
Fターム[4F206JP30]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | その他の特定の補助操作、そのための装置 (317)
Fターム[4F206JP30]に分類される特許
121 - 140 / 317
ポリカーボネート樹脂成形体の成形装置、成形方法及びポリカーボネート樹脂成形体
【課題】黄変が防止され、色相が良好なポリカーボネート樹脂成形体及びその製造方法を提供する。
【解決手段】ポリカーボネート樹脂組成物を押出成形してペレットとし、これを射出成形して透明ポリカーボネート樹脂成形体を製造する。成形機のスクリュ等に、酸化開始温度が700℃以上の皮膜を設ける。得られた透明ポリカーボネート樹脂成形体を、加熱してアニール処理してもよい。
(もっと読む)
成形支援装置および成形条件決定方法
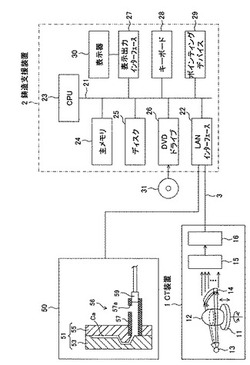
【課題】1回の撮影で巻き込み巣と引け巣とを判別することができる成形支援装置を提供する。
【解決手段】鋳造支援装置2は、鋳型51内に供給された溶湯が凝固して形成された鋳造品12の撮影により得られた連続断面像の3次元データを記憶する主メモリ24と、主メモリ24上の3次元データから鋳造品12の複数の巣を抽出する鋳巣抽出部41と、抽出された複数の巣をそれぞれの形状に基づいて巻き込み巣と引け巣に分別する鋳巣分別部42とを有する。
(もっと読む)
射出成形機におけるチェックリングの強制開き動作

【課題】 計量工程の完了後に射出工程が行われるが、射出工程の開始時にチェックリングが半開き状態で不安定な位置にあると、スクリューの前進が始まってからチェックリングが閉じるまでの時間がバラつく。そのことにより、溶融樹脂の射出充填量が変動し、成形品の重量および品質もバラつくことになる。
【解決手段】 計量完了後に、シャットオフバルブが閉じた状態でスクリューを後退させ、チェックリングを開き限位置まで移動させた後、射出工程を開始する。
(もっと読む)
成形機の射出装置
【課題】成形材料の射出と成形材料の増圧との双方をモータの駆動力により行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、射出プランジャ5に固定されたシリンダロッド23、シリンダロッド23が固定された前側ピストン25、及び、前側ピストン25のヘッド側の第2シリンダ室C2の作動液を加圧可能な後側ピストン27を有するシリンダ装置11と、第1モータ13と、第3モータ19と、第2シリンダ室C2に連通されるタンク61と、第3モータ19の駆動力によりシリンダロッド23がキャビティCa側へ前進しているときにタンク61から第2シリンダ室C2への作動液の流れを許容し、第3モータ19の駆動力により後側ピストン27が第2シリンダ室C2の作動液を加圧しているときに第2シリンダ室からタンク61への作動液の流れを阻止するプレフィルバルブ65と、を有する。
(もっと読む)
円筒部とハウジング部分を有する成形体
【課題】 繊維状充填材を充填したPPS樹脂製の円筒部を有する成形体の問題点、特にその円筒部にハウジング部分などを一体成形してなる成形体において、真円度が優れる円筒部を有するPPS樹脂製成形体を提供することを課題とする。
【解決手段】
(A)ポリフェニレンスルフィド樹脂100重量部に対して、(B)繊維状充填材10〜350重量部、(C)非繊維状充填材5〜300重量部を配合してなり、(B)繊維状充填材と(C)非繊維状充填材の合計が(A)ポリフェニレンスルフィド樹脂100重量部に対して100重量部以上である樹脂組成物を射出成形して得られる円筒部を有する成形体であって、円筒部とハウジング部分を有する成形体。
(もっと読む)
射出成形機
【課題】射出成形機の納入後の初期運転においても計量動作を円滑に行うことを可能とし、また、所定期間の初期運転以降の成形運転においては、スクリュを高速回転させても円滑な計量動作を保証することができるようにすること。
