
Fターム[4F206JN27]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | キャビティ内での処理、操作 (1,234) | 加圧ガスの導入 (210)
Fターム[4F206JN27]に分類される特許
41 - 60 / 210
中空部を有する成形品の射出成形方法及び金型組立体
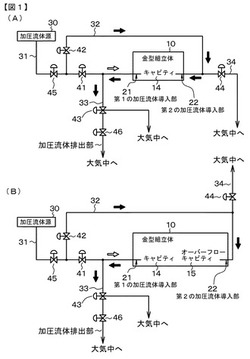
【課題】冷却、固化させるために長時間を必要とせず、しかも、安定した成形を可能とする、中空部を有する成形品の射出成形方法を提供する。
【解決手段】この射出成形方法は、成形品の最肉厚部を成形するキャビティの部分を挟むように配設された2つの第1の加圧流体導入部及び第2の加圧流体導入部21,22を備えてた金型組立体を用い、キャビティ内に溶融熱可塑性樹脂を射出し、キャビティ内の溶融熱可塑性樹脂に第1の加圧流体導入部を介して加圧流体を導入して中空部を形成し、加圧流体による保圧を行い、次いで、中空部内に第2の加圧流体導入部を介して加圧流体を導入し、中空部内に加圧流体を流しながら、キャビティ内の熱可塑性樹脂を冷却、固化させる。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型

【課題】 基材樹脂中の成分に、塗料の硬化を阻害する成分が含まれていたような場合においても、塗料の付着性を向上させることができる型内被覆成形方法と、それに用いるに好適な金型を提供する。
【解決手段】 樹脂の表面に被覆剤を注入する前の工程において、金型キャビティ内に充填した樹脂の被覆する側の表面と金型キャビティ面との間にガスを注入するための空隙を形成し、該空隙にガスを注入した後に急激に圧縮して昇温させる。本発明であれば、例え、塗料の付着性が良くない樹脂を基材として使用した場合においても、金型キャビティ内に注入したガスを断熱圧縮することで温度を上昇させ、基材樹脂の表面の反応性を高めて塗料の付着性を向上させることが可能である。また、金型キャビティ内に注入するガスを、酸素、又は、酸素と可燃性ガスの混合ガスにすれば、基材樹脂表面について、フレーム処理したと同様の効果を得ることが可能になる。
(もっと読む)
ガスカウンタープレッシャー成形方法、並びにその装置
【課題】 ガスカウンタープレッシャー成形の際に、金型キャビティ内でガス圧力が上昇する部分が複数箇所発生して問題となるような状況下においても対応できる成形方法とそれに適した装置を提供する。
【解決手段】 本発明によるガスカウンタープレッシャー成形装置は、開閉可能なガス排気手段を金型キャビティ内の複数箇所に備えて、射出成形装置のスクリュの位置に応じて、該複数箇所に設けたガス排気手段の開閉状態を、それぞれ個別に制御できる構成とした。従って、樹脂の充填時において、金型キャビティ内でガス圧力が上昇する部分が複数箇所発生して問題となるような状況下においても、スクリュ位置で、該複数箇所に設けたガス排気手段の開閉状態を、それぞれ個別に制御することにより、簡単に対応できる。
(もっと読む)
発泡体の製造方法及び製造装置
【課題】微細気泡を有し、高強度な発泡体を成形する方法及びそれに用いられる発泡体の製造装置を提供する。
【解決手段】発泡体の製造方法は、キャビティに、キャビティの容積よりも少ない体積の溶融樹脂を注入する注入工程と、注入工程の後に、キャビティ内の気体をキャビティ外に排出することによりキャビティを減圧する減圧工程と、前記減圧工程の後に、溶融樹脂を発泡させる発泡工程とを備えている。
(もっと読む)
発泡体の製造方法及び製造装置
【課題】微細気泡を有し、高強度な発泡体を成形する方法及びそれに用いられる発泡体の製造装置を提供する。
【解決手段】発泡体の製造方法は、キャビティに溶融樹脂を充填する充填工程と、溶融樹脂が充填されたキャビティに気体を注入する気体注入工程と、キャビティの気体をキャビティ外に排出することにより、気体が注入されたキャビティを減圧する減圧工程と、減圧工程が終了した後に、溶融樹脂を発泡させる発泡工程とを備えている。
