
Fターム[4F206JN12]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 複数回射出充填を行うもの (562)
Fターム[4F206JN12]に分類される特許
41 - 60 / 562
型内被覆成形方法及び型内被覆成形用金型
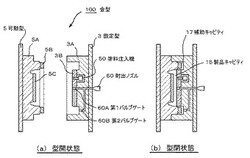
【課題】 型内被覆成形において成形品の表面側から注入した塗料を側面から裏面側に周り込ませて塗装する場合でも、効果的に塗料の漏れを防止する技術を提供する。
【解決手段】 本発明に係わる型内被覆成形用金型では、製品キャビティの金型割面に隣設した補助キャビティに突起部を配して金型開閉方向に伸びる壁部を形成するとともに、該壁部を形成する金型部分に対して、金型開閉方向に直交する方向に伸びる微小突起を成形するための溝部を形成した。本発明は、前述の構成により、成形時において金型を微小に開くことにより塗料を注入するための隙間を確保するとともに、微小突起が溝部から外れて金型のキャビティ面に強く押し付けられるので漏れを防止するためのシール部を形成する。従って、本発明によれば、樹脂成形品の表面側から注入した塗料を側面から裏面側に周り込んで広げて塗装する場合においても、塗料の漏れを効果的に防止できる。
(もっと読む)
回転金型支持装置及び多層成形方法

【課題】単層射出成形機を積層射出成形機に転用する場合に、成形機への追加改造を少なくすることができ、更には、固定金型と可動金型と回転金型部とを1組の金型として型開閉装置から着脱することができる回転金型支持装置及び該回転金型支持装置を備えた射出成形機を使用する積層成形方法を提供する。
【解決手段】固定盤と可動盤との間に配置され、1つの円軌跡と、それぞれの一端が該円軌跡に連続して接する型開閉方向に平行な1組の平行直線軌跡とで同一平面に構成される案内軌跡を有するスライドガイド部と、前記スライドガイド部に案内される2つのガイドブロック部と、前記ガイドブロック部が、前記同一平面において前記円軌跡の直径と同じ距離だけ離間するように配置される回転金型支持部と、前記ガイドブロック部の一方と前記可動盤との間を連結する第1のリンクと、を備えたことを特徴とする回転金型支持装置によって達成される。
(もっと読む)
積層成形装置及び射出成形方法
【課題】使用可能な金型の大きさの制約を低減することが可能な積層成形装置及び射出成形方法を提供する。
【解決手段】固定盤と、固定盤と対向して配置され、固定盤に対して接近及び離間する方向に移動可能に設けられた可動盤と、固定盤と可動盤との間において、接近及び離間する方向に移動可能に設けられた中間盤であって、固定盤と対向する面及び可動盤と対向する面を有し、かつ、固定盤と対向する面から可動盤と対向する面に亘って貫通する収容空間を有する中間盤と、中間盤の収容空間の内部において中間盤に回転可能に支持された回転盤であって、固定盤及び可動盤に対向する少なくとも1組の平行な面を有する回転盤と、を備え、中間盤の固定盤と対向する面及び可動盤と対向する面の少なくとも一方の面は、金型を直接的又は間接的に取り付け可能な金型取付面である。
(もっと読む)
サンドイッチ成形体
【課題】ポリアミド樹脂を含有するサンドイッチ成形体を提供する。
【解決手段】サンドイッチ成形体は、以下を同時に満足することを特徴とする。(1)スキン層1が、ポリアミド樹脂、エポキシ化合物、ガラス繊維を含有し、(2)スキン層1におけるエポキシ化合物の含有量が、ポリアミド樹脂100質量部に対し0.2〜2質量部であり、(3)スキン層1における樹脂組成物の、(ポリアミド樹脂の融点+30)℃およびせん断速度1000s−1で測定された溶融粘度ηaが、300〜2000Pa・sで、(4)スキン層1における樹脂組成物とガラス繊維との混合比率が、質量比で、40/60〜70/30である。また、(5)コア部2は、ポリアミド樹脂と平均繊維長が0.5〜5mm、およびこれより長い繊維長のガラス繊維を含有し、(6)コア部2におけるポリアミド樹脂とガラス繊維との混合比率は、質量比で、30/70〜60/40である。