【解決手段】加熱シリンダ内に回転並びに前後進可能に配設されたスクリュを有するインラインスクリュ式の射出成形機において、射出成形機の納入先で始めて成形運転が行われる際には、成形運転の開始から所定の期間が経過するまでの間は、計量工程におけるスクリュ回転速度を低く規制して成形運転を実行させる、スクリュ回転速度規制運転モードによって成形運転を実行させる。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】非発泡状態または低発泡倍率状態の加圧取付部を発泡樹脂成形品の発泡本体部から一体的に突出するように成形するに際して、相手部材への取付時の加圧力によって、発泡本体部の加圧取付部に連続する部分が発泡本体部側へ沈み込むことを防止する。
【解決手段】成形型21,25内に充填された発泡性樹脂によりワーク10の発泡本体部11を発泡成形すると共に、加圧されることにより相手部材に取り付けられる発泡抑制樹脂部から成る加圧取付部13を前記発泡本体部から一体的に突出するように成形するに際して、発泡本体部の前記加圧取付部に連続する部分に、発泡本体部の他の部分よりも厚い本体厚肉発泡抑制樹脂部12を形成することを特徴とする。
(もっと読む)
成膜成形体およびその製造方法、製造装置
【課題】表面に基礎成膜10が施された基礎基材9から電気回路が形成された基板1を簡単に製造する。
【解決手段】基礎基材9を射出成形した後、該基礎基材9の表面に成膜装置8によって基礎成膜10を施し、次いで前記基礎基材9を成形するための射出用型面6a、7aに設けた金型(子金型)6c、7bを出没させ、これによって基礎基材9に、基礎成膜10が分断された段差面部2cを介するようにして成膜3、4を有する二段の凹面部2a、凸面部2bを形成してそれぞれの上面に電気回路を有する基板1を製造するようにした。
(もっと読む)
熱電変換材料を備えた成形機
【課題】成形機に構成された加熱シリンダが高温に加熱された際、その発生された熱を、熱エネルギーから電気エネルギーへ変換し、再利用することができる熱電変換材料を備えた成形機を提供することを課題とする。
【解決手段】成形体の原料となる樹脂材料を加熱溶融する可塑化装置21を備えた押出成形機や射出成形機1等の成形機において、加熱シリンダ30を覆うヒーターカバー33の外側表面部に熱発電素子35を設ける。これにより、加熱シリンダ30が高温に加熱された際、熱発電素子35に伝達される熱と、外気との温度差によって、熱発電素子35が電力を発生するので、この電力を成形機等に備えた送風ファン37などの駆動力としたり、或いはバッテリー等に蓄電することで効果的に再利用することができる。
(もっと読む)
計量中断サックバック
【課題】 近年、成形サイクルタイムの短縮を図るため、計量工程の途中であっても型開工程を開始するいわゆる複合動作が頻繁に行われるようになった。
しかしながら、ホットランナーは装備しているがバルブゲートは未装着である金型を用いて成形する場合、計量工程の途中で金型を開くと「樹脂ダレ」や「糸引き」が発生し、それを取り除くために成形運転を一時停止する必要が生じるので、複合動作を行うことができなかった。
【解決手段】 射出・保圧工程が完了すると冷却工程と計量工程を同時に開始し、計量工程より先に冷却工程が完了した場合、スクリューの回転を停止するとともにシャットオフバルブを開き、スクリューを一定距離後退(サックバック)させ、シャットオフバルブを閉じ、その後残りの計量工程と型開工程を同時に開始することとした。
(もっと読む)
型締装置の金型回転機構
【課題】高剛性・高精度・高速・低コストで回転板を回転させることのできる型締装置の金型回転機構を提供する。
