
Fターム[4F206JP30]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | その他の特定の補助操作、そのための装置 (317)
Fターム[4F206JP30]に分類される特許
81 - 100 / 317
成形機
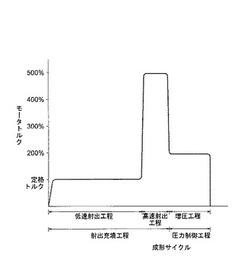
【課題】安価かつ簡便な構成にして、高い射出速度と増圧(保圧)圧力を得ることができる成形機を提供する。
【解決手段】射出用電動サーボモータ11として、複数巻3相モータを備える。低速射出工程においては射出用電動サーボモータ11をその定格トルクで駆動し、高速射出工程においては射出用電動サーボモータ11をその最大トルクで駆動し、増圧工程においては射出用電動サーボモータ11を定格トルクの200%以下で駆動する。
(もっと読む)
分岐ホースの製造方法

【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法を提供する。
【解決手段】ホース本体成形用の中芯型2の外周面であって連結穴13を形成する穴形成部位23に封止部材3を配置する。封止部材3を配置した中芯型2を外型に設置して外型と中芯型2との間に分岐ホース1と同形状のキャビティを形成する。キャビティに成形材料を注入して、分岐ホース1を成形するとともに、連結穴13に閉塞部19を成形する。分岐ホース1のホース本体11と中芯型2との間に気体を注入しながら、連結穴13を封止部材3で封止した状態でホース本体11から中芯型2を取り去る。閉塞部19を薄肉の接続部分19aで破断させて、連結穴13から閉塞部19及び封止部材3を取り去る。
(もっと読む)
成形シミュレーション装置及び成形シミュレーション方法
【課題】 有限差分法による成形型内の融解した成形材料の流動解析において高い精度を有する成形シミュレーション装置及び成形シミュレーション方法を提供する。
【解決手段】内部空間要素と型要素と注入口要素とに分類された要素情報のうち互いに隣接する内部空間要素及び型要素の組に係る内部空間要素及び型要素の少なくとも一方である仮定対象要素を抽出し、仮定対象要素が内部空間要素である場合に該内部空間要素を流速仮定内部空間要素とし、仮定対象要素が型要素である場合に該型要素に隣接する内部空間要素を流速仮定内部空間要素とし、流速仮定内部空間要素と該流速仮定内部空間要素に隣接する型要素との間の境界面に対して垂直な該流速仮定内部空間要素のいずれかの部分における該融解した成形材料の流速を、該型要素とは反対側の該流速仮定内部空間要素の境界面を横切る該融解した成形材料の流速に基づき仮定する。
(もっと読む)
樹脂成型品のバリ検出装置
【課題】検出が困難である薄膜状バリを精度良く検出することを可能とした樹脂成型品のバリ検出装置を提供する。
【解決手段】着色樹脂で形成される樹脂成型品20に生じたバリを検出する樹脂成型品のバリ検出装置において、前記バリは、樹脂成型品20に対して突出方向が推定可能な薄膜状バリであって、該突出方向に対して略直交する方向に設置され、樹脂成型品20を撮像する撮像装置5、6と、樹脂成型品20を挟んで撮像装置5、6とは反対側に位置され、且つ撮像装置5、6の光軸から僅かにずらした位置に設置され、薄膜状バリの推定位置に対して少なくとも短波長を含む照明光を照射する照明装置7、8と、を備え、照明装置7、8から照射された照明光が樹脂成型品20で反射し、撮像装置5、6に入射した散乱光による画像を撮像し、該画像に基づいて画像処理装置10にて薄膜状バリの有無を検出する。
(もっと読む)
インサート樹脂成形品およびその製造方法
【課題】金属製のインサート部材と樹脂成形部との境界面に硫黄を含有する接着層を備える密着性の高いインサート樹脂成形品および該製品を製造する方法を提供する。また、該成形品を備える電池の提供を他の目的とする。
【解決手段】本発明により提供される金属製のインサート部材64と熱可塑性樹脂から成る樹脂成形部70との境界面に、硫黄原子を含む成分を含有する接着剤から形成された接着層90を備えるインサート樹脂成形品の製造方法は、上記インサート部材64と上記樹脂成形部70との境界面に上記接着層90が形成されたインサート成形体を用意し、該成形体を所定の時間加熱することにより該接着層90中の遊離硫黄と該樹脂成形部70を構成する熱可塑性樹脂とを結合させて、加熱前よりも該接着層90中の遊離硫黄を減少させることを特徴とする。
(もっと読む)
射出成形用金型及び射出成形方法
【課題】樹脂成形品におけるウエルドラインを効率よく防止できる技術を提供する。
【解決手段】金型本体1の内部に、樹脂を成形するためのキャビティ13が形成される。ピン部材2の一端側21は、キャビティ13の内部に配置される。ピン部材2の他端側22は、金型本体1の外部に実質的に露出される。光源3は、ピン部材2の他端側22に加熱用のレーザ光を照射する。レーザ光をピン部材2の他端側22に照射することにより、ピン部材2を局部的に加熱することができる。ピン部材2の熱伝導率は、ピン部材2に接触する金型本体1よりも実質的に高いことが好ましい。
(もっと読む)
気密構造体のシャッタ装置およびその作動方法
【課題】従来の気密構造体のシャッタ装置では、シール部材が摩耗して適切なシールを行うことができないという問題を解決した気密構造体のシャッタ装置を提供する。
