
Fターム[4F206JP13]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 検知、検出、測定、識別 (1,237) | 検出値の処理、演算 (469)
Fターム[4F206JP13]に分類される特許
101 - 120 / 469
射出成形機の電力監視装置
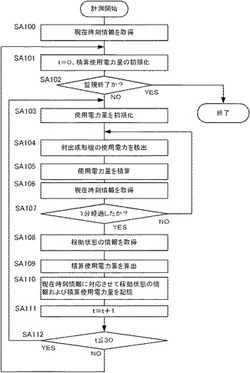
【課題】射出成形機の使用電力を電力料金の算定根拠となるデマンド時間単位で時刻に対応させて積算、さらに時刻に対応させて射出成形機の電力監視装置を提供する。
【解決手段】計測を開始する時点の時刻情報を取得し、経過時間tおよび積算使用電力量を初期化する(SA100、SA101)。1制御周期毎の電力量を計算し、計算して求めた電力量を制御周期毎に1分間毎に積算し使用電力量を算出し、現在時刻情報を取得する(SA102〜SA107)。稼動状態の情報を取得し、積算使用電力量を算出し、現在時刻情報に対応させて稼動状態の情報および積算使用電力量を記憶装置に記憶する(SA108〜SA110)。経過時間を1分増加し経過時間tがデマンド時間の30分を経過すると、次のデマンド時間30分間の積算使用電力量を算出するためステップSA101へ戻る(SA111、SA112)。
(もっと読む)
射出成形方法および射出成形機

【課題】異なる形状のキャビティにおいても高精度な成形品を得ることが可能な射出成形方法および射出成形機を提供する。
【解決手段】本発明の射出成形方法は、成形金型内の複数のキャビティ13A〜13Dへ樹脂を射出して複数の成形品を得る射出成形方法であって、形状が異なる複数のキャビティ13A〜13Dの温度を温度検出手段によって検出し、温度センサー10a〜10dによる検出結果に基づいて樹脂を射出するキャビティ13A〜13Dを選択する。
(もっと読む)
シミュレーションシステム
【課題】デフォームの発生を高い精度で把握できるシミュレーションシステムを提供すること。
【解決手段】シミュレーションシステムは、所定の製品形状に対し、所定の成形条件の下で射出された溶融樹脂の流動解析を行う(S4〜S8)。さらに、この流動解析の結果に基づいて、充填された溶融樹脂の要素Eiごとの実在質量Miを算出し(S7)、各要素Eiの溶融樹脂の必要質量NMiを算出し(S10)、各要素Eiの溶融樹脂の理想質量IMiを算出し(S11)、各要素Eiの実在質量Miと必要質量NMiとの偏差を理想質量IMiで除算して算出されたデフォーム指数DIiに基づいて、要素Eiごとに成形不良を判定する(S13)。
(もっと読む)
金型の熱解析方法、および金型の熱解析プログラム
【課題】各解析対象部位の熱伝達係数を容易に短時間でそれぞれ適切な値に設定して、精度よく金型の熱解析を行うことができる方法およびそのプログラムを提供する。
【解決手段】金型モデル1を準備し、この金型モデル1の冷却構造2の各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・をその内部を流通する冷却流体の流速に基づいて分類し、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・の熱伝達係数をそれぞれ求め、各分類A、B、Cにおいて、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・を流通する冷却流体の流速のうちで最も高い頻度の冷却流体の流速に対応する熱伝達係数を求めてこの熱伝達係数を高頻度特性対応熱伝達係数として設定し、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・を、それぞれ属する分類A、B、Cに設定された高頻度特性対応熱伝達係数を用いてCAEにより熱解析する。
(もっと読む)
射出成形機の制御装置
【課題】 可塑化異常、特に、可塑化が不十分であることを的確に把握するとともに、可塑化異常に対して有効な対策を速やかに施すことができるようにする。
