
Fターム[4F206JN12]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 複数回射出充填を行うもの (562)
Fターム[4F206JN12]に分類される特許
61 - 80 / 562
ドライバ用グリップ及びその製造方法
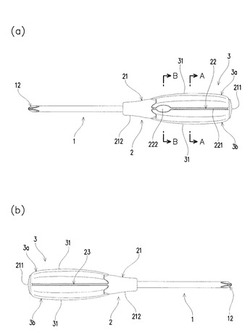
【課題】 グリップ本体が握り易いだけでなく、グリップ本体に回転トルクを加えた際に、回転トルクが効率的にコアに伝達できる工具のグリップ及びその製造方法を提供する。
【解決手段】 長尺に形成され、工具1の柄部11に固定される剛性のコア2と、筒状に形成され、コア2の外周に固定される弾性のグリップ本体3とを備え、グリップ本体3は、外周部を形成するグリップ外層31と、グリップ外層31の内側に配置され、グリップ外層31の握り変形を可能にする弾性層34とを備え、コア2は、長手方向と直交する方向に突出し且つ長手方向に沿って配置される突出部22,23を備える工具のグリップにおいて、突出部22,23は、長手方向と直交する方向において、先端部22a,23aが露出するように延設されることを特徴とする。
(もっと読む)
導光型装飾樹脂成型品およびその製造方法

【課題】 製品の外観上を美しく保ち、かつ、内部に配置された光源からの意図しない光の漏洩を防止することができる導光型装飾樹脂成型品およびその製造方法を提供する。
【解決手段】 導光型装飾樹脂成型品1は、1次側樹脂層として透光性を有する板状に形成された透光性樹脂層4と、2次側樹脂層としてその透光性樹脂層4の裏面側に一体的に形成され、光が透光性樹脂層4の裏面側へ漏洩することを防止する不透光性を有する不透光性樹脂層5と、透光性樹脂の外面を、光を漏洩させる領域を除いて被覆するように形成されて装飾意匠面を構成し、その光を漏洩させる領域以外の領域からの光の漏洩を防止する不透光性のものとされ、かつ先端部6が不透光性樹脂層5の側へ回り込むように位置する不透光性のシート材3と、を備える。不透光性のシート材3は、その先端部6が不透光性樹脂層5とオーバーラップする形態で、その不透光性樹脂層5と共に透光性樹脂層4を外側から囲い込む。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】塗装面(意匠面)側の開口部端部に塗料バリが発生せず、型開きの際、塗装面側の金型への樹脂成形品の抱き付きを防止することができ、製品押し出しの際、樹脂成形品に変形を生じさせない金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】第1金型と塗料注入機を備えた第2金型とが組み合わされて形成される金型キャビティに溶融樹脂を射出充填させて成形される樹脂成形品に、貫通する開口部を形成するための凸部が型開閉方向に突出するように形成されている金型内塗装用金型であって、前記開口部を形成するための凸部が、前記樹脂成形品の非塗装面側の前記第1金型に形成された第1凸部と、前記第1凸部と対向するように塗装面側の第2金型に形成された第2凸部との突き当てにより形成されていることを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
断熱層付き管継手
【課題】非発泡性樹脂の内部での発泡性樹脂の発泡の挙動および流動を規制し得るようにする。
【解決手段】管状の継手本体12と、継手本体12の開口部に一体に形成された受口部13とを有し、継手本体12および受口部13が、非発泡性樹脂15によって主に構成されると共に、非発泡性樹脂15の内部に発泡性樹脂を発泡させて成る断熱材層16が封入された断熱層付き管継手17であって、継手本体12と受口部13との境界部分の少なくとも一つに、断熱材層16を境界部分で堰止可能な堰止部21が設けられるようにしている。
(もっと読む)
型内被覆成形方法
【課題】 簡単な構造の金型を使用して、塗料の漏れを効果的に防止できる型内被覆成形方法を提供する。
