
Fターム[4F206JP13]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237) | 検出値の処理、演算 (469)
Fターム[4F206JP13]に分類される特許
41 - 60 / 469
可塑化装置
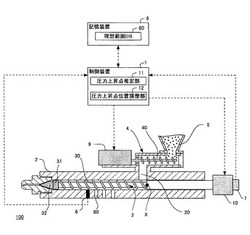
【課題】より簡易に且つ迅速に、樹脂の状態を把握可能な可塑化装置を提供すること。
【解決手段】シリンダ2内に樹脂を供給するフィーダ4と、シリンダ2内を軸方向に移動するスクリュ3とを有する可塑化装置100は、シリンダ2内の所定位置に設置されたシリンダ圧センサ6と、シリンダ圧センサ6の検出値に基づいて、計量工程の際に圧力が上昇し始める位置を推定する圧力上昇点推定部11と、を備える。
(もっと読む)
収縮歪の計算方法および解析プログラム

【課題】金型内に充填した熱硬化性樹脂の温度履歴と樹脂圧力を考慮した樹脂の収縮歪を予測することができる収縮歪の計算方法を提供する。
【解決手段】収縮歪の計算方法において、予め、熱硬化性樹脂の樹脂収縮歪を樹脂材料の反応率の変化、樹脂温度の変化、樹脂圧力を含む収縮歪の式として記憶装置に格納し、解析システムにより、連続の式、ナビエストークスの式、およびエネルギ保存式を、樹脂材料が充填される空間の形状に基づいて分解処理された3次元ソリッド要素に基づいて演算処理し、演算処理された結果を用いて、記憶装置に格納した収縮歪の式に基づいた熱硬化性樹脂の収縮歪を含む内容を出力する。
(もっと読む)
射出成形機の作動油冷却方法
【課題】油圧アクチュエータと電動アクチュエータを組合わせたハイブリッド構成を採用し場合でも作動油に対する十分な冷却を可能にするとともに、冷却回路の大型化を伴うことなく低コストの実施を可能にする。
【解決手段】油圧アクチュエータAo…に作動油を供給する油圧ポンプ2の吐出側とオイルタンク3間を、油圧アクチュエータAo…の駆動時に閉側に切換える冷却用開閉バルブ4と作動油を冷却する熱交換器5の直列回路6により接続するとともに、作動油温度センサ7により作動油の温度を検出し、検出した作動油の温度が、予め設定した適正温度となるように、油圧アクチュエータAo…の非駆動時の期間に、冷却用開閉バルブ4を開側に切換えることにより作動油に対する冷却を行う。
(もっと読む)
樹脂成形品取出し機及び樹脂成形品処理方法
【課題】樹脂成形機から取出された樹脂成形品を樹脂成形機外に開放するまでの途中で所要の処理を実行することにより樹脂成形品の取出し時間が長くなるのを防止する。また、樹脂成形品に対して所要の処理を実行する際に、樹脂成形品の振動を短時間に収束させて樹脂成形品の処理時間を短縮する。
【解決手段】金型及び開放位置に至るチャックユニット(19)の経路途中に処理手段(35)を配置し、チャックユニット(19)が処理手段(35)の位置に停止した際に、静止手段(37・39)によりチャックユニット(19)の振動を収束して静止する
(もっと読む)
射出成形機
【課題】樹脂の可塑化状態をより高精度に監視できる射出成形機を提供すること。
【解決手段】射出シリンダ20内の樹脂の状態を監視する射出成形機は、樹脂の可塑化のために消費される消費エネルギを検出する消費エネルギ検出部10を備える。また、その射出成形機は、消費エネルギ検出部10が検出した消費エネルギに基づいて成形品質を判別する成形品質判別部11と、消費エネルギ検出部10が検出する消費エネルギの変動を抑制する消費エネルギ変動抑制部12と、を備える。
(もっと読む)
射出成形機監視装置
【課題】射出成形サイクルの変更に柔軟に対応した監視処理を行い得るようにする。
【解決手段】射出成形機監視装置20は、縦型ロータリー方式の射出成形機本体1について監視処理を行う場合、作業者の操作指示に従ってA型監視設定及びB型監視設定をそれぞれ記憶し、監視設定が「ON」の下側金型3についてのみ予め基準画像データVWを生成し、監視サイクルの開始後に基準画像データVSと比較して異常を検出する監視処理を行う。これにより射出成形機監視装置20は、下側金型3の一方を取り外した射出成形機本体1について、不必要な異常検出をすることなく、他方の下側金型3を用いた射出成形サイクルについて監視処理を継続することができる。
(もっと読む)
成形機のバレルの温度制御方法と温度制御装置
【課題】シフト動作終了時点でバレルを設定温度に保つことができる成形機の温度制御装置を提供する。
【解決手段】温度制御部50は、バレル20が設定温度に保たれるようヒータ24を制御する手段と、バレル20が前記設定温度よりも低いシフトマイナス温度となるようヒータ24を制御する手段とを有している。またこの温度制御部50は、シフト動作中のバレル温度と前記設定温度との差およびバレルの昇温勾配に基いて、前記バレル温度から前記設定温度まで加熱するのに必要な昇温時間を求める手段を有している。シフト終了予定時刻から前記昇温時間を差し引いた昇温開始時刻に達したとき、ヒータ24によるバレル20の昇温が開始される。