【解決手段】 加熱筒2における前部2fのメータリングゾーン,中間部2mのコンプレッションゾーン及び後部2rのフィードゾーンに付設したヒータ3f,3m,3rを通電して加熱筒2を加熱する加熱筒加熱手段Fhと、各ゾーンの検出温度THd…が予め設定した目標温度THs…となるようにヒータ3f…を通電制御する温度制御手段Fcとを備えるとともに、前部2f及び/又は中間部2mに付設したヒータ3f,3mに対する制御指令値Ccf,Ccmが予め設定した閾値Csf,Csmを越えたなら樹脂の可塑化異常と判定する異常判定手段Fjと、可塑化異常と判定されたなら少なくとも可塑化異常が発生した旨の警報表示を行う警報表示手段Faを含む異常処理手段Fpを備える。
(もっと読む)
金型冷却回路の状態検知装置
【課題】簡素な構成でありながら、金型冷却回路の流通状態を精度良く検知することができる状態検知装置を提供する。
【解決手段】金型2の内部に設けられる冷却回路の流通状態を検知するための状態検知装置10である。この状態検知装置10は、温度計測手段としての温度計6と、温度差算出手段および判定手段を具備する演算装置8とを備える。温度計6によって排水温度を1ショット毎に計測し、この温度計測ステップ11で計測した第(N)ショットと第(N−1)ショットとの間における排水の温度差ΔKを算出する。判定ステップ13において、温度差算出ステップ12で算出した温度差ΔKを、予め設定した許容温度差Kaと比較することによって冷却回路の流通状態の良否を判定する。
(もっと読む)
射出成形装置、成形品、および射出成形方法
【課題】滞留時間の変動によって溶融樹脂の物性が変化した場合においてもショットごとのキャビティの内圧のばらつきを抑制して、成形品の品質を向上させることが可能な構成の射出成形装置を提供する。
【解決手段】先端部に金型10内のキャビティ13に連通するノズル部22が設けられたシリンダ21と、加熱シリンダ21内に収容されたスクリュー30と、スクリュー30を加熱シリンダ21内で進退駆動する射出駆動機構50とを備え、スクリュー30を進退移動させることにより、シリンダ21内に供給され加熱溶融されて滞留する溶融樹脂をノズル部22からキャビティ13内に射出して、キャビティ13内に射出された溶融樹脂に対して保圧力を付与することにより、所要の成形品を成形する射出成形装置1であって、シリンダ21内における溶融樹脂の滞留時間を計測するとともに、この滞留時間に応じて算出される保圧力をキャビティ13内の溶融樹脂に付与するようにスクリュー30の進退移動を制御する制御装置60を有して構成される。
(もっと読む)
射出成形機の表示装置
【課題】1成形サイクルの並列工程時間の測定、複数の工程に跨る時間の測定、任意の工程の終了から開始までの時間測定等から、サイクル時間短縮に役立つ射出成形機の表示装置を提供する。
【解決手段】射出成形機は、任意のタイミングからの経過時間を工程毎に記憶する手段、第1軸を前記任意のタイミングからの経過時間と第2軸を各工程の動作および停止状態としてグラフ表示する手段、各工程毎の開始時刻と終了時刻を抽出する手段、カーソルを前記第1軸に沿って該開始時刻または終了時刻に対応した位置に移動させる手段301〜312を有し、前記任意のタイミングからの経過時間を画面上に表示する。
(もっと読む)
射出成形機の制御装置
【課題】逆流防止装置を備えていないスクリュや、逆流防止装置があるものの逆流防止弁等の摩耗などによってその機能が低下した状態にある射出成形機においても、さらにいかなる粘度の成形材料においても、射出保圧時の樹脂充填を安定させることができる射出成形機の制御装置を得ることや、バックフローや過剰射出させる事無く計量された樹脂を安定して射出することができる制御装置を得ること。
【解決手段】射出開始か否か判断し、射出開始まで待ち、射出開始の場合には、ステップSA2に移行する(SA1)。負荷トルク指令値DCMDを読み出し、負荷トルク帰還値DFBを検出し、スクリュの回転速度指令値Vを計算する(SA2〜SA4)。回転速度指令値Vに従ってスクリュを回転制御し、保圧完了か否か判断し保圧完了でなければステップSA2に戻り処理を継続し、保圧完了であれば、計量と成形品の取り出し処理を行い1サイクルを終了する(SA5〜SA7)。
