
Fターム[4F206JP13]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237) | 検出値の処理、演算 (469)
Fターム[4F206JP13]に分類される特許
121 - 140 / 469
金型閉鎖位置検出手段を備えたトグル式射出成形機の制御装置

【課題】金型閉鎖位置検出手段を備えたトグル式射出成形機の制御装置を提供すること。
【解決手段】射出成形機を制御する制御装置20は、クロスヘッド位置検出手段である位置・速度検出器11により検出されたクロスヘッド位置から幾何学的に求められるトグル式型締機構の拡大率と電流検出器12により検出されたモータ電流値に基づいて可動プラテン3の推力を算出し、算出した可動プラテン3の推力の一定時間に対する変化量を求め、該変化量があらかじめ設定した変化量に到達したか判断し、前記あらかじめ設定した変化量に到達したときの前記クロスヘッドの位置を金型閉鎖位置として検出する。
(もっと読む)
電動射出成形機の電力表示方法および電力表示装置

【課題】コンバータやインバータにおける損失電力も含んだ、電動射出成形機全体の消費電力や回生電力を演算して表示することができる表示方法を提供する。
【解決手段】三相交流電源側(3)から供給される三相交流電圧を直流電圧に変換してサーボアンプ(SA1、SA2、…)に供給するPWMコンバータ(2)を備え、前記サーボアンプによりスクリュ、型開閉装置、エジェクタ装置等を駆動するサーボモータ(AM1、SM2、…)が駆動されるようになっていると共に、前記PWMコンバータにより前記サーボアンプから回生される回生電力が前記三相交流電源側に戻されるようになっている電動射出成形機において、三相交流電源側(3)とPWMコンバータ(2)間における電圧値と電流値とから電動射出成形機の消費電力と回生電力とからなる電力データを演算して表示する。無効電力、力率を含み、電力データを積算して得られる電力量も含む。
(もっと読む)
変形解析モデルを作成する装置と方法
【課題】 変形解析時の計算負荷が小さい変形解析モデルを実現する。
【解決手段】 本発明は、基材層と表皮層の二層構造を有する射出成形品の変形解析モデルを作成する装置に具現化される。この装置は、主に、流動解析手段と第1節点移動手段と節点結合手段を備えている。流動解析手段は、基材層と表皮層のそれぞれのシェルメッシュを用い、射出成形時における成形型内の流動解析を実行して、基材層と表皮層の板厚分布を算出する。第1節点移動手段は、流動解析手段によって算出された表皮層の板厚の設計値に対する偏差に応じて、表皮層の各メッシュ節点を板厚方向に移動させる。節点結合手段は、表皮層の各メッシュ節点を、板厚方向に隣接する基材層のメッシュ節点に結合する。
(もっと読む)
電子部品の熱応力解析方法および樹脂流動解析方法
【課題】パッケージの樹脂充填過程において、樹脂に充填されているフィラーの充填率と線膨張係数の関係を考慮した反り変形量の評価を行う。
【解決手段】樹脂中にフィラーを模擬した粒子を充填した樹脂流流動解析を行い、パッケージ内の場所ごとのフィラー充填率を算出する。ここで、フィラー充填率と線膨張係数の実験的に算出したデータベースを用いて、場所ごとのフィラー充填率を線膨張係数に変換する。変換した線膨張係数を熱応力解析の入力値として用いることにより、パッケージ内のフィラー充填率の分布による線膨張係数を考慮した構造解析による反り変形量の予測を可能とする。更に、上記でシート形状の半導体パッケージの反り変形量を算出した後、各チップが電気的に動作する基板領域ごとに分割することにより、個別パッケージの反り変形量を算出する。
(もっと読む)
型締装置の型締力測定装置
【課題】型締装置の歪を蓄積する部分に直接取り付けるセンサを用いることなく、型締力を測定できる型締力測定装置を提供すること。