【解決手段】金型をその開閉方向に直交する面で回転可能に取付ける型締装置1の金型回転機構3であって、型締機構2に固着され回転板15の回転軸10を軸支するセンタラム8と、前記センタラム8が前記回転板15に当接する位置及び前記センタラム8が前記回転板15に所定間隙G1を形成して離隔し前記回転板15を回転可能にする位置との間を移動可能に両者を掛合する掛合部14と、タイバ19に案内されて移動する可動盤13とを備え、前記回転板15は可動型22を取付け環状案内部23を介して前記可動盤13の前記型締機構2に対向する面の反対面と係合して回転移動するように構成した。
(もっと読む)
被塗装樹脂成形部品の塗装冶具の設計方法
【課題】ワークの塗面の面精度を向上させて品質の安定性を向上させると共に、完成品の形状精度を向上させる被塗装樹脂成形部品の塗装冶具の設計方法を提供する。
【解決手段】塗装対象の樹脂成形部品の意図しない成形変形及び保管変形をCAEによって算出し、この結果に対し、塗装時の熱膨張点を塗装冶具によって接触支持する接触条件を追加していくことによって熱変形を所定の範囲に収め、第一の塗装冶具の接触条件を求める面歪評価工程101と、塗装時に塗装冶具によって接触支持して塗装した結果塗装変形した形状が所要の形状に近付くように接触条件を選択し、第二の塗装冶具の接触条件を求める比較工程201と、それら独立に割り出した接触条件を元に実験計画法によって最良の接触条件を導出する形状決定工程301と、を含み、その結果を塗装冶具の設計に反映させる。
(もっと読む)
機械の対話型制御のための方法
【課題】機械の対話型制御のための方法を、制御に関する知識が比較的少ない場合にも手順の作成が容易化されるように改善すること。
【解決手段】機械(14)の対話型制御のための本方法では、オペレータを導く形式で、機械の作業手順(18)のために必要な稼動パラメータが、これらの稼動パラメータを記憶するデータ処理ユニット(12)内へ入力される。引き続きこの入力に基づいて作業手順が実行される。前記データ処理ユニット内には、前記機械の作業手順の基本規則に関するデータセットが設けられている。このデータセットの使用のもと、結果として、前記オペレータに対し、機械装備品及び機械周辺品に基づいて存在する可能性について、選ばれた選択肢が提供され、この選択肢は、現存の前記作業手順(18)内へ互換性をもって挿入可能な更なる挿入部分を含む。前記機械における現存の初期状態から出発し、アクションが実行され、このアクションの終わりでは前記機械が1つの実際状態にあること、及び、この実際状態、或いは前記初期状態とこの新しい実際状態の間で生じた変更が、新しい構成要素として、前記機械のプログラミングすべき作業手順内への受け入れのためにティーチングユニット(20)を介してティーチングされ、検査され、付加される。この際、既に前記アクション中に、このアクションの実行可能性に関するこのアクションの論理的な検査が行われる。本方法は、制御に関する知識が比較的少ない場合にも手順の作成が容易化される。
(もっと読む)
射出成形機における加熱筒の排気装置
【課題】射出成形機の加熱筒において減圧雰囲気で成形原料を可塑化したときに水やタール状物が生成され難いガス排気装置を提供する。
【解決手段】減圧雰囲気で成形原料Mを可塑化し、加熱筒27内で発生した水分やガスを真空源35により吸引して大気へ放出するように構成した射出成形機10における加熱筒の排気装置であって、成形原料Mが供給される加熱筒の上部開口33の上方に設けられた原料落下路34の内表面に制御装置41により昇温制御される電気ヒータ22からなる加熱制御手段45を設ける。
(もっと読む)
成形品取出機の制御装置
【課題】 チャック部の各ステージにおける位置の微調整が容易で、かつ正確に行うことのでき、更にはチャック部の稼動状態に関するデータの設定変更やモニタリングなどが容易な成形品取出機の制御装置を提供する。
【解決手段】 成形機に搭載された成形品取出機の取出し動作などを制御する成形品取出機の制御装置に、成形品取出機のチャック部の各ステージにおける位置を設定する信号、およびチャック部の運転条件の設定信号や運転状況の確認信号などの信号のうち、使用頻度が比較的高く、かつ操作者が制御装置本体から離れて制御しても危険性がない前記信号を制御装置本体との間で無線で交信可能なハンディータイプの操作ペンダントを付加する。