(もっと読む)
発泡樹脂成形品の成形方法並びにその成形金型
【課題】カウンタープレッシャー工法により所要形状に成形され、スピーカグリル等のグリル孔を多数開設した発泡樹脂成形品の成形方法並びにその成形金型であって、型加工費を高騰化させることなく、製品端末近傍の凹凸形状部の成形性をアップさせる。
【解決手段】スピーカグリル20を成形するためのグリル孔形成用入子54の外周面と固定側金型50の型面との間の間隙54aに真空吸引機構60の真空吸引用配管61を連通させて、発泡樹脂材料Mの発泡成形時にキャビティCに滞るエアを上記間隙54aを通じて外部に排気することで、発泡樹脂材料Mの最終充填位置A付近の複雑な凹凸形状部(スピーカリング)21の成形性を高める。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品内のエア残りを低減し、外観性能並びに隣接部品に対する合わせ精度を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内にエアを注入し続ける。そして、発泡樹脂材料Mを製品キャビティC内に射出充填した後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作して、金型外周に配置したシール部70から外部にエアを排出することにより、製品内のエア残りを解消でき、外観不良をなくすとともに、隣接部品との合わせ精度を高める。
(もっと読む)
分岐部付パイプの製造方法
【課題】従来のフローティングコアによるパイプ成形法を利用し、その利点を生かしつつ、各種分岐部付パイプを合成樹脂で効率よく一体成形できるようにする。
【解決手段】一端にフローティングコア1を備えた加圧ポート2を有し、他端に第一排出口3を有する主キャビティ4内と、主キャビティ4に連通し、端部に開閉可能な第二排出口6を有する分岐部キャビティ5内に、溶融樹脂を射出した後、
加圧ポート2から加圧流体を圧入して、フローティングコア1を第一排出口3側に移動させると共に第一排出口3から溶融樹脂を押出させ主パイプ中空部を形成せしめる工程と、
主パイプ中空部が分岐部キャビティ5と主キャビティ4の連通部分に達した後に、第二排出口6を開放して、第二排出口6から溶融樹脂を加圧流体にて押出させ分岐パイプ中空部を形成せしめる工程と、
を有する分岐部付パイプの製造方法。
(もっと読む)
カウンタープレッシャー工法用成形型
【課題】大量のガスをキャビティ内に供給可能で、バリが発生したり、ガス供給路において樹脂詰りが生じたりする等の問題が生じ難いカウンタープレッシャー工法用の成形型を提供する。
【解決手段】本発明の成形型10は、第2金型30において、キャビティC内にガスを供給するガス供給路90と、ガス供給路90内に進退自在に嵌挿されたニードルピン80とが形成されている。そして、ガス供給路90の内壁には、嵌挿されたニードルピン80側に突出した構成を有し、ニードルピン80を位置決め可能な複数の位置決め部91と、位置決め部91よりも相対的にニードルピン80から離れる方向に窪んだ構成を有する溝部92と、が形成されていることを特徴とする。
(もっと読む)
射出発泡成形用金型および該金型を使用した射出発泡成形体の製造方法
【課題】特に複雑形状や大型の射出発泡成形体において、高発泡倍率を有し、かつ表面平滑性に優れ、均一微細な発泡層を持つ射出発泡成形体を製造することのできる射出発泡成形用金型を提供する。
【解決手段】固定型と前進および後退可能な可動型とから構成され、前記固定型と前記可動型から形成される成形空間内に発泡樹脂原料を充填し、前記可動型を型開き方向に移動させて発泡成形するための射出発泡成形用金型において、前記射出発泡成形用金型に設置されるゲート直下の領域に厚肉形成部を設けることを特徴とする射出発泡成形用金型。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】カウンタープレッシャー工法を使用した発泡樹脂成形品の成形方法並びに成形装置であって、中接部等、余剰ガスが滞留し易い箇所のガスを完全に抜気することで、発泡樹脂成形品における外観不良を解消する。