(もっと読む)
共射出成形物及び共射出成形方法
【課題】 共射出成形法のようにEVOH樹脂が高温に晒されることが避けられないような成形方法であっても、外観に優れた多層構造体を生産性良く提供することを目的とする。
【解決手段】 共射出成形において、(A)エチレン−ビニルエステル系共重合体ケン化物、及び(B)多価金属硫酸塩水和物の完全脱水物または部分脱水物を含有する樹脂組成物を用いる。
【効果】 樹脂組成物が高温での熱安定性に優れ、さらにEVOH樹脂の分解、発泡が抑制されるため、共射出成形方法によって、外観が優れる成形品を生産性良く得ることができる。
(もっと読む)
金型回転式射出成形機および金型回転式射出成形機の回転テーブルの回転方法
【課題】比較的簡単な構造により回転テーブルの前進限を規制し、テーブル回転時に回転テーブルの外側部分がふらついた状態にならずに安定的に回転できる金型回転式射出成形機および金型回転式射出成形機の回転テーブルの回転方法を提供する。
【解決手段】固定盤17または可動盤18の一方の盤に対して回転金型29を取付ける回転テーブル22が回転可能かつ離隔可能に設けられた金型回転式射出成形機11において、回転テーブル22の離隔を規制する離隔規制機構38が前記盤の回転テーブル22の回転軸27に当接される部分以外の部分に設けられ、前記離隔規制機構38には前記盤から離隔された回転テーブル22に対して当接される転動手段47が設けられている。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】金型移動手段を使用する、ある特定の形状を有する2層成形製品の金型内塗装において、金型分割面がフラットな構造で、且つ、金型キャビティから塗料等の被覆剤が漏れ出すことを防止するシール目的の不要部分等が無くても、被覆剤が漏れ出すことを防止することができ、被覆剤注入後に被覆剤に直接型締力を作用させることができる2層成形品用の金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】コア金型と、前記コア金型と組み合わされて第1キャビティが形成される第1キャビティ金型と、前記第1キャビティ内に第1樹脂を射出充填させて成形される1次成形体が保持された前記コア金型と組み合わされて、前記1次成形体の外周部全周に前記1次成形体が内包される第2キャビティが形成される第2キャビティ金型と、を備えたことを特徴とする2層成形製品用の金型内塗装用金型によって達成される。
(もっと読む)
樹脂パネル部材の成形方法
【課題】成形サイクルを長くすることなく、薄肉ソリッド部を十分に冷却硬化させて後発泡膨れ現象をなくす。
【解決手段】キャビティ容積を拡大させるコアバック法により基材3上にパッド13を一体に成形する時、基材3を保持するコア型103の型成形面109に突設された突出部109aを、基材3のパッド13外周縁部に対応する開口部27に嵌入してキャビティ117に臨ませ、キャビティ空間117aの熱可塑性樹脂をキャビティ容積拡大前に冷却硬化させて、パッド13の外周縁部に薄肉ソリッド部29を形成する。
(もっと読む)
厚肉成形品の製造方法
【課題】十分な機械的特性および良好な外観を得ることができる厚肉成形品の製造方法を提供する。
【解決手段】溶融した所定の合成樹脂Pを金型11内に射出する射出成形により、互いに積層された複数の層から成るとともに所定寸法以上の厚さを有する成形品1を製造する厚肉成形品の製造方法であって、他の層と積層すべき積層面2aに沿って延びかつ積層面2aに突設された複数のリブ4を有する第1次成形層2を、射出成形によって成形する第1次成形工程と、第1次成形層2の積層面2a側に積層するよう、第2次成形層3を射出成形によって成形する第2次成形工程と、を備え、第1次成形工程において、各リブ4の幅方向の両側の少なくとも一方に、第1次成形層2と第2次成形層3の積層方向に対し、所定の角度範囲で傾斜するテーパ面4aを有するように、第1次成形層2を成形する。
(もっと読む)
樹脂成形品の製造方法
【課題】成形サイクルを長くすることなく、耐久性に優れたコート層を形成することができる、コート層を有する樹脂成形品の製造方法を提供すること。
