
Fターム[4F206JN12]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 複数回射出充填を行うもの (562)
Fターム[4F206JN12]に分類される特許
161 - 180 / 562
成形部品の製造方法及び携帯電子機器
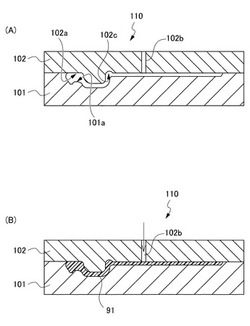
【課題】第1の成形部分と第2の成形部分の剥がれが生じにくい成形部品を製造するための成形部品の製造方法を提供すること。
【解決手段】本発明の成形部品の製造方法は、第1の金型101と第2の金型102とからなる第1の金型対110に第1の熱可塑性部材を射出して、内側本体部91aと、内側本体部91aの第1面側から突出した腕部91bと、内側本体部91aの第1面側と反対側の第2面側において腕部91bと対応する位置に設けられた凸部91dとを備えた内側キャップ部材91を成形する第1の成形工程と、内側キャップ部材91を設置した第1の金型101と、第3の金型とからなる第2の金型対に第2の熱可塑性部材を射出して、内側キャップ部材91の凸部91dを含む第2面側に第2の熱可塑性部材からなる外側キャップ部材92を成形する第2の成形工程と、を有することを特徴とする。
(もっと読む)
成形品の製造方法及び液体供給ユニット

【課題】第1成形部材と第2成形部材との間に可撓性のシート部材を挟み込んだ状態でこれらを一体に成形してもシート部材の変形を抑制することが可能な成形品の製造方法及び液体供給ユニットを提供する。
【解決手段】液体供給ユニットは、可動型21にケース部材14を保持させるとともに固定型22に各針部材16を保持させる保持ステップと、ケース部材14の各周壁部の内側にフィルター15をそれぞれ配置する配置ステップと、金型20の型締めを行うことで、ケース部材14と各針部材16とで各フィルター15を挟持する型締めステップと、ケース部材14と各針部材16との接合箇所に形成される接合用キャビティ27に、溶融樹脂をケース部材14の各周壁部と各針部材16との間を通って各フィルター15側に向かって流れるように射出して、ケース部材14と各針部材16と各フィルター15とを接合する射出ステップとを行うことによって製造される。
(もっと読む)
光学素子パッケージの製造方法
【課題】配列実装された複数の光学素子に対応するレンズ樹脂を、短時間かつ高精度に形成することが可能な光学素子パッケージの製造方法を提供することを目的とする。
【解決手段】第1の金型を用いてリードフレーム上にパッケージ樹脂11を形成し、パッケージ樹脂11の凹部11aに光学素子13を実装した後、第2の金型31を用いてパッケージ樹脂11上にレンズ樹脂として埋め込み樹脂を形成する。特に、埋め込み樹脂を形成する際には、第2の金型31においてパッケージ樹脂11が収納されるキャビティ31内に未硬化の樹脂を供給するための供給路31c内に、第1の金型の供給路脇のリードフレーム1上に付着した樹脂のバリbaを内包させる。
(もっと読む)
二色成形品の成形方法並びにその成形金型
【課題】複数のキャビティを区画する分割バーを内装した成形金型を使用して成形する二色成形品の成形方法並びにその成形金型であって、従来必要とした突起のカット除去工程を廃止し、かつ車体パネルに対する合わせ精度を高める。
【解決手段】ドアトリム(二色成形品)10は、ドアトリムアッパー20とドアトリムロア30とが境界溝部17を介して一体化されている。そして、境界溝部17における端末17aに相当する成形金型40には、端末処理機構部60が配置されている。この端末処理機構部60は、進退用シリンダ62によりスライドブロック61がキャビティに対して接離自在に支持され、分割バー51が上昇する際は、スライドブロック61はキャビティ外に後退しており、分割バー51が下降して成形上型41との間にスペースSができれば、このスペースSを埋めるべくスライドブロック61がキャビティ内に侵入することで、突起の形成を回避する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】形状および射出量が異なった一半部4、他半部5、一体化部6を射出機9の一回の樹脂材計量、金型7、8の1回の型締めで射出成形できるようにする。