【解決手段】型締機構を駆動するモータを備えた型締装置の型締力測定装置であって、該型締機構が型閉じ工程において型盤位置が金型タッチ位置に到達してから型締完了位置に到達するまでに前記モータが発生したエネルギーUMを求める手段(SA6〜SA11)と、該手段により求められたエネルギーUMと該型締機構の弾性定数Kとから算出型締力FCを算出する型締力算出手段(SA13)と、を有することを特徴とする型締装置の型締力測定装置。ここで、エネルギーUMは、モータ駆動電流とモータの回転角度に基づいて算出する。
(もっと読む)
型締装置の制御方法
【課題】型開完了位置で安全装置を確実に係合させることができる型締装置の制御方法を提供することを目的とする。
【解決手段】複数の係合段部9を有する安全棒7と、安全扉開放時に前記係合段部9に係合可能となるように構成された係合板10からなる安全装置6を備えた型締装置13の制御方法であって、型開完了位置で前記係合板10が前記係合段部9に係合可能となるようにする調整を型開完了設定値Dに対して実施することとする。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】 キャビティ形成面を構成するコアブロックを移動可能に設けたコアブロック移動機構を有する射出成形機におけるコアブロック作動時に、金型等の装置に対して上記のいずれかのような不測の事態が発生することを防止したコアブロック移動機構を有する射出成形機および射出成形機の制御方法を提供する。
【解決手段】 成形金型46のキャビティ形成面51の一部を構成するコアブロック35を移動可能に設けたコアブロック移動機構30を有する射出成形機11において、コアブロック移動機構30は、コアブロック35の前進力が変更可能に設けられている。
(もっと読む)
金型装置及びその制御方法
【課題】キャビティ面またはコア面を急速加熱するか急速冷却させることができる金型装置及びその制御方法を提供する。
【解決手段】第1金型に形成されたキャビティ面及び第2金型に形成されたコア面の型合の際に成形物を形成し、第1金型及び第2金型の分離の際に前記成形物を取り出す金型装置であって、前記キャビティ面の上方に複数配列され、前記第1金型の加熱の際に電源が印加されるヒーター;及び前記ヒーターの上方に複数配列され、前記第1金型の冷却の際に冷却水が注入される冷却水孔;を含み、前記冷却水孔のそれぞれは、前記キャビティ面に対して互いに隣接した二つのヒーターの間に位置することにより、前記キャビティ面に対して前記冷却水孔及び前記ヒーターが交互に配置される。
(もっと読む)
成形機の自動昇温制御方法
【課題】パラメータの設定は不要であり、外乱による温度変化やパラメータの誤差による影響を受けずにマスター区間とスレーブ区間が同時昇温できる成形機の自動昇温制御方法を提供する。
【解決手段】複数の加熱ゾーンを目標温度に向かって同時に昇温完了させ、温度制御の周期毎に計測する目標温度到達率が一番低い加熱ゾーンを例えばマスターゾーンCH1として、マスターゾーン以外の加熱ゾーンをスレーブゾーンCH2として、スレーブゾーンCH2は、マスターゾーンCH1の昇温到達度合いに基づき昇温制御する。
(もっと読む)
トグル式射出成形機の型開き量調整装置
【課題】トグル式射出成形機の型開き量を調整可能なトグル式射出成形機の型開き量調整装置を提供することである。
【解決手段】リアプラテン後退指令オンである場合(SA1)、プラテン開き量xはバネが伸びきった状態のバネ入り3枚金型の幅D1以上であるか否か判断し(SA7)、xがD1より小さいと判断された場合、可動プラテン前後進モータを駆動し、可動プラテンをx=D1の位置まで後退させバネからの弾性力による反力を受けない状態とし(SA8)、その後で、リアプラテンを後退動作させる。リアプラテンの後退指令はオンか否か判断し、オンである場合にはステップSA9へ戻りリアプラテンの後退動作を継続し、オンでない場合にはリアプラテン後退の処理を終了する(SA10)。
(もっと読む)
射出成形機およびその逆流防止弁閉鎖状態判別方法