(もっと読む)
樹脂封止装置
【課題】ひずみゲージの異常を簡易かつ高精度に検出して成形品の品質信頼性を向上させた樹脂封止装置を提供する。
【解決手段】ワークを樹脂封止する樹脂封止装置であって、ホイートストンブリッジ回路を備えたひずみゲージと、ホイートストンブリッジ回路の四端子における電圧値を検出する検出部と、検出部の出力を増幅するトランスミッタと、トランスミッタの出力をA/D変換して、ひずみゲージのひずみ量を算出するA/D変換部と、ひずみゲージに与えるように指令された荷重とA/D変換部の出力とを比較して、この荷重とA/D変換部の出力との差異が小さくなるようにサーボモータの動作を制御する制御部とを有し、検出部は、ホイートストンブリッジ回路の四端子における電圧値のそれぞれを所定のしきい値と比較することにより、ホイートストンブリッジ回路を構成する抵抗体の異常を検出する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】金型内に射出充填した樹脂の圧縮成形にあたり、成形サイクルの短縮,製品の内部応力の低減,金型にかかる負荷の低減,製品の外観の向上を図る。
【解決手段】固定型54に対向する可動型66は、スライドコア74を収容する成形穴68を有しており、固定型54との間にキャビティCを形成する。可動側取付板60に固定された脚部62と、可動型66の間にはスペーサ64が配置され、該スペーサ64の引き抜きにより、スライドコア74によるキャビティ圧縮のためのストロークが形成される。キャビティCへの溶融樹脂の充填が完了したら、型締め機構110によりスペーサ64の引き抜き分に相当するストローク量の圧縮を行うが、その際、圧力センサ80による型内圧力の検知結果に基づき、型内圧力が、射出圧ピーク時の圧力を超えないように、制御装置140により圧縮圧及び圧縮速度を制御する。
(もっと読む)
成形機の型締装置と、その制御方法
【課題】金型交換時に次に取付ける金型に適した位置に支持盤を移動させることが可能な型締装置を提供する。
【解決手段】型締装置13は、固定盤30と、可動盤31と、支持盤として機能するリンクハウジング32と、トグル式開閉機構33と、被検出部材60と、センサ70などを備えている。トグル式開閉機構33によって可動盤31が型締方向あるいは型開方向に移動する際、センサ70が被検出部材60の第1端61あるいは第2端62に反応することにより、オンまたはオフの信号が出力される。制御部は、固定盤30からセンサ70までの距離Lsと、前記信号が出力されたときの可動盤31の位置Laとに基いて、取外された第1の金型の厚さL1を算出する。次に取付ける第2の金型の厚さL2が制御部に入力されると、第1の金型の厚さL1と第2の金型の厚さL2との差に基いて、可動盤31の移動目標距離が算出される。
(もっと読む)
射出成形機及び電力用半導体素子消耗度監視システム
【課題】電力変換装置における電力用半導体素子の消耗度をより正確に且つより低い演算負荷で監視する電力用半導体素子消耗度監視システムを備える射出成形機を提供すること。
【解決手段】電力変換装置10における電力用半導体素子の消耗度を監視する電力用半導体素子消耗度監視システム100を備える射出成形機は、電力変換装置10の運転状態が予め設定された複数の運転パターンの何れに該当するかを判定する運転状態判定部451と、それら複数の運転パターンのそれぞれが実行された場合のその電力用半導体素子の消耗度を予め記憶する消耗度参照テーブル460と、消耗度参照テーブル460を参照して、運転状態判定部451が判定した運転パターンが実行された場合のその電力用半導体素子の消耗度を取得して積算する消耗度積算部452と、を備える。
(もっと読む)
射出成形方法及び装置
【課題】適切な型締め荷重で基板をクランプすることにより、基板にダメージを与えずにモールド成形する。
【解決手段】成形型100と型締め機構110と射出機構120とを有し、成形型の分割面間に、電子部品7を搭載した基板10を挿入し、成形型を閉じて型締めした際の型締め荷重F0により基板10をクランプし、成形型100の分割面間に形成されたキャビティ17に成形用樹脂2を射出することにより、基板10に搭載された電子部品7を樹脂モールドする装置であり、型締め荷重測定器13と、成形型を型締めしてキャビティ内に成形用樹脂を射出した際の成形型に作用する射出圧力に応じた型締め荷重F0と反対向きの射出荷重F2を測定する射出荷重測定器5と、型締め荷重測定器13の測定データと射出荷重測定器5の測定データとに基づいて型締め荷重F0を許容範囲に制御する制御手段と、を具備する。