【解決手段】射出機9は、一半部4、他半部5、一体化部6を射出成形するに必要な全射出量Mを計量し、該計量したもののうち一半部4、他半部5、一体化部6に相当する射出量を順次射出するものとし、金型には、射出機から分岐形成された各流路10〜15を開閉するバルブゲートピン10a〜15aが設けられ、前記射出量に対応する部位のバルブゲートピンを開放し他のバルブゲートピンは全て閉じるようにして各部位に順次射出するようにして1回の型締めで3射出を連続的にする。
(もっと読む)
合成樹脂成形品及び合成樹脂成形品の製造方法及び合成樹脂成形品を製造する金型装置
【課題】 表面層、裏面層の各厚みが所定の厚みとなって表面の外観が低下せず、安価で高品質の合成樹脂組成物を提供する。
【解決手段】 厚み方向の略中間に位置する界面層シート1の表面側に第1の合成樹脂組成物2が、裏面側に第2の合成樹脂組成物3が同時に注入されて形成されることで成形された合成樹脂成形品4である。第1の合成樹脂組成物2よりなる表面層5と、第2の合成樹脂組成物3よりなる裏面層6と、表面層5と裏面層6との界面に設けられて表面層5及び裏面層6と一体となった界面層シート1の3層構造となっている。
(もっと読む)
液体噴射記録ヘッド、及び液体噴射記録ヘッドの製造方法
【課題】気泡が混入されても液滴の不吐出に至るのを回避できる記録液供給路を構成する。
【解決手段】第1の流路形成部材11の底面には記録液供給路11aとなる溝が設けられている。一方、第2の流路形成部材12は複数の幅狭の長尺部である腕部12aを備えている。腕部12aは、第1の流路形成部材11底面の、記録液供給路11aとなる溝の輪郭に沿った形状となっている。第2の流路形成部材12の腕部12aは第1の流路形成部材11底面に形成された液体供給路11aとなる溝の開口を塞ぐ蓋としての役割を担っている。このような第1の流路形成部材11と第2の流路形成部材12は射出成形により形成され且つ接合部材13によって接合される。第1の流路形成部材11の記録液供給路11aとなる溝の開口縁と第2の流路形成部材12の腕部12aとが当接する部分の周囲を覆うように接合部材13が形成される。
(もっと読む)
射出成形用金型及び樹脂成形品の製造方法
【課題】インサートシートに第2樹脂注入を行なうときに、ゲート飛びを防止できる射出成型用金型及び樹脂成形品の製造方法を提供する。
【解決手段】第1キャビティ面1aが形成された第1型1と、第2キャビティ面2aが形成された第2型2と、第1型1とインサートシートSが配置された第2型2とを相対移動させることにより第1キャビティ22が形成され、その第1キャビティ22に第1樹脂を射出する第1ゲート6と、第1型1と第2型2とを相対移動させることにより第2キャビティ24及びゲート空間25が形成され、そのゲート空間25を介して第2キャビティ24に第2樹脂を射出する第2ゲート7とを備え、ゲート空間7は、インサートシートSの突出片10を受け入れると共に、その突出片10が第1型1に沿って接触するように配置可能に構成してある射出成形用金型。
(もっと読む)
多層射出圧縮成形用金型及びそれを用いた成形方法
【課題】第二の溶融樹脂が充填困難であった部位にスライドを設け、このスライドを利用して第一の溶融樹脂の肉厚を制限することで、第二の溶融樹脂の充填可能空間の確保を可能とし、本部位に第二の樹脂を充填可能とする多層射出圧縮成形金型及びその金型を用いた成形方法を提供するものである。
【解決手段】全閉した金型のキャビティ内に第一の溶融樹脂を射出成形し、その直後にメインパーティングを一定量型開きしたことで確保される空間に第二の溶融樹脂を射出し、圧縮成形する多層射出圧縮成形用金型において、
キャビティ形状でメインの金型パーティング面と交差する縦キャビティ部に、メインの型開き方向と異なる方向に駆動可能なスライドを設け、該スライドが、キャビティ内に突出可能であり、第一の樹脂成形品肉厚の制限が可能であることを特徴とする多層射出圧縮成形用金型及びその金型を用いた成形方法。
(もっと読む)
光輝性樹脂成形品及びその製造方法
【課題】凸凹形状を有する金属薄膜の表面側を透明な保護部材で被覆した光輝性樹脂成形品を容易に製造し得る製造方法の提供を目的とする。