(もっと読む)
トグル式電動型締装置
【課題】設定型締力を変更しても、型開力を制御可能とした、トグル式電動型締装置を提供する。
【解決手段】トグル機構27におけるクロスヘッド32の位置xと、可動盤25の位置yとに基づく、トグル機構27のトグル倍率から、設定型締力に対応した型開き位置でのトグル倍率を把握して、このトグル倍率に基づいて型締めモータのトルクリミットを制御することで、型開力の上限値を制御するようにする。
(もっと読む)
射出成形機
【課題】射出ノズルの前進の際に、速度を減速させ、射出ノズル先端の変形・破損を防止することが可能な射出成形機を提供する。
【解決手段】射出成形機1は、エンコーダ14と、制御部21に減速位置記憶手段24を有し、エンコーダ14は減速位置記憶手段24に記憶した射出ノズル減速位置に射出ノズル11が到達したことを検知した場合、制御部21によって射出ノズル11の前進速度を減速させる。これにより、射出ノズル11が固定金型30aにタッチする際の負荷を低減させ、射出ノズル11の先端部の変形・破損を防止することができる
(もっと読む)
射出成形の測定値データ記録方法および射出成形機
【課題】
外部記憶媒体を携帯していなくても容易に測定値データを記録して、後から外部記憶媒体にコピーでき、測定値データが消失する恐れの無い射出成形機の測定値データの記録方法を提供する。
【解決手段】
記録開始から記録終了の間、樹脂温度、射出圧力等の測定値データをサンプリングして内部メモリ(5)に格納すると共に、内部メモリ(5)に構成されている仮想ディスク(12)にデータファイル(D)を作成して測定値データを書き込む。データファイル(D)への書き込みが完了した後に、外部記憶媒体(8)がセットされているかどうか判定して、セットされている場合にデータファイル(D)を外部記憶媒体(8)にコピーする。
(もっと読む)
射出成形機における画像データ記録方法および射出成形機
【課題】
外部記憶媒体を携帯していなくても容易に画面の画像データを記録して、後から外部記憶媒体にコピーできる射出成形機の画面の画像データの記録方法を提供する。
【解決手段】
ハードコピー要求用のボタンを押下すると、表示装置(7)に表示されている画面の画像データを所定のファイル形式に変換して、内部メモリ(5)に構成されている仮想ディスク(12)に画像ファイル(G)として書き込む。次いで、外部記憶媒体(8)がセットされているかどうか判定して、セットされている場合に画像ファイル(G)を外部記憶媒体(8)にコピーする。
(もっと読む)
射出機加熱シリンダの温度制御装置
【課題】運転中に制御パラメータの更新を行う。
【解決手段】操作者が調整可能な1つの調整パラメータδを出力する調整パラメータ出力器(50)と、伝達関数パラメータおよび調整パラメータδを基に極配置法を用いてPIDパラメータを算出する極配置法制御パラメータ算出器(31)と、目標温度r(t)とシリンダ温度y(t)とPIDパラメータとに基づいてヒータ操作量u(t)を算出しヒータ(H)を駆動するPID制御器(32)と、制御性能の評価結果に基づいて調整パラメータδを自動調整する制御性能評価器(80)とを具備する。
【効果】ただ1つの調整パラメータδだけを調整すれば、射出機加熱シリンダの伝達関数パラメータを推定し直すことなく、制御パラメータを更新することが出来る。
(もっと読む)
金型閉鎖位置検出手段を備えたトグル式射出成形機の制御装置
【課題】金型閉鎖位置検出手段を備えたトグル式射出成形機の制御装置を提供すること。
【解決手段】射出成形機を制御する制御装置20は、クロスヘッド位置検出手段である位置・速度検出器11により検出されたクロスヘッド位置から幾何学的に求められるトグル式型締機構の拡大率と電流検出器12により検出されたモータ電流値に基づいて可動プラテン3の推力を算出し、算出した可動プラテン3の推力の一定時間に対する変化量を求め、該変化量があらかじめ設定した変化量に到達したか判断し、前記あらかじめ設定した変化量に到達したときの前記クロスヘッドの位置を金型閉鎖位置として検出する。
(もっと読む)
電動射出成形機の電力表示方法および電力表示装置
