周面間に形成される間隙17を通してキャビティ13にエアーを給気する送風部18と、間隙17を通してキャビティ13にエアーを給気するときの送風条件を計測部の計測値に基づいて制御する送風制御部19とをさらに備える構成とする。
(もっと読む)
成形体の製造方法及びブリスター発生を抑制する方法
【課題】使用する液晶性樹脂組成物の種類によらず、ブリスターの発生を抑えることができるとともに、成形体の生産性を限界近くまで高めることができる成形体の製造方法及びブリスターの発生を抑制する方法を提供する。
【解決手段】所定の成形条件で液晶性樹脂組成物を射出成形した場合に、ブリスターが発生しない最大の射出容量(Vcmax)と、スプルーの出口径とノズルの出口径との比(φs/φn)と、の関係を所定の形式の関数(Vcmax=f(φs/φn))で導出し、Vcmax<f(φs/φn)を満たす条件で液晶性樹脂組成物を射出成形する。
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 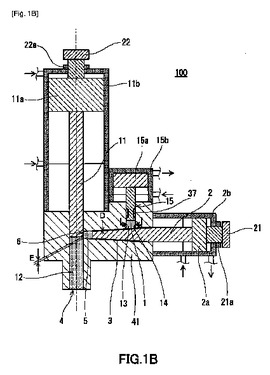 (もっと読む)
(もっと読む)
射出成形用金型
【課題】手間をかけずに各キャビティーへの樹脂の充填を均一にすることができるレンズ成形用金型を提供する。
【解決手段】固定金型1と可動金型2間に複数のキャビティー10が形成され、固定金型1と可動金型2間に各キャビティー10への開口部であるゲート7及び各ゲート7に接続するランナー4が形成されたレンズ射出成形用金型であって、各ゲート7に可動可能に配設され、各ゲート7の開口断面積を可変とする可動駒6と、各ゲート7に対する各可動駒6の位置を調整する可動駒位置調整機構を有する。各キャビティー10に温度センサー8や圧力センサー9を設け、各キャビティー10への樹脂の充填時に、各キャビティー10の温度履歴や圧力履歴が均一になるように、前記可動駒位置調整機構を制御し、各ゲート7に対する各可動駒6の位置を調整することが好ましい。
(もっと読む)
型内被覆成形方法及び型内被覆成形体
【課題】被覆膜厚を任意に制御でき、塗装欠陥のない均一な被覆膜を有する型内被覆成形体の成形方法を提供すること。
【解決手段】キャビティを形成した金型装置、型締め装置、射出装置、注入装置、キャビティ内への気体噴出装置を具備する成形装置を用いて、樹脂成形品の表面に被覆を施す型内被覆成形方法であって、
型締め装置によって型締めをされた金型装置のキャビティへ、射出装置により反応性樹脂を射出充填する第1工程、
反応性樹脂の硬化反応により成形体を得る第2工程、
キャビティ内に射出された樹脂の重合反応によって硬化収縮した状態で、キャビティ内の空間部の容積に対し40〜100%の容積の被覆剤を注入する第3工程、
被覆剤の注入完了後に成形体の裏面側から気体を噴出する第4工程、
被覆剤が硬化完了するまで被覆剤にかかる圧力が0Paよりも高い状態となるように被覆剤にかかる圧力を保持する第5工程
を有する型内被覆成形方法。
(もっと読む)
薄板成形品の成形金型、射出成形機、および射出成形方法
【課題】固定金型と可動金型の間に少なくとも2個以上のキャビティが配設され、該キャビティの端部にゲートが設けられた薄板成形品の成形金型を用いて、薄板成形品を同時に複数枚成形する際に、簡単な調整により複数枚の薄板成形品をそれぞれ良好な状態で成形することが可能な薄板成形品の成形金型、射出成形機、および射出成形方法を提供する。
【解決手段】固定金型13と可動金型12の間に少なくとも2個以上のキャビティ14a,14bが配設され、該キャビティ14a,14bの端部にゲートP3が設けられた薄板成形品の成形金型11において、キャビティ形成面23,43aを構成し交換可能または修正可能なブロック17,22,42と、キャビティ14a,14bへの溶融樹脂の流路を遮断または調整する溶融樹脂流動制御部19a,19bとがそれぞれ設けられ、溶融樹脂流動制御部19a,19bは個別に制御される。
(もっと読む)
透明樹脂薄板のスタックモールド
【課題】金型間にそれぞれ設けられるキャビティで良好な透明樹脂薄板を成形することが可能な透明樹脂薄板のスタックモールドを提供する。
【解決手段】固定金型15と可動金型17の間に少なくとも1枚以上の中間金型18を配設した透明樹脂薄板のスタックモールド11において、金型15,17,18間にそれぞれ設けられるキャビティ19,20は端部にホットランナ27,32およびホットランナノズル33を介して溶融樹脂が送られるゲート部37が設けられ、前記ホットランナノズル33または前記ゲート部37はキャビティ19,20への溶融樹脂の注入量が調節可能となっている。
(もっと読む)
光走査装置、画像形成装置、及び、プラスチックレンズの製造方法
【課題】 光走査装置の結像光学系に用いられるプラスチックレンズであって、該プラスチックレンズの副走査方向の外形寸法aと光線透過方向のレンズ厚bとがa/b>1を満足するプラスチックレンズにおいて、転写面以外の一部に凹部である不完全転写部を設ける場合に、プラスチックレンズの歪みを著しく低減し、副走査方向のバラツキを著しく低減させる。
【解決手段】 2つの転写面以外の対向する両側の側面に、凹部である不完全転写部が設けられており、対向する両側の側面に設けられている各不完全転写部の凹部の深さd1(x),d2(x)の偏差|d1(x)―d2(x)|が、各主走査方向位置xにおいて、副走査方向の外形寸法aの5%以下となるように設定されている。
(もっと読む)
21 - 40 / 173
[ Back to top ]