【解決手段】金属薄膜の両面に樹脂層を一体的に配設して凸凹形状5を形成した光輝フィルム2を一方の金型の型面にセットした状態で金型を閉じて保護部材3又は支持基材4のいずれか一方を射出成形して、保護部材3又は支持基材4のいずれか一方と光輝フィルム2が一体的に溶着した半成形品を得、さらに、前記半成形品を他方の金型に残した状態で前記一方の金型を交換し、保護部材3と支持基材4のいずれか他方を射出成形することで、光輝フィルム2の両面に保護部材3と支持基材4が夫々一体的に溶着した光輝性樹脂成形品1を製造するようにした。
(もっと読む)
模様付き椅子の製造方法及びその製造方法で製造された模様付き椅子
【課題】透明な材質でできており、その模様が材質のどちらの面からも鮮やかに見え、両面からの機械的接触に対して模様が損傷を受けない、精緻な模様(グラフィック)が付与された模様付き椅子を提供し、パーソナライズされたデザイン椅子を、小ロット多品種であっても安価に製造することができる模様付き椅子を提供することである。
【解決手段】模様の両面を透明樹脂AとBとで挟んだ形態を有する基材によって構成された椅子の製造方法であって、該基材が、該透明樹脂Aの射出成型時に模様が印刷されたフィルムを金型内に敷き込み、該透明樹脂Aの射出成型と同時に金型内で該透明樹脂Aの表面に模様を転写する工程(1)を行い、模様が印刷されたフィルムが敷き込まれた側の金型をずらして、透明樹脂A上の模様と金型との間に空隙を作り、その空隙に該透明樹脂Bを射出成型する工程(2)を行うことによって得られたものである模様付き椅子の製造方法。
(もっと読む)
2色成形用金型装置および2色成形品
【課題】フィルムを波打ちすることなく2色成形品中にインモールドすることができる2色成形用金型装置及び2色成形品を提供する。
【解決手段】1次側金型の金型間にフィルム11を内在させ、1次側金型の第1キャビティC1に樹脂を射出して1次成形品8を成形し、フィルム付きの1次成形品8を2次側金型に移動させ、2次側金型の第2キャビティC2に樹脂を射出して2次成形品を成形することにより、1次成形品、2次成形品、フィルムが一体化された2色成形品を得る2色成形用金型装置において、第1キャビティC1は、1次成形品8からフィルム11がはみ出すようにフィルムよりも小さいサイズの1次成形品8を成形するように構成され、フィルムはみ出し側に位置し第1キャビティC1を形成するキャビティ形成壁面3aに、上記1次成形品8の成形収縮を規制する凸部3dが形成されていることを特徴とする。
(もっと読む)
型内塗装品の製造方法
【課題】 成形品裏面の形状に関係なく、所望の場所に磁性材料の配向による意匠を形成することができるようにする。
【解決手段】 裏面形成金型と表面形成金型と磁石が配置された塗膜形成金型とを備える型内塗装金型を用い、裏面形成金型と表面形成金型とを型閉じして、成形品を形成するための成形キャビティを裏面形成金型と表面形成金型との間に形成し、成形キャビティ内に成形樹脂を充填し冷却固化させて成形品を形成し、裏面形成金型が成形品を保持する状態で裏面形成金型と表面形成金型とを型開きし、裏面形成金型と対向する金型を表面形成金型から塗膜形成金型に切り替え、成形品を保持する裏面形成金型と塗膜形成金型とを型閉じして、磁性材料を含有する磁性塗料で成形品を塗装するための塗装キャビティを成形品と塗膜形成金型との間に形成し、塗装キャビティ内に磁性塗料を注入後、磁石により磁性材料の配向パターンを形成した後、磁性塗料を固化させることにより、磁性塗料を成形品に一体被覆させる。
(もっと読む)
射出成形用金型及び樹脂成形品の製造方法
【課題】ゲート飛びを防止しながら第2樹脂を射出できる射出成形用金型を提供する。
【解決手段】インサートシート1の他方面を第2キャビティ面7に接触するように配置した状態で第1キャビティ8を形成し、第2キャビティ9が形成するように、インサートシート1を固着した第1樹脂2を第1型4に保持させた状態で第2型5を第1型4に対して相対的に遠近移動自在に設け、第1キャビティ8に第1樹脂2を射出するゲート10から、第2キャビティ9に第2樹脂3を射出可能に設け、インサートシート1に固着した第1樹脂2の外側に突出する突出部11をインサートシート1に設け、第1樹脂2を射出する第1射出状態と、突出部11の一方面を第1型4に接触させた状態で突出部11の他方面上を通って第2樹脂3を射出する第2射出状態とに、第1型4と第2型5との相対的遠近移動によって切換自在に構成してある。
(もっと読む)
サンドイッチ成形品及びチェーン