【解決手段】可動側金型30と固定側金型40とを型締めして、キャビティCを画成し、ブロー・バキューム機構50からガスをキャビティC内に注入してキャビティCの内圧を高めることで発泡樹脂材料Mの発泡反応を抑え、射出充填後、可動側金型30を寸開操作させるとともに、ブロー・バキューム機構50を通じてキャビティCの余剰ガスを型外に抜気する際、中接部等、余剰ガスが滞留し易い箇所に設けた中接部専用バキューム機構60から強制的に抜気することで、発泡樹脂材料Mの発泡時におけるキャビティCの内圧を一定に維持することにより外観不良をなくす。
(もっと読む)
熱硬化性樹脂発泡成形体の製造方法およびそれにより得られる発泡成形体
【課題】熱硬化性発泡成形体の製造方法を提供することであって、特に、発泡状態の優れた熱硬化性発泡成形体の製造方法を提供すること。
【解決手段】射出成形またはトランスファ成形によって熱硬化性樹脂発泡成形体を製造する方法であって、(i)金型内部を溶融化した熱硬化性樹脂原料で満たす工程、(ii)熱硬化性樹脂原料に含まれるガス成分を超臨界状態にする工程、(iii)金型の内部空間を増加させることによって、熱硬化性樹脂原料内にて発泡を生じさせる工程を含んで成る製造方法。
(もっと読む)
エジェクターピンの周囲を使って射出成形機の金型に窒素ガスを送り込む方法および装置
【課題】 キャビティ内に窒素ガスを送り込むだけでは、どうしても空気を追い出すのに時間がかかっていた。 また、時間をかけたとしても、キャビティ内の空気を完全に追い出すことが出来ない場合もあった。
【解決手段】 射出成形機100の金型111、112によって形成されたキャビティ110aに、エジェクターピン124の周囲を使って減圧しながら、そこにエジェクターピン124の周囲を使って窒素ガスを送り込み、少なくとも金型111、112をタッチさせた状態で減圧と窒素ガスを送り込むことを終了してから、その後キャビティ110aに溶融した樹脂を送り込むことを特徴としている。
(もっと読む)
射出成形方法および射出成形装置
【課題】射出成形機において、キャビティ内の環境を良好に制御するし、射出工程において、溶融樹脂の酸化を防ぐと共に、キャビティ内の温度が低下し、溶融樹脂の流動性が低下することを防ぎ、冷却工程において、キャビティ内の温度を速やかに低下させる。
【解決手段】溶融樹脂を金型のキャビティ内に射出し冷却して固化する射出成形方法であり、射出工程において、金型の近傍に設けた加熱装置で供給ガスを加熱した高温ガスをキャビティ内に注入して、キャビティ内をガス雰囲気とすると共に、キャビティ内の温度を高めた後、キャビティ内に溶融樹脂を射出する。溶融樹脂を射出した後の冷却工程において、キャビティ内に冷却用ガスを注入してキャビティ内の温度を低下させ、キャビティ内の溶融樹脂を冷却して固化させる。
(もっと読む)
射出成形機の金型に窒素ガスを送り込む方法および装置
【課題】 キャビティ内に窒素ガスを送り込むだけでは、どうしても空気を追い出すのに時間がかかっていた。 更に、時間をかけたとしても、キャビティ内の空気を完全に追い出すことが出来ない場合もあった。
【解決手段】 射出成形機100の金型111、112によって形成されたキャビティ110aから離れた合わせ面に位置している窒素ガス吐出口50bに窒素ガスを送り込むことが出来るように形成した窒素ガス供給回路50と、スプールエジェクターピン123の外周に接続した排気回路70と、各種の時間や各種の距離や各種の速度や各種の開閉を含めて制御することが出来るコントローラを配設した。
(もっと読む)
樹脂成形装置
【課題】スライド型等の採用といった金型構造の大幅な変更を要することなく、ヒケの発生を防止して樹脂成形品の品質を適正に保つ。