(もっと読む)
射出成形品の良否判別方法、及びその装置
【課題】ユーザーが所望する識別条件を良否判別方法に簡易に入力し、かかる識別条件で成形品の良否を判別すること。
【解決手段】射出成形機で成形された成形品の良否判別方法において、ユーザーが、射出成形にかかわる物理量の中から良否判別に用いるとして特定した情報(判別情報)、及び判別情報における成形品の識別条件を設定し、射出成形機における判別情報の値が、識別条件を満たしているか否かを判別して、射出成形機で成形された成形品の良否を判別することとした。これにより、ユーザーが簡易に判別条件を入力し、かかる判別条件で成形品の良否を判別できる。
(もっと読む)
射出成形用金型構造
【解決手段】エジェクターボックス気密空間A1及び可動金型7と固定金型12とにより形成されたキャビティCに、圧縮ガスが注入された状態で、キャビティに、溶融樹脂を射出することにより、無発泡表面層と内部発泡部とからなる成形品を成形するための射出成形用金型構造において、固定金型用受け板11に遮蔽側壁11cを形成し、型締め状態において、固定金型用受け板の遮蔽側壁と可動金型用受け板2とが当接するように構成することにより、スライドコアSを、固定金型用受け板と可動金型用受け板とにより、気密状に囲繞するように構成したものである。
【効果】型締めされた固定金型用受け板と可動金型用受け板との間から、キャビティやエジェクターボックス気密空間内に注入された圧縮ガスが漏れるようなことを防止することができる。
(もっと読む)
射出成形アクチュエータ位置の検出
【課題】ノズルは、ノズル溶解通路を通る成形材料の流れを制御するバルブピンを有する。バルブピン作動位置を検出する装置を提供する。
【解決手段】アクチュエータ38は、静止部分と可動部分とを有する。アクチュエータは、更に、その可動部分に連結された延伸ロッドと、ロッドに連結されたブロック92とを有し、ブロックは、アクチュエータの可動部分とともに移動可能である。回動リンク要素36は、アクチュエータのブロックに回動可能に連結されるとともにノズルのバルブピンに連結されている。回動リンク要素は、アクチュエータの可動部分が移動するのに応じてバルブピンを移動させる。ブラケットは、アクチュエータの静止部分に連結されている。2つのセンサ206,208は、ブロックの異なる位置を検出するためにブラケットに連結されている。センサは、空気近接センサからなっていてもよい。
(もっと読む)
射出成形機
【課題】逆流防止弁にバックフローが生じて、逆流防止弁の交換時期に至ったことを、的確にかつ自動的に判定できるようにすること。
【解決手段】スクリュに逆流防止弁を備えたインラインスクリュ式の射出成形機において、保圧工程における実測射出速度データを監視し、実測射出速度データが概略一定速度である時間が所定時間を超えると、逆流防止弁にバックフローが生じていると判定する。
(もっと読む)
生産設備のコントローラ
【課題】 スペース上の制約によるコントローラの設置不能を回避できるとともに、生産設備に配属される成形作業オペレータの移動に要する手間を省くことにより、制御操作の煩わしさを解消して、操作の容易化を実現できる生産設備のコントローラを提供する。
【解決手段】 生産設備1は、インモールドワーク成形機2と、インモールドラベル(ワーク)3を供給するための第1前工程機器4として機能するワーク供給機5および該ワーク供給機5からインモールドワーク3を受け取ってインモールドワーク成形機2の成形金型6における固定金型6aの截頭円錐形凹部6Aに受け渡す第2前工程機器7として機能する成形品取出機8とを備える。そして、成形品取出機8の運転制御用コントローラ18で、ワーク供給機5の同時運転制御または個別運転制御を可能にする。
(もっと読む)
121 - 140 / 317
[ Back to top ]