【解決手段】射出成形用金型のコアプレート(110a)のキャビティ面に熱硬化型のコーティング剤(120)を塗布する。このとき、コアプレート(110a)の温度Tmを、コーティング剤(120)の熱硬化温度Tcよりも低くする。その後、射出成形用金型のキャビティに熱可塑性樹脂(130)を注入する。このとき、コアプレート(110a)のキャビティ面の最高温度Tpが、コーティング剤(120)の熱硬化温度Tc以上となる。これにより、コーティング剤(120)は、熱可塑性樹脂(130)の熱により硬化する。
(もっと読む)
合成樹脂製射出成形品及びその射出成形方法
【課題】 本発明は、センターゲートが配設される中央部分が薄肉で、その周縁部に厚肉部を有する成形品におけるひけの発生を抑制することを課題とし、高品位の外観を有し、意匠性に優れた射出成形品を提供することを目的とする。
【解決手段】 中央部分を薄肉に形成し、この中央部分の周縁を厚肉に形成した合成樹脂製の射出成形品において、金型の、成形品の中央部分に対応する部分の所定範囲内に配設した複数個のピンゲートを介して溶融樹脂をキャビティ内に射出充填することによって成形した成形品を一次成形品とし、この一次成形品をインサート材として、一次成形品の少なくとも表側面に被覆状に溶融樹脂を流動させて第二次射出成形を実施して成形したものとする。
(もっと読む)
スパウト、及びスパウト付き包装袋
【課題】ガスバリア性に優れ、安価に製造することのできるスパウトを提供する。
【解決手段】スパウト10の周壁11は、第1の樹脂からなる内層11a及び外層11cと、該内層11a及び外層11cの間に位置し、ガスバリア性を有する第2の樹脂からなる中間層11bとから構成されている。また、スパウト10は共射出成形により一体に成形されている。
(もっと読む)
成形方法
【課題】ガラス板の全周に合成樹脂の成形部を、このガラス板の変形や破損をできるだけ招かない態様で、容易かつ適切に成形できるようにする。
【解決手段】雌雄一対の主型30、31と、この一対の主型30、31のいずれか一方に対しこの一対の主型30、31の金型分割方向xと同じ方向に可動可能に組み合わされると共に前進位置において主型内空間S内に位置される一部32aによってこの主型内空間Sを内側空間Saとこれを囲繞する外側空間Sbとに仕切る補助型32とを備えた金型3を用い、前記内側空間Sa内に前記ガラス板1をセットした後、前記外側空間Sbに前記成形部2を構成する一次側部分20の合成樹脂を充填し、次いで、前記補助型32を後退させてガラス板1と一次側部分20との間に空隙Scを形成させこの空隙Scに前記成形部2を構成する二次側部分21の合成樹脂を充填する。
(もっと読む)
歯間ブラシの成形方法および成形装置
【課題】歯肉を傷めず、歯垢、食物残滓等を略完全に除去できる歯間ブラシを安価に成形できる歯間ブラシの成形方法を提供する。
【解決手段】歯間ブラシは、硬質材からなる本体部(H)と軟質材からなり多数のブラシ毛がを有するブラシ部(B)とから構成する。このような歯間ブラシを、固定側金型(1)と、可動側金型(10)と、可動側金型(10)のパーティング側に設けられている成形治具(30)とからなる成形装置によって成形する。金型(1、10)には1次成形位置(X1)と2次成形位置(X2)が設けられ、成形治具(30)は180°回転させてこれらの位置を交互に移動させることができる。1次成形して本体部(H)を成形する。本体部(H)は成形治具(30)に載せて、成形治具(30)と共に2次成形位置(X2)に移動させ、2次成形によって本体部(H)にブラシ部(B)を成形する。1次成形と2次成形は実質的に同時に行う。
(もっと読む)
樹脂成形品の成形方法
【課題】非意匠面側に凹凸のある樹脂成形品を光輝性材料が混入している樹脂材によって成形したとき、非意匠面側での光輝性材料の乱れに伴うウェルドライン等が意匠面側では隠されて見栄えをよくする。