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】射出成形機本体が型開動作又は突出し動作状態にあるとき、オペレータが安全扉を開いて保守点検作業した場合に、これを確認してその後に続く1次監視処理又は2次監視処理をしない待機状態に射出成形機監視装置を制御することにより一段と安全性を高めることができる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】可動側型の表面と当該可動側型の表面に形成されたキャビティ内に設定された金型の表面とを撮像して得たレンズ調整画面を提示すると共に、その平均明るさ値を明るさ表示欄に数値表示するようにしたことにより、画像データの明るさを適正に調整できる。
(もっと読む)
分布特定方法及び分布特定装置
【課題】 誘電性ポリマーの表面温度だけでなく、内部の温度をリアルタイムに特定することができるようにする。
【解決手段】 キャパシタンス計測部6により計測されたN個の電極21〜2N間のキャパシタンスから、誘電性ポリマーにおける複数の位置の比誘電率εr(f,T)を特定する誘電率又は比誘電率分布特定部7を設け、温度分布特定部8が、温度−誘電率又は比誘電率マップ記憶部4により記憶されている温度−誘電率又は比誘電率マップを参照して、誘電率又は比誘電率分布特定部7により特定された複数の位置の比誘電率εr(f,T)の各々に対応する温度Tを特定することで、誘電性ポリマーの温度分布を求める。
(もっと読む)
金型温度調節装置
【課題】高低温媒体切り替えにおいて回収する一方の媒体量を減少させ、熱効率を向上し得る金型温度調節装置を提供する。
【解決手段】金型温度調節装置1は、高温媒体供給部2と、低温媒体供給部3と、金型8に近接した送媒側切替接続部4と返媒側切替接続部5と、高温媒体貯留部20、低温媒体貯留部30、回収媒体貯留部60、及び管路を備えており、制御部は、金型加熱状態からは、低温媒体送媒路14、管路、回収媒体貯留部60及び低温媒体貯留部30を連通接続させた加熱・冷却切替状態とした後に、金型冷却状態に切り替える一方、この金型冷却状態からは、高温媒体送媒路11、管路、回収媒体貯留部60及び高温媒体貯留部20を連通接続させた冷却・加熱切替状態とした後に、前記金型加熱状態に切り替える。
(もっと読む)
射出成形機の自動運転方法
【課題】射出成形機の射出成形に用いられる溶融樹脂の粘度測定及び粘度調整を自動的に行えるようにする。
【解決手段】成形品を成形する自動運転を行っているときに、ショット数カウント手段17が射出ノズル3から溶融樹脂を射出するショット数をカウントし、カウントされたショット数が予め設定した所定数値に達すると、射出ノズル3から射出された溶融樹脂の粘度が自動的に算出され、算出された溶融樹脂の粘度が所定の樹脂粘度の範囲に収まっていないときには、温度調節手段15により加熱ヒータ10の設定温度の変更がなされ、溶融樹脂の粘度が所定の樹脂粘度に収まるように調整され、その後に、成形品の成形を繰り返し行う自動運転が再び開始される。よって、射出成形機により成形品を連続的に製造する自動運転途中に、溶融樹脂の粘度測定及び粘度調整を自動的に行うことができる。
(もっと読む)
転写印刷装置
【課題】従来のレジスターラインを用いることなく、レジスターマークのみを用いて転写箔送り時の位置ずれを修正可能な転写印刷装置を提供する。
【解決手段】帯状体の表面に複数貼付された転写箔を被転写物に転写する転写手段と、帯状体を転写手段に供給する供給手段と、帯状体を幅方向に位置決めする第1、第2の位置決め手段と、転写箔に対応して設けられたマークの位置情報を取得する第1および第2の位置情報取得手段と、取得されたマークの位置情報を予め記憶された登録位置情報と比較する第1および第2の比較手段とを備え、第1の位置偏差が所定値以下の値となるように供給手段および第1の位置決め手段が駆動され、第2の位置偏差が所定値以下の値となるように第2の位置決め手段が駆動されることにより、帯状体が長手方向および幅方向に位置決めされた状態にて、転写箔が転写されることを特徴とする転写印刷装置。
(もっと読む)
射出成形機及び射出成形機用制御回路
【課題】射出時におけるスクリュの加減速指令に対する応答性が良好で、高品質の薄物又は精密品を歩留まり良く成形可能な射出成形機及び射出成形機用制御回路を提供する。
【解決手段】射出制御用サーボアンプ26を介して射出用電動サーボモータ4を駆動する射出モータ駆動回路を備えた射出成形機において、前記射出制御用サーボアンプ26に、コントローラ11から出力される射出位置指令パターンxij0にスクリュ1の位置を追随させる射出速度指令vijと、コントローラ11から出力される加速度指令パターンaij0に所要の定数を乗算して得られるトルク加算値taを供給する。
(もっと読む)
41 - 60 / 469
[ Back to top ]