
Fターム[4F206JN12]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 複数回射出充填を行うもの (562)
Fターム[4F206JN12]に分類される特許
101 - 120 / 562
3色成形方法
【課題】ボックスの開口を覆うように組み付けられるパネルと、このパネルの一部に設けられる透明板と、この透明板の内面側とボックスの内部に配置された表示手段の表示面との間を密封するためのクッションとを、異なる3つの樹脂部材によって3色成形する場合でも、透明板を通したときの表示手段の視認性が悪化することを防止できる3色成形方法を提供すること。
【解決手段】3色成形方法は、パネルXを射出成形する第1の成形工程と、透明板Yを射出成形する第2の成形工程と、透明板Yの内面側の縁にクッションZを射出成形する第3の成形工程とを備えている。第2の成形工程では、透明板Yの内面側の縁にフランジY1が一体的に成形されるように透明板Yの成形キャビティ10を形成し、この形成した成形キャビティ10のうち、フランジY1が成形される成形キャビティ10から樹脂を射出して透明板Yを成形する。
(もっと読む)
二色成形品及びその製造方法

【課題】二色成形品及びその製造方法に関し、二次側成形時に発生するガス焼けやウエルドラインの発生を防止する。
【解決手段】一次側成形品30は、一次側ベース部50、一次側装飾用凸部60、立上面61,62、交差面63〜66、該立上面及び該交差面とで少なくとも囲まれ、該一次側装飾用凸部の外側に位置する該一次側ベース部上の袋小路部70,71、該袋小路部に形成され、該一次側ベース部の意匠面側から裏面側に貫通する二次側樹脂流動路80,81、一次側ベースの裏面側から突出し、該二次側樹脂流動路の周囲を囲む防護壁90を有する。二次側成形品40は、意匠面側成形部100、裏面側成形部110、該二次側樹脂流動路を意匠面側から裏面側に流動し、該防護壁をはさんで該裏面側成形部と離れて点在する点在成形部120を有する。
(もっと読む)
2段階射出成形工程を利用して同じ樹脂層で成形された厚レンズ
【課題】本発明は、同じ樹脂を2つの空間に注入する2段射出工程を利用して製作された厚い射出成形レンズを利用する新たな固体状態照明装置を提供する。
【解決手段】本発明は、1次注入時、所定量の溶融樹脂を注入して厚レンズの1番目層を生成する。この層は、モールドゲートと一致する少なくとも2つの長いバッフルを含む。2次注入時、1番目層がモールド空間の一部分となり、同じ材料を1番目層上に注入するが、このとき、他のモールドゲートを通じて前記バッフルの間に注入する。このモールドゲートはバッフルと整列状態をなすため、バッフルに沿って2次注入のための充電経路が形成される。また、モールドの換気を適切に行って気体を取り除くことにより、レンズ内部に気泡が全く生じない。
(もっと読む)
内装トリム部品を製造する方法
本発明は、特殊な射出成形プロセス及び選択的な裏打ち発泡プロセスを特徴とする内装トリム部品を製造する方法に関する。 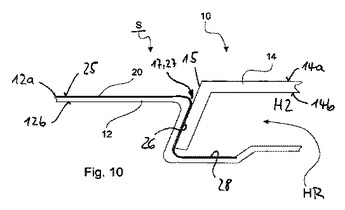 (もっと読む)
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて形成されたキャビティに、第一材料を射出して、筐体100を形成し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて形成されたキャビティに、第二材料を射出して、可動側金型に保持された筐体にシール部材を形成する。
(もっと読む)
射出成形方法及びパネル
【課題】特に側端面の見映えを良くし、外観意匠性を向上したパネルと、これを成形するための射出成形方法を、提供する。
【解決手段】凹凸を有する構造部2を備えた裏面層3と、裏面層3上に一体に設けられて外観面を形成する外観層4と、を含むパネル1を成形する射出成形方法である。裏面層3を射出成形によって形成する工程と、裏面層3上に、射出成形によって外観層4を形成する工程と、を備える。外観層4を形成する工程では、裏面層3の端部を覆って外観層4を形成する。
(もっと読む)
射出成形方法