【解決手段】非意匠面側に凹凸のある樹脂成形品を、光輝性材料が分散状態で混入している樹脂材によって成形する樹脂成形品の成形方法であって、光輝性材料が混入した樹脂材14からなる溶融樹脂を金型10に注入して凹凸のある非意匠面22側を先に成形し、その後に同じく光輝性材料が混入した樹脂材14からなる溶融樹脂を金型10に注入して意匠面21側を成形する。
(もっと読む)
電磁波シールド性複合成形体とその製造方法
【課題】家庭用の電気・電子機器等から発生させる低周波の磁界波と電磁波のシールド性が優れた電磁波シールド性複合成形体と、その製造方法を提供する。
【解決手段】炭素繊維及び熱可塑性樹脂を含む第1樹脂組成物からなる第1成形体層と、メジアン径(d50)が5〜100μmで、アスペクト比が10以上である扁平軟磁性粉末及び熱可塑性樹脂を含む第2樹脂組成物からなる平板状の射出成形体層とを有する電磁波シールド性複合成形体であって、前記平板状の射出成形体層中において前記扁平軟磁性粉末が厚み方向と直交する方向に配向された状態で含有されており、前記平板状の射出成形体層が、縦120mm、横120mm及び厚み2mmの平板であるときの周波数0.1〜100MHzの範囲の磁界波シールド効果が8dB以上であり、かつ前記周波数領域の電磁波シールド効果が25dB以上である、電磁波シールド性複合成形体。
(もっと読む)
2色成形樹脂ウィンドウ及び2色成形樹脂ウィンドウの製造方法
【課題】外観品位の低下を抑制できる2色成形樹脂ウィンドウを提供する。
【解決手段】2色成形樹脂ウィンドウ1は、射出成形によりパネル形状に形成され、透明性を有する第1樹脂成形体10と、射出成形により第1樹脂成形体10の裏面10Bに一体化され、不透明性又は半透明性を有しつつ第1樹脂成形体10を補助する第2樹脂成形体20とを備える。第1樹脂成形体10の表面10Aには、第1樹脂成形体10と第2樹脂成形体20とが重なる領域である接合領域E2上で、第1樹脂成形体10のみの領域である透明領域E1と接合領域E2との境界Gに沿って延在する段差部51、52、53、54が形成されている。
(もっと読む)
ベルトクランプ及びその製造方法
【課題】 結束された被結束物がずれにくいベルトクランプ及びその製造方法を提供することである。
【解決手段】 ベルトクランプ1のベルト部3におけるワイヤハーネス2との接触面にベルト側摩擦部16を一体に設け、同じくバックル部5におけるワイヤハーネス2との接触面にバックル側摩擦部23を一体に設ける。そして、ワイヤハーネス2を結束したときに、その外表面をベルト側摩擦部16とバックル側摩擦部23による大きな摩擦力で押圧することにより、ワイヤハーネス2が長手方向にずれること(横ずれ)を防止する。
(もっと読む)
浴槽の製造方法
【課題】二層成形で浴槽を製造する際に、表面層を先の成形し、裏面層をその後に成形することにより、浴槽の製造効率を向上させることである。
【解決手段】二層成形によって表面層8と裏面層16とを成形する際、表面層8を先に成形する。その際、表面層8は裏面層16よりも傷が付きにくい等の高品質の樹脂で成形し、人目につき易い部位の見栄えを良好にする。また、裏面層9は表面層8よりも安価な樹脂で成形することにより、浴槽20の製造コストを低減する。
(もっと読む)
2色成形用金型及び2色成形品の成形方法
【課題】1次成形部を凹状に成形することなく、かつ、1次成形部が可動側金型とともに第1のキャビティから移動可能な2色射出成形金型及び2色射出成形方法を提供すること。
【解決手段】2色射出成形金型1は、可動側金型3と、第1のキャビティ41を可動側金型3との間に規定する第1の固定側金型5と、可動側金型3とともに1次成形部45が第1のキャビティ41から移動した際に、第2のキャビティ61を可動側金型3との間に規定する第2の固定側金型7とを備える。可動側金型3は、1次成形部45の成形時に第1の固定側金型5の固定側ランナ51から第1の樹脂43が流入する可動側ランナ55と、可動側ランナ55からの第1の樹脂43を第1のキャビティ41に射出し、第2のキャビティ61で2次成形部65が成形されるまで、1次成形部45と可動側ランナ55に残留した第1の樹脂43とが一体化された状態が保持されるゲート57,71とを備える。
(もっと読む)
41 - 60 / 562
[ Back to top ]