【課題】射出中の樹脂の逆流を増加させることなく、スクリュ回転角度を保持制御する制御系の応答特性に影響されることなく、逆流防止弁の閉鎖時点検出と、逆流防止弁が正常に閉鎖しなかったことを確実に検出できる射出成形機を提供すること。
【解決手段】射出工程中、スクリュ回転駆動力Tとスクリュ回転角度θを用いて、推定スクリュ回転角度θ(n)freeを算出し記憶し、表示装置に表示する。推定スクリュ回転角度θ(n)freeが停止したことは、逆流防止弁が閉鎖したと見なして表示装置に表示する。次に、逆流防止弁が閉鎖した時点における物理量を取得する。次に、射出完了か否か、射出中に逆流防止弁が閉鎖したか否か判断し、閉鎖していない場合には逆流防止弁が閉鎖しなかったことを表示装置に表示し、良否判別の結果を不良品とするアラームを出力し、計量、型開き、成形品の取り出し工程を実行し、この回の成形サイクルを終了する。
(もっと読む)
転写箔送り装置
【課題】金型内への転写箔の引き込まれ代を一定にして加飾成形品の成形不良を解消することができる転写箔送り装置を提供する。
【解決手段】ロール状に巻かれた転写箔を箔供給ロールから送り出し、金型のパーティング面を通過させた後、箔巻取ロールに巻き取るように構成された転写箔送り装置において、上記箔供給ロールから上記転写箔を増し送りするか、または上記箔巻取ロールに巻き取った上記転写箔を所定量巻き解くことによって上記金型のキャビティ内に引き込まれる転写箔の引き込まれ代を一定量供給する箔送り調整手段を備えてなることを特徴とする。
(もっと読む)
型締装置の型締力補正方法
【課題】 小型の金型でも型締力に対する正確な調整を行い、かつ使用する際の融通性を高めるとともに、スプリング内蔵金型を用いる場合などでも型締力の調整を確実かつ的確に行うことにより汎用性及び信頼性を高める。
【解決手段】 サーボモータ3により回転駆動するトグル式型締装置を使用するとともに、型締工程における金型タッチ位置により設定した高圧型締を開始する高圧型締切換位置Xpから型締終了位置Xdまでの高圧型締区間Zpにおける高圧型締に伴う負荷の大きさを型位置により積分して求める仕事量を使用し、予め、高圧型締区間Zpにおける高圧型締に伴う基準となる仕事量(基準仕事量Ws)を設定するとともに、生産稼働中に、高圧型締区間Zpにおける高圧型締に伴う仕事量(検出仕事量Wd)を検出し、この検出仕事量Wdと基準仕事量Wsの偏差Keに基づいて型締力を補正する。
(もっと読む)
金型、成形品評価方法、及び成形条件決定方法
【課題】金型内での樹脂成形品の収縮量等の変動を経時的に測定することができる金型、その金型を用いた成形品の評価方法、その金型を用いた成形条件の決定方法を提供する。
【解決手段】金型内における樹脂成形品の収縮量の経時的な変動を測定する収縮量測定部及び/又は金型内における樹脂成形品の収縮力の経時的な変動を測定する収縮力測定部を備えた金型を用いる。収縮力測定部が、収縮力を伝達する伝達部を備え、伝達部を介して収縮力を測定し、収縮量測定部が、樹脂の収縮により変位する可動部を備え、可動部の変位量を収縮量として測定する金型が好ましい。
(もっと読む)
樹脂封止装置
【課題】再登録作業を要することなく簡易かつスムーズに、被成形品の種類に応じた金型の制御を実現する。
【解決手段】被成形品を上下金型114、115でクランプした状態で樹脂にて当該被成形品を封止する樹脂封止装置100であって、金型114、115が複数種類の被成形品をクランプすることが可能であり、該複数種類の被成形品に対応するデータを記憶しておく記憶部160と、該記憶部160に記憶されたデータのうち特定種類の被成形品に対応するデータを選択する入力部170と、該入力部170により選択されたデータに基づいて金型114、115を制御可能な制御部150と、を備える。
(もっと読む)
金型の監視方法及び監視装置
【課題】金型周辺の可視光の影響を受けて誤判定を来たすことなく、かつ複雑・高度な照射技術を不要とすることのできる金型の監視装置を提供する。