【解決手段】ボス部42を有する樹脂成形品40を成形するための金型10が、該ボス部の成形に供されるコアピン30を備え、このコアピンが、外側のスリーブピン32と、その先端から突出してボス部42の内部を成形する内側のセンターピン34とによって構成されている樹脂成形装置であって、センターピン34が、その内部にエア通路を有する中空状に構成されている。そして、このエア通路によって樹脂成形品40におけるボス部42の内部に冷却エアを供給するように設定されている。
(もっと読む)
射出成型金型及び樹脂成型部品
【課題】充填された溶融樹脂の中にガスを注入する仕組みの射出成型金型において、注入されたガスが樹脂供給路に侵入することのない金型構造とする。
【解決手段】射出成型金型1は、第1金型部材1Aと第2金型部材1Bとが互いに合わさって構成されるものであり、第1金型部材1Aと第2金型部材1Bの合わせ面に形成される樹脂成型用のキャビティ2と、キャビティ2内に溶融樹脂を充填するための樹脂供給路3と、キャビティ2に充填された溶融樹脂にガスを注入するためのガス供給路5を備え、樹脂供給路3とガス供給路5は互いに離れた位置に配置されている。キャビティ2内には、樹脂供給路3とガス供給路5の間の位置に、ガス供給路5から注入されたガスが樹脂供給路3に侵入するのを防ぐガス遮断部20が形成されている。キャビティ2の内面に形成された突起(突部)21がガス遮断部20を構成する。
(もっと読む)
中空品の成形装置及び成形方法
【課題】ガスと水との特徴を利用し、中空部分の壁面の均一化を得る中空品の成形装置を提供する。
【解決手段】成形装置1は、キャビティー部5及び余剰材料室6を備える第1成形型3、第2成形型4を備える成形機本体2と、キャビティー部5と余剰材料室6との間を連通又は遮断するストッパー8と、キャビティー部5内に材料を注入する材料注入口9と、中空形成後成形品内部の残留水を排出する圧縮エアー射出バルブ10と、ガス又は水を射出するガス・水射出ユニット11と、第2成形型4に設けたガス・水流路12と、第2成形型4に設けたガス・水射出バルブ13と、ガス・水流路12の排出端に取り付けたガス・水排出バルブ14と、成形機本体2、ガス・水射出ユニット11の成形プロセスに係る水の温度制御を含むプログラム制御を行う成形コントローラ21、操作/制御盤22と、を有する。
(もっと読む)
ガスタンクおよびその製造方法
【課題】ガス抜き用の流路を形成しつつもタンク強度が低下するのを抑制する。
【解決手段】射出成形用金型80の主型82とコア81との間に形成されるキャビティに対して射出用のゲート83から樹脂を注入し、当該樹脂製のライナ20の成形中に、ゲート83を経由して不活性ガス等の加圧ガスを注入し、コア81の一部を後退させてキャビティを拡大し、所定期間ガス圧力を保持しつつ冷却して固化させた後、加圧ガスを金型80の外部に排出して回収する。これによりライナ20の板厚内に形成される中空部は、ライナ20を透過したガスが当該ライナ20とFRP層との間に滞留するのを抑制する。
(もっと読む)
射出成形用金型および射出成形品の製造方法
【課題】 リブの根元以外の部分に中空部が形成されることを従来より抑えることができる射出成形用金型および射出成形品の製造方法を提供する。
【解決手段】 薄板部11と、薄板部11に設けられたリブ13と、リブ13の根元の内部にリブ13に沿って形成された中空部15とを有する射出成形品10を製造するための射出成形用金型60は、薄板部11のうちリブ13側とは反対側の外装面11aを形成するための金型70と、薄板部11のうちリブ13側の面11bおよびリブ11を形成するために金型70に対向して配置される金型80と、金型80に設けられて中空部15を形成するためのガスを注入するガス注入ピン90とを備え、ガス注入ピン90は、外装面11aと、リブ11の厚み方向の両端の面13aとから略等距離の位置を通る仮想線10a上にガス注入口90cが配置されていることを特徴とする。
(もっと読む)
41 - 60 / 210
[ Back to top ]