【解決手段】 本発明によれば、固定型と可動型の間で、製品キャビティと、該製品キャビティの金型割面に隣接して該製品キャビティを周りから囲むようにして配された補助キャビティと、を形成する型内被覆成形用金型を用いて、該補助キャビティに対して、樹脂を補充填することにより、塗料漏れを防止するためのシール部を形成する。本発明は前述の構成により、簡単な構造の補助キャビティを利用して、塗料漏れを効果的に防止する。
また、本発明において、金型割面を金型開閉方向と略直行する方向に延びる方向に形成すれば補助キャビティの製作加工が容易であり、金型割面を金型開閉方向に延びる嵌合部とすれば非常に強力なシール部を形成することが可能である。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
型内被覆成形用金型
【課題】型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、樹脂成形品の両面に塗装を施しても塗料漏れしない漏れ防止機構を備えた型内被覆成形用金型を提供する。
【解決手段】型内被覆用成形金型の製品キャビティ15の外周部に金型開閉方向に延びる補助キャビティ17Aを設けて、該補助キャビティ17Aの固定側面及び可動型面に溝部を形成する。そして、樹脂の成形の際に、該溝部で補助キャビティで成形した部分の両面に突起を形成することによって、例え、金型を微開して塗料を注入したとしても、塗料が漏れ出さないシールを形成する。また、前記補助キャビティの先端に、エジェクターピン8等を配して、補助キャビティ17A部分をエジェクターピン8で突き出して製品を取り出す方式とすれば、製品取り出しの際にも、樹脂成形品の塗装面を傷つけることがない。
(もっと読む)
体液浄化カラム、その製造方法及び製造装置
【課題】人体に有害な溶剤、微粉末片等の残留物はなく、1、2次射出成形が適用されているにも拘わらず接合強度、接合部の気密性、液密性等は高く、医療器具として安全に使用できる体液浄化カラムを提供する。
【解決手段】体液の出入り口(9、9)を有する容器本体と、該容器本体内に設けられている体液浄化用充填材(F)とからなる。容器本体は、1次射出成形により成形された一対の半容器(A、B)が接合部位(C)において2次射出成形により接合されたものである。その接合部位(C)は、本体部(Ah、Bh)から斜め内方に角度θで広がるように傾斜して延びている接合部(At、Bt)の突合せ先端部(T、T)の外周部に位置している。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 2色の樹脂から構成され透明状のクリヤ塗装で覆われた外観性に優れた樹脂成形品を、効率的に製作できる金型とその成形塗装方法である。
【解決手段】 共通金型と第一成形金型を閉じ合わせ、間に形成される第一キャビティ内に溶融状態の樹脂を射出充填し、冷却固化して、第一成形品を成形する。共通金型と第一成形金型を開き、共通金型が第一成形品を保持した状態で、共通金型と第二成形金型とを閉じ合わす。共通金型と第二金型と第一成形品との間に形成される第二キャビティ内に、溶融状態の樹脂を射出充填し、冷却固化して、第一成形品と固着した第二成形品を成形する。第二成形金型を開き、第二成形金型と第一成形品およびと第二成形品との間に隙間を形成し、隙間内に塗料注入機から塗料を注入する。注入完了後、第二成形金型を型閉じ方向に前進させ塗料に型締力を負荷しながら硬化させる。
(もっと読む)
注出具の製造方法及びその注出具
【課題】ガスバリア層の露出を確実に防止し、且つ、ガスバリア層の膜厚を均一なものとすることができるガスバリア性を有する注出具の製造方法を提供する。
【解決手段】注出口形成部分P1bが形成される筒状の注出具形成部分P1と、注出具形成部分P1の上部に連続し、成形用ゲート部P2aが形成されるゲート形成部分P2とを有する注出具のプリフォームPFであって、注出具形成部分の筒壁部にガスバリア中間層をなすガスバリア用樹脂の層とそれを側方から覆う被覆層をなす樹脂の層とからなる多層部分が形成されるプリフォームPFを、ゲート形成部分P2に形成される成形用ゲート部P2aから射出成形により成形する成形工程と、プリフォームPFのゲート形成部分P2を切断し、注出具形成部分P1から分離する切断分離工程とを含むものとする。