【解決手段】成形品の排出が終了した金型105の内面から放射される赤外線IRの放射強度を二次元的に検出した赤外線撮像データを出力する赤外線撮像手段1と、成形品が残留していない金型105の内面から放射された赤外線IRの放射強度を二次元的に検出したマスタ画像データが記憶されるマスタ画像記憶手段3と、前記赤外線撮像データと前記マスタ画像データとの比較により抽出された赤外線放射強度の差により前記金型の内面における残留物の有無を判定する演算処理手段4とを備える。
(もっと読む)
原型ツールの製作方法及び装置
本発明は、部品の原型ツール(10)を製作するための装置及び方法に関する。本方法は、a)部品のCADモデル(23)を受け取るか、或いは作成する工程と、b)部品のCADモデル(23)に基づき原型ツール(10)の表面モデルを導き出す工程と、c)NC工作機械を用いて、表面モデルに基づき原型ツール(10)を製作する工程と、d)原型ツール(10)を用いて、部品の実物(12)を製作する工程と、e)部品の実物(12)の表面の点の三次元による点分布(22)を提供するコンピュータ断層撮影に基づく座標測定器を用いて、部品の実物(12)の輪郭を計測する工程と、f)三次元による点分布(22)の三次元の点とCADモデル(23)を比較して、所定の許容限界を上回る偏差が存在するか否かを計算する工程と、所定の許容限界を上回る偏差が存在する場合には、g)算出した偏差に基づき表面モデルを補正する工程と、h)NC工作機械を用いて、補正した表面モデルに基づき原型ツール(10)を再加工するか、或いは原型ツール(10)を新たに製作する工程と、i)所定の許容限界を上回る偏差が存在しなくなるまで、工程d)〜h)を繰り返す工程とを有する。 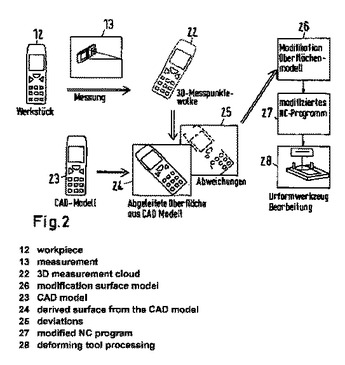 (もっと読む)
(もっと読む)
射出シリンダ性能測定装置
【課題】 実際に溶湯を鋳造型内に射出する際にピストンロッドに付与される負荷状態をより忠実に再現できる射出シリンダ性能測定装置を提供する。
【解決手段】 射出シリンダ性能測定装置10は、プランジャ30と横シリンダ26と作動液体29とサーボ弁16を備える。プランジャ30の後端部30bには、射出シリンダのピストンロッド50が接続される。横シリンダ26には、プランジャ30が進退可能に挿入されている。横シリンダ26には、プランジャ30の前進移動に伴って体積が減少する作動室27が形成されている。作動室27には、開口22が形成されている。作動液体29は、作動室27に充填される。サーボ弁16は、横シリンダ26の開口22を通過する作動液体29の通過抵抗を調節する。
(もっと読む)
射出成形機におけるノズルの温度制御方法
【課題】射出成形機において、シリンダ全体を必要以上に加熱することなく、型締めによって生じるノズル先端部の熱逃げを抑制して、より安定した成形動作を行えるようにする。
【解決手段】一対の金型の型締めを行う型締め機構部におけるノズルの周囲の位置に配置された、ノズルを加熱する加熱部を有する加熱部材を備える射出成形機におけるノズルの温度制御方法であって、型締め機構部による一対の金型の型締め動作中に、ノズルが一定の温度よりも高い温度となるようにノズルを予備加熱する予備加熱工程を備える。
(もっと読む)
射出成形機の制御方法
【課題】射出成形機に接続された電源供給線での電圧降下を最小とすることができる射出成形機の制御方法を提供する。
【解決手段】本発明の射出成形機の制御方法は、シーケンス制御部13からサーボ制御部12にヒータ電力遮断指令17が出力された場合、サーボ制御部12が、サーボ制御部12に記憶されている規定値VRと、射出時におけるスクリュの速度目標値VOと、を比較し、速度目標値VOが規定値VR以上の場合、サーボ制御部12が、ヒータ電力遮断出力信号18を温度制御部8に出力してヒータ6への電力供給を停止させた後、シーケンス制御部13からサーボ制御部12へとサーボモータ起動指令16を出力し、サーボモータ11を駆動する。
(もっと読む)
121 - 140 / 469
[ Back to top ]