【課題】射出成形品が型開き方向と略平行な垂直壁を有するものであっても、固定金型と可動金型とを型開きする際に、この型開きを容易にすると共に前記成形品の垂直壁表面を傷付けないようにし、更には成形品の型内塗装が容易に行えるようにすること。
【解決手段】可動金型部26の熱膨張を見込んで固定金型部6と可動金型部26との間に予め形成された隙間36を前記可動金型部26を加熱することにより熱膨張させて前記隙間36を無くし、この隙間36を無くした状態で溶融した合成樹脂をキャビティS内に注入充填し、その後、前記可動金型部26を冷却して熱収縮させると共に合成樹脂も熱収縮させて、合成樹脂成形品Jの外表面と固定金型部6との間に空間Gを形成する。
(もっと読む)
ポリウレタン複合材料部材の製造方法および複合材料部材
本発明は、a)熱可塑性組成物の支持体、およびb)該支持体に直接接触する少なくとも1つのポリウレタン層を含む複合材料部材の製造方法に関し、(i)第1操作工程において、熱可塑性組成物の溶融物を第一型キャビティ中に注入した後、冷却し、(ii)第2操作工程において、射出成形用型のキャビティを拡張し、それにより間隙を生じさせ、(iii)第3操作工程において、少なくとも1種のポリイソシアネート成分、少なくとも1種の多官能性のH-活性化合物、および任意に少なくとも1種のポリウレタン添加剤および/またはプロセス添加剤を含む反応性原料ポリウレタン混合物を、熱可塑性部材と拡張したキャビティの型表面の間にこのようにして生じさせた間隙中に注入し、ここで、該原料ポリウレタン材料混合物は熱可塑性支持体の表面に接触して重合し圧縮ポリウレタン層またはポリウレタンフォーム層を形成する、(iv)第4操作工程において、複合材料部材を型キャビティから離す、操作工程が互いに直接に続く方法に関する。  (もっと読む)
(もっと読む)
フィルタ要素およびフィルタ要素を製造するための方法
襞折りパック(2)と、少なくとも部分的に前記襞折りパック(2)に成形して設けられたプラスチックフレーム(4)と、少なくとも部分的に前記プラスチックフレーム(4)に発泡成形して設けられた発泡プラスチックシール(7)とを備えるフィルタ要素(1)、特に自動車用の車室フィルタ。 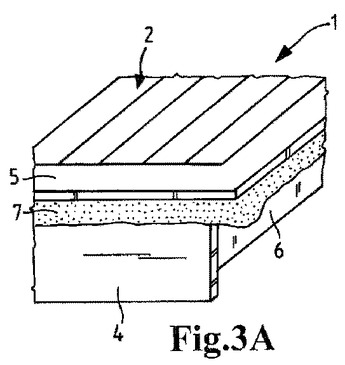 (もっと読む)
(もっと読む)
射出発泡成形装置及び射出発泡成形方法
【課題】 汎用的な射出成形機と3枚構造の金型を用いることにより、1回の成形動作で複数の発泡成形品を同時に成形できるので、生産効率が向上する。
【解決手段】 金型を開閉動作し型締力を負荷しさらに微小な型開き量を制御可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型とからなる3枚構造の金型と、固定型と中間型の間に形成されるキャビティ空間部Aおよび可動型と中間型の間に形成されるキャビティ空間部Bに連通するそれぞれの樹脂流路に設けられた樹脂流路遮断機構と、発泡性ガス成分を含む発泡性溶融樹脂を可塑化計量し金型のキャビティ空間部A内およびキャビティ空間部B内に射出充填することが可能な射出装置と、を備えた射出発泡成形装置。
(もっと読む)
多層成形品及びその成形方法
【課題】一次成形部材の表面部に二次成形材料を注入し、多層成形した製品において表面外観品質に優れた多層成形品及びその成形方法の提供を目的とする。
【解決手段】一次成形部材の表面部に二次成形材料を注入し多層成形する多層成形方法であって、一次成形部材の基材に開口部を予め形成し、二次成形材料の注入時に前記開口部を当該二次成形材料のガス逃げ部として作用させたことを特徴とする。
(もっと読む)
インサート部品とプラスチック外被を含む部材並びにその製法