(もっと読む)
樹脂成形品及びその製造方法
【課題】樹脂成形品においてウェルドラインを目立たなくさせる。
【解決手段】樹脂成形品の製造方法は、着色材料と、着色材料よりも溶融時の粘度が低く且つ着色材料よりも光線透過率が高い光透過材料とを準備する準備工程と、着色材料及び光透過材料を溶融した状態で成形型に充填する充填工程と、充填した前記着色材料及び光透過材料とを固化させる固化工程とを含んでいる。樹脂成形品1は、着色材料で成形されたメタリック層3と、メタリック層3よりも表層側に設けられ、前記着色材料よりも光線透過率が高い光透過材料で、メタリック層3と同時に成形されたクリア層4とを備えている。
(もっと読む)
内装材の製造方法および内装材
【課題】溝部における第1成形品と第2成形品の接合強度を向上させ、かつ、外観見栄えを向上させる。
【解決手段】本発明は、オーナメント基材28と、このオーナメント基材28とは異種の材質あるいは同種の材質で色が異なるものからなるドアトリム基材24とを備え、オーナメント基材28とドアトリム基材24との連結部40に沿って溝部22が形成されたドアトリム10の製造方法であって、オーナメント基材28を成形し、ドアトリム基材24を成形する成形型のうち下型52にオーナメント基材28を載置し、上型50に設けた押さえ部54をフランジ部32に押圧することで成形空間Sの内部をシールするとともに成形空間Sに延長部34を位置させて成形型を型閉じし、延長部34が第2成形品から離脱するとした場合における離脱経路上に樹脂を回り込ませて延長部34を覆い部38で覆うことにより連結部40を成形するところに特徴を有する。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 表面が部分的にあるいは多色で塗装され、その塗装境界線が明確で外観が美しい樹脂成形品を、金型内で成形塗装する。
【解決手段】 樹脂成形用金型と共通金型が閉じ合わさった状態で間に形成されるキャビティ内に、溶融状態の樹脂を射出充填し、その後冷却固化することにより、樹脂成形品を成形することが可能であり、さらに、共通金型が樹脂成形品を保持した状態で塗膜形成用金型と閉じ合わさり、樹脂成形品と塗膜形成用金型の間に塗料を入れる隙間が部分的に形成され、その隙間に塗料注入機から塗料を充填し硬化させることにより、樹脂成形品の表面を部分的に塗装することが可能である、金型内塗装用金型。その金型を用い、樹脂成形品の成形とその表面の部分的あるいは多色の塗装を金型内で行なう。
(もっと読む)
多層成形用金型及び多層成形用金型の交換方法
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、射出成形機への追加改造を最小にすることができ、更には、1組の金型として型締装置から容易に着脱可能な多層成形用金型及び多層成形用金型の交換方法を提供する。
【解決手段】第1金型と第2金型と中間金型とを備えた多層成形用金型において、前記中間金型が、複数のガイド手段により、前記第1金型と前記第2金型とに対向して移動可能に支持された回転金型支持部と、前記回転金型支持部に回転可能に支持され、少なくとも2つの金型分割面を有する回転金型部と、前記回転金型部を前記回転軸周りに回転させる回転手段とから構成され、前記中間金型を前記第1金型と前記第2金型とに対向して移動させる中間金型移動手段が、前記第1金型、前記第2金型及び前記中間金型の少なくとも1つに配置されることを特徴とする多層成形用金型によって達成される。
(もっと読む)
多色成形品の製造方法および多色成形品
【課題】ドアトリム基材とオーナメント基材との境界に形成された溝部の破断を防ぐ。