【課題】良好に成形することができ、コア層に含まれる機能添加剤が良好にスキン層表面に滲出し、良好な性能が得られて持続し得るサンドイッチ成形品、及びチェーンを提供する。
【解決手段】サンドイッチ成形品10は、ベース樹脂としてのPOM13に、主機能添加剤としてのエチレングリコールジステアレート14を配合したコア層11の外側に、POM13に滲出助長剤としてのPE15を配合したスキン層12を形成してなる。スキン層12の非晶部に存在し、スキン層12の内外方向に並んでいるPE15を通って、エチレングリコールジステアレート14はスキン層12の表面に良好に滲出する。
(もっと読む)
車両用電波透過カバーの製造方法
【課題】製造コストを効果的に低減させる。
【解決手段】最終の外形形状にトリミングしされた加飾体300の両面に透明樹脂層200と基材層400とを射出成形することでミリ波レーダ用カバー100が製造される。つまり、最終工程で外形形状をトリミングする必要がない。よって、例えば、フィルムの両面に透明樹脂層と基材層とを射出成形した後に、全体を削って(切断して)最終の外形形状にトリミングする製造工程が不要とされるので、製造工程が簡略化される。したがって、製造コストが効果的に低減する。また、ミリ波レーダ用カバー100の製品外周面をより綺麗に仕上げることができる。
(もっと読む)
液状材料成形用射出成形機及びその制御方法
【課題】 成形中断に伴う射出シリンダ内における成形材料の硬化を確実に防止するとともに、高価な成形材料の無駄を最少限に抑えて無用なコスト上昇を回避し、かつ資源節減にも寄与する。また、稼働効率の向上及び作業遅延を来す不具合を回避する。
【解決手段】 予め、スクリュ3が所定の待機位置Xsから所定の移動ストロークLsだけ前進して成形材料Rの排出を行う材料置換動作Scを所定のインターバル時間Ti間隔で繰り返す中断時制御モードを設けるとともに、成形中断時に、少なくとも射出シリンダ2に供給された成形材料Rが硬化する手前で射出ノズル4から排出されるように移動ストロークLs及びインターバル時間Tiの長さを設定して中断時制御モードによる制御を実行する。
(もっと読む)
連続的な特性移行を有する熱可塑性ポリマー材料の射出成形のための方法
【課題】成形部品のために、段階無しに連続的な特性移行を認識可能にする部材のための製造方法を提供する。
【解決手段】熱可塑性ポリマー材料の射出成形による物理的及び/又は化学的特性の少なくとも一つの連続的な移行を有する成形部品を製造するための方法において、成形体の物理的及び/又は化学的特性の連続的な移行を、それぞれ異なる物理的及び/又は化学的特性を有する熱可塑性ポリマー材料の少なくとも二つの溶融ポリマー流のそれぞれの割合を逆方向に変更することにより生じさせることを特徴とする製造方法。
(もっと読む)
インサート2色成形方法および2色成形金型装置並びにインサート2色成形品
【課題】手作業による金属部品のセットを解消し、金属部品を所定の位置に精度良くインサートする。
【解決手段】1次成形用金型で成形された1次成形品を2次成形用金型に移動させて連続的に2次成形品を成形し、1次成形品と2次成形品を一体化させる2色成形方法において、帯板状に加工された金属部品8を、1次成形用金型のキャビティ枠2a′に当接させてキャビティ2a内に配置し、1次成形用金型のキャビティに1次成形用樹脂を射出し、成形された1次成形品S1の表面と金属部品8の表面が面一である金属部品付き1次成形品を2次成形用金型に移動させ、2次成形用金型のキャビティに2次成形用樹脂を射出することにより、金属部品8がインサートされた2色成形品を成形することを特徴とする。
(もっと読む)
装飾成形品の製造方法および装飾成形品
【課題】製造工数や部品点数が少なく製造コストを低減できる装飾成形品の製造方法の提供。また、製法上のデザイン制約が起き難い装飾成形品の製造方法の提供。
【解決手段】表側成形体12と裏側成形体13との間で一体成形にて挟持した加飾フィルム14によって加飾するため、製造工数及び部品点数を少なくすることができる。そして、表側成形体12を形成した後の工程数が少ないため、表側成形体12を傷付け難くすることができ、高歩留りの生産を実現することができる。また、加飾フィルム14を固着して加飾するため、製法上のデザイン制約を起き難くすることができる。
(もっと読む)
161 - 180 / 562
[ Back to top ]