本発明は、インサート部品並びに少なくとも2のプラスチック成分からのプラスチック外被を含み、前記インサート部品が第1のプラスチック成分Aにより包囲され、そして、前記第1のプラスチック成分Aが第2のプラスチック成分Bにより包囲されている部材であって、前記第1のプラスチック成分Aが、次のものから構成されている:A1:脂肪族及び芳香族ジカルボン酸及び脂肪族ジヒドロキシ化合物を基礎とする、少なくとも1のポリエステル、成分A1及びA2の全質量に対して5〜80質量%、A2:ポリラクチド(PLA)、ポリカプロラクトン、ポリヒドロキシアルカノアート及び脂肪族ジカルボン酸及び脂肪族ジオールからのポリエステル、からなる群から選択される少なくとも1のホモポリエステル又はコポリエステル、成分A1及びA2の全質量に対して20〜95質量%、A3:スチレン、アクリル酸エステル及び/又はメタクリル酸エステルを基礎とするエポキシド基含有コポリマーa)、ビスフェノールA−エポキシドb)又はエポキシド基含有の天然油、脂肪酸エステル又は脂肪酸アミドc)、成分A1及びA2の全質量に対して0.05〜15質量%、及び前記第2のプラスチック成分Bが、次のものから構成されている:B1:芳香族ジカルボン酸及び脂肪族又は芳香族ジヒドロキシ化合物を基礎とする少なくとも1の部分結晶性の熱可塑性ポリエステル、50〜100質量%、及びB2:少なくとも1の熱可塑性スチレン(コ)ポリマー、0〜50質量%、そのつど、第2のプラスチック成分Bのポリマー割合に対する、部材に関する。 (もっと読む)
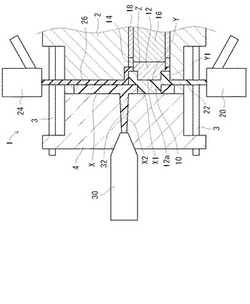
電子デバイスの中空樹脂パッケージの形成方法および形成装置
【課題】製造工程数を減らすことができ、さまざまな金型を組合せて使用できる、電子デバイスの中空樹脂パッケージの形成方法および形成装置を提供する。
【解決手段】チップ6が搭載された基板7を、第3の金型3の、第1の金型1の凹部13が形成された面と対向可能な面に配置し、第1の金型1と第2の金型2を接合させて形成するキャップのカバー部5a形成用のキャビティ内に樹脂材料を充填して固化させ、カバー部5aを成形する。その成形されたカバー部5aを第1の金型1の内側に保持した状態で、第1の金型1と第4の金型4と第3の金型3とを順番に積層して、カバー部5aを、第3の金型3に配置された基板7上に配置する。そして、カバー部5aが基板7上に配置された状態で、カバー部5aと第4の金型4との間に樹脂材料を充填して固化させ、カバー部5aの外周に位置する接合部を成形する。
(もっと読む)
複合材料物品の製造方法
【課題】多成分射出成形法により製造され、熱可塑性エラストマーからなる機能性素子がその上に直接成形されたポリアセタールからの複合材料物品を提供する。
【解決手段】1種以上の熱可塑性加工適性エラストマー(成分b)からなる機能性素子がその上に直接成形されたポリアセタール(成分a)から複合材料物品を製造する方法であって、成分aとbが異なる硬さをもち、第1工程で、硬さが大きい方の材料(成分a)をまず型内で予備成形し、冷却して型から取り出し、次いでより大きい他のキャビティに装入するか、又は部分的に型から取り出し、次いで最初の型の一部と共により大きなキャビティに移し、又は型から取り出さずに同じ型内に残し、型を可動性装置により拡大し、第2工程で、この材料に硬さが小さい方の材料(成分b)を重ね成形し、成分a)から形成された成形品をこの材料に強固に接着し、複合材料物品として型から取り出す方法。
(もっと読む)
多層成形品の製造方法、及び、多層成形品の製造に用いる金型セット
【課題】意匠性を向上させた多層成形品の製造方法、及び、多層成形品の製造に用いられる金型セットを提供する
【解決手段】第2型にインサートシート5を配置し、第1型と当該第2型とを型締めして、インサートシート5と第1型との間に第1キャビティを形成する工程と、第1キャビティに第1樹脂を注入して表側樹脂層7を成形するとともに、インサートシート5の外周の一部に表側樹脂層7の外周から突出する突出片5aを形成する工程と、第3型3に表側樹脂層7が接するように表側樹脂層7及びインサートシート5を保持させつつ、第3型3と第4型4とを型締めして、インサートシート5と第4型4との間に第2キャビティ8を形成する工程と、突出片5aと第4型4とで挟まれた空間を介して第2キャビティ8に第2樹脂を注入して裏側樹脂層9を成形する工程とを備えた。
(もっと読む)
積層射出成形用金型及び積層射出成形方法
【課題】成形材料の利用効率が高く、製品形状に制約が少なく、二層状態の肉厚が立ち面で安定し、また、基材層となる第一層の外縁を第二層で覆い製品の外観性を向上させた成形品を安価に得る積層射出成形用金型及び積層射出成形方法を提供すること。