【課題】コンバータやインバータにおける損失電力も含んだ、電動射出成形機全体の消費電力や回生電力を演算して表示することができる表示方法を提供する。
【解決手段】三相交流電源側(3)から供給される三相交流電圧を直流電圧に変換してサーボアンプ(SA1、SA2、…)に供給するPWMコンバータ(2)を備え、前記サーボアンプによりスクリュ、型開閉装置、エジェクタ装置等を駆動するサーボモータ(AM1、SM2、…)が駆動されるようになっていると共に、前記PWMコンバータにより前記サーボアンプから回生される回生電力が前記三相交流電源側に戻されるようになっている電動射出成形機において、三相交流電源側(3)とPWMコンバータ(2)間における電圧値と電流値とから電動射出成形機の消費電力と回生電力とからなる電力データを演算して表示する。無効電力、力率を含み、電力データを積算して得られる電力量も含む。
(もっと読む)
変形解析モデルを作成する装置と方法
【課題】 変形解析時の計算負荷が小さい変形解析モデルを実現する。
【解決手段】 本発明は、基材層と表皮層の二層構造を有する射出成形品の変形解析モデルを作成する装置に具現化される。この装置は、主に、流動解析手段と第1節点移動手段と節点結合手段を備えている。流動解析手段は、基材層と表皮層のそれぞれのシェルメッシュを用い、射出成形時における成形型内の流動解析を実行して、基材層と表皮層の板厚分布を算出する。第1節点移動手段は、流動解析手段によって算出された表皮層の板厚の設計値に対する偏差に応じて、表皮層の各メッシュ節点を板厚方向に移動させる。節点結合手段は、表皮層の各メッシュ節点を、板厚方向に隣接する基材層のメッシュ節点に結合する。
(もっと読む)
成形品取出装置
【課題】成形品取出し部の振動に対して簡易に制振制御を行うことができる成形品取出装置を提供する。
【解決手段】駆動源により駆動される取出ヘッド(成形品取出し部)14を備えて成形機2から成形品の取り出しを行う成形品取出装置1において、取出ヘッド14の振動成分を入力したテーブル4と、前記テーブル4を用いたフィードフォワード制御によりサーボモータ(駆動源)16を駆動して取出ヘッド14の振動を抑制するように取出ヘッド14の移動速度を制御する制御手段3とを備える。
(もっと読む)
成形機
【課題】特別な装備を備えることなく、固定側金型と可動側金型との芯出しを容易かつ高精度に行うことができる成形機を提供する。
【解決手段】表示・設定手段33の金型芯出しボタン57を2度押しすると、金型芯出しモードが起動し(ステップS1)、型開・型厚後退工程(ステップS2)、型閉・型厚前進工程(ステップS3)、型開・型厚前進工程(ステップS4)が順次実行される。これにより、所定の型締力が得られる位置にテールストック3が位置付けられる。次いで、型締(ステップS5)と、型開(ステップS6)とを、複数回繰り返し、固定側金型15と可動側金型16との芯出しを行う。しかる後に、再度型締を行い(ステップS7)、固定ダイプレート2に対して固定側金型15を強固に締結すると共に、可動ダイプレート5に対して可動側金型16を強固に締結して、金型15,16の芯出し作業を終了する。
(もっと読む)
型締装置
【課題】不均等な型締力を与えても、型締装置の構成部材に生ずる機械的損傷を最小限に抑えることのできる型締装置を提供する。
【解決手段】ベースフレーム11と、固定ダイプレート12と、移動ダイプレート13と、移動ダイプレート13を固定ダイプレート12に対して進退させる移動ダイプレート移動手段と、固定ダイプレート12内に形成される油圧型締シリンダ18と、一端に形成されたラム16が油圧型締シリンダ18に配置され、他端が移動ダイプレート13に対して固定される複数のタイバー17と、を備え、油圧型締シリンダ18への作動油の供給を調整することにより、タイバー17を介して固定金型14と可動金型15との型締めをする型締装置10であって、型締動作の過程で、型締装置10の所定部位に生ずる応力を検知し、検知された応力が、所定の基準応力を超える場合には、型締動作を停止させる。
(もっと読む)
101 - 120 / 469
[ Back to top ]