【解決手段】本発明は、ドアトリム基材24と、このドアトリム基材24とは異種の材質あるいは同種の材質で色が異なるものからなるオーナメント基材28とを備え、ドアトリム基材24とオーナメント基材28との境界34に溝部22が形成された二色成形品11の製造方法であって、第1成形空間S1に樹脂を射出してドアトリム基材24を成形する第1成形工程と、第2成形空間S2に樹脂を射出してオーナメント基材28を成形する第2成形工程とを備え、第2成形空間S2は、第2中子56をドアトリム基材24の内部から型抜きすることで形成された型抜き孔66を含んで構成されており、この型抜き孔66は、境界34から第2中子56の型抜き方向に沿って奥方に向かうほど内径が大きくなるあり溝状とされているところに特徴を有する。
(もっと読む)
樹脂成形品とその製造方法と樹脂成形品用成形型
【課題】本発明は、一次成形により得た光学素子の品質を二次成形により低くさせることなく、二次成形で得る隣接部材においても成形安定性や、遮光機能を確保することができる光学素子と、それに隣接した隣接部材とを一体化して成形する樹脂成形品とその製造方法と樹脂成形品用成形型を提供することである。
【解決手段】一次成形用金型10の可動側金型300と一次固定側金型100との間の一次キャビティ1000で光学素子1を一次形成する際に、光学素子1は、回転規制部1cが形成され、一次成形用金型10の可動側金型300と一次固定側金型100との型開き後に、二次成形用金型20によって光学素子1が保持された可動側金型300と、二次固定側金型200との間の二次キャビティ5000で隣接部材2を二次成形する際に、光学素子1の回転規制部1cと可動側金型300の成形面との接合部の凹凸嵌合部分で光学素子1の中心線を中心とする光学素子1の回転方向のすべりを規制する構成にした。
(もっと読む)
チューブ容器
【課題】従来よりも製造工程を簡略化することにより製造コストを削減でき、かつ、多品種少量生産に容易に対応できるチューブ容器を提供する。
【解決手段】チューブ容器10は、内容物を充填するチューブ本体20と、チューブ本体20の先端に開口され、内容物を吐出させるための吐出孔25と、チューブ本体20の先端部分を被覆して吐出孔25を閉塞するキャップ30とを備える。チューブ容器10の成形工程は、まずコア40と一次キャビティ50とを型閉じし、これらの間隙に合成樹脂を射出してチューブ本体20を射出成形する。次に、このチューブ本体20を残したコアと二次キャビティ60とを型閉じし、これらの間隙に合成樹脂を射出してチューブ本体20の先端部分にキャップ30を射出成形する。
(もっと読む)
非導通性金属光沢めっき膜を有する樹脂製品の製造方法、及び非導通性金属光沢めっき膜を有する樹脂製品
【課題】金属光沢を有しながら、非導通性の金属膜を形成した樹脂製品を安価に提供する。
【解決手段】めっき触媒核となる金属を含む触媒成分を加圧二酸化炭素に分散させた加圧流体を用いて、表面から深さ1μmまでの表層領域1cm3あたり、触媒成分を、触媒成分の金属換算で0.003〜0.05mg含有する樹脂成形体を作製し、触媒成分を含有する樹脂成形体を無電解めっき処理することにより非導通性金属光沢めっき膜を形成する。
(もっと読む)
型内被覆方法
【課題】 特殊な設備、金型を用いなくても被覆材と樹脂成形品の密着性を高め、外観品質の良好な成形品を得ることができる型内被覆方法を提供する。
【解決手段】 金型内に被覆材を注入して樹脂成形品の表面を被覆する型内被覆方法において、金型内へ被覆材を注入開始するタイミングを、樹脂の射出が完了した後で金型内の樹脂による圧力がゼロとなるタイミングとする。
(もっと読む)
型内被覆用金型
【課題】 インモールドコート法を実施するための被覆材を流す空間を必要な箇所に確保することができる型内被覆用金型を提供する。
【解決手段】 縁部2およびその周辺の裏面4にも被覆材5をコーティングする樹脂製品1を成形する型内被覆用金型において、樹脂製品1の縁部2近傍の裏面4にアンダーカットリブ9を成形するためのアンダーカット形状の溝部11をコア7に設けた。
(もっと読む)
61 - 80 / 562
[ Back to top ]