【解決手段】一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造とした。
(もっと読む)
開ループ又は閉ループの方式で射出工程を制御する方法
本発明は、成形品2の製造中に、開ループ又は閉ループの方式で射出工程を制御する方法に関するものであり、溶融材料6が、少なくとも1つの射出装置5によって、成形型4によって囲まれた少なくとも1つのキャビティ3中に、少なくとも1つのノズル8を通じて注入される。本発明によれば、少なくとも1つのキャビティ3は、少なくとも1つの測定点13を有し、測定点13は二値検出器14と結合され、二値検出器14は、第1の定義された状態から第2の定義された状態に変化することができる。二値検出器14は、溶融材料6が測定点13に到着した時に、状態を変化させる。二値検出器の状態変化に基づいて、開ループ又は閉ループの制御装置10が、開ループ又は閉ループの方式で少なくとも1つの射出装置5の射出速度V、射出前の溶融材料6の温度T,少なくとも1つのノズル8での射出の終了、及び/又は後の工程の開始を制御する。  (もっと読む)
(もっと読む)
ランプリフレクタ成形体
【課題】耐熱性と剛性を兼ね備えながら表面平滑性に優れるランプリフレクタ成形体を提供すること。
【解決手段】固定金型部と可動金型部からなる金型を型締め工程、
該金型キャビティ内で熱可塑性樹脂を成形する工程、
該キャビティ内へ型内被覆組成物を注入する工程、
注入した該型内被覆組成物が脱型可能になるように硬化させる工程、
該型内被覆組成物が被覆された型内被覆成形体を金型から取り出す工程、
金型から取り出した該型内被覆成形体の一部に金属膜を被覆させる工程
により製造されるランプリフレクタ成形体において、
該熱可塑性樹脂が、ガラス繊維、カーボン繊維、無機ウィスカー及び非繊維状無機フィラーのいずれか1種を1〜50質量%含有し、PEI樹脂、PPE樹脂、PPS樹脂、ポリアリーレンスルフィド樹脂、PC樹脂、PET樹脂、PBT樹脂、PA樹脂、PP樹脂、ABS樹脂又はこれらのアロイのいずれかであるランプリフレクタ成形体。
(もっと読む)
射出成形方法
【課題】大型の樹脂製品であっても精度よく短時間に成形でき、かつその部位に応じて要求される品質を満足しつつも製造コストを可及的に低減し得る射出成形方法を提供する。
【解決手段】固定金型40と可動金型50とを型締めすることで双方の金型40・50間にキャビティ60を形成すると共に、このキャビティ60を互いに容積の異なるインパネの上面部に対応する領域61と、インパネの前面部に対応する領域62とに区画した状態で、これら複数の区画領域61・62に複数の射出ユニット70・80…から溶融樹脂を射出することでインパネの成形を行う。ここで、射出ユニット70・80…は3個配設され、このうち最も射出能力の高い1個の第1射出ユニット70で、最も容積の大きいインパネ上面部対応領域61に第1の溶融樹脂P1を射出し、かつ、残り2個の第2・第3射出ユニット80・90、残りのインパネ前面部対応領域62に第2の溶融樹脂P2を射出することでインパネの成形を行う。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置
【課題】本発明はアンテナパターン部がアンテナパターンフレーム上で浮く現象を防ぐアンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置に関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信するアンテナパターン部が形成される放射体と、上記アンテナパターン部が表面に形成されるように上記放射体がモールド射出成形され、上記アンテナパターン部を電子装置のケースの内部に埋め込ませる放射体フレームと、上記放射体フレームのようにモールド射出成形され、上記放射体フレーム上で上記アンテナパターン部が浮く現象を防ぐように上記アンテナパターン部にオーバーモールディングされて形成されるオーバーモールド部と、を含むことができる。
(もっと読む)
101 - 120 / 562
[ Back to top ]