【解決手段】開口部24a,41a,47aを開閉するシャッタ部材42が備えられた気密構造体等のシャッタ装置26において、本体部材41とシャッタ部材42との間に設けられる中間部材47と、中間部材47に対して摺動自在に当接されるシャッタ部材42と、中間部材47と本体部材41との間に設けられ中間部材47をシャッタ部材42に向けて押圧する押圧手段49,50,51とを備える。
(もっと読む)
金型、成形品評価方法、及び成形条件決定方法
【課題】金型内での樹脂成形品の収縮量等の変動を経時的に測定することができる金型、その金型を用いた成形品の評価方法、その金型を用いた成形条件の決定方法を提供する。
【解決手段】金型内における樹脂成形品の収縮量の経時的な変動を測定する収縮量測定部及び/又は金型内における樹脂成形品の収縮力の経時的な変動を測定する収縮力測定部を備えた金型を用いる。収縮力測定部が、収縮力を伝達する伝達部を備え、伝達部を介して収縮力を測定し、収縮量測定部が、樹脂の収縮により変位する可動部を備え、可動部の変位量を収縮量として測定する金型が好ましい。
(もっと読む)
転写シート送り装置及び樹脂成形品の製造方法
【課題】透明な転写層が、樹脂本体部に転写されて樹脂成形品の表面に形成されていることを容易に判断することができる転写シート送り装置及び樹脂成形品の製造方法を提供する。
【解決手段】マーキングペン60は、横架材73の中央にマーキングペン保持部材65を介して設置されている。マーキングペン60は、射出成形用金型11内に送り込まれる前に、転写シート55の転写層54に転写確認マーク64をマーキングする。具体的には、マーキングペン60は、転写層54の樹脂ゲート部58に転写される部分のうち、転写シート55の送り方向からみて、転写層54の樹脂本体部56に転写される部分と重ならない部分を通過するように、転写シート55の送り方向に沿って連続した線状の転写確認マーク64をマーキングする。
(もっと読む)
樹脂成形に於ける静電除去方法および静電除去装置
【課題】 樹脂成形に際して、成形品に対する静電除去および溶融樹脂に対する酸化防止の二つの課題に対して、両者を同時に対応しようとする方策は見られなかった
【解決手段】 樹脂成形機10によって成形した成形品13xを取出す取出機20、20Aに、放電針に交流または直流の高電圧を印加することで発生したイオンを窒素に付加させるイオン発生ユニット30を付設した。
(もっと読む)
金型温度の調整装置
【課題】高温熱媒体と低温熱媒体の切換えタイミングを適正に調整して、成形サイクル時間を短縮する。
【解決手段】
金型(4,5)の加熱時に、金型(4,5)の温度が所定の温度値まで上昇した時点で金型(4,5)の加熱を停止し、金型(4,5)の冷却時に、金型(4,5)の温度が所定の温度値まで下降した時点で金型(4,5)の冷却を停止する金型温度制御手段(32)と、金型(4,5)の加熱時の所定の温度値と金型(4,5)の冷却時の所定の温度値をそれぞれ金型温度制御条件として設定する温度制御条件設定手段(46)と、金型温度制御条件を表示させる画像表示手段(33)と、を備える。画像表示手段(33)は、成形機の各成形工程に対する金型温度の設定値と実測値とを比較できるように同じ画面上に表示する。
(もっと読む)
安全ドア開閉制御機構を備えた工作機、及び、射出成形機又はダイカストマシン
【課題】射出成形機等の工作機に備えた安全ドアを、閉め防止及び開き防止できるようにする。
【解決手段】金型の出し入れ口に開閉自在な安全ドア7を備え、安全ドア7の挿通孔12にエアシリンダ14で進退されるストッパピン8を係合させることで、安全ドア7の開き防止手段として安全ドア7が開かないよう閉成状態を保てる一方で、安全ドア7を開放した状態でストッパピン8が挿通孔12に係合されない状態では、突出されたストッパピン8を安全ドア7の閉成を阻止する閉じ防止手段として兼用する。これにより、安全ドア7が不用意に開くことがないよう開き防止をすることができる一方で、安全ドア7が開放された状態では、突出されたストッパピン8により安全ドア7が不用意に閉成されないよう阻止することができる。
(もっと読む)
製品設計支援装置、製品の製造方法、及び製品設計支援プログラム
【課題】本発明は、製品設計時にアンダーカット処理の適否判断を行うことができる製品設計支援装置、製品の製造方法、及び製品設計支援プログラムを提供する。
【解決手段】製品の構成部位に関する情報を格納する構成部位情報格納手段と、アンダーカット処理に関する情報を格納するアンダーカット処理情報格納手段と、前記構成部位に関する情報と、前記アンダーカット処理に関する情報と、に基づいてアンダーカット処理の適否を判定するアンダーカット処理判定手段と、を備えたことを特徴とする製品設計支援装置が提供される。
(もっと読む)
樹脂封止装置および当該樹脂封止装置に備わる搬送装置
【課題】段取り替え時間の短縮、省スペースおよび低コストを実現した搬送装置を備えた樹脂封止装置を提供する。
【解決手段】金型内に進入して該金型に対して樹脂封止前のワーク9および樹脂タブレット8を纏めて搬入可能なローダ機構と、樹脂封止後のワーク9を金型から取り出す際に、カルに相当する部分のカル樹脂を吸着しつつ取り出し可能なアンローダ機構が一体化され、且つ、ワーク保持部3が共用化されたローダ・アンローダ装置を備える。
(もっと読む)
ランナーレス金型
【課題】成形品の形状が限定されないように、凹所を備える固定型やこの凹所に勘合する圧縮コアについて、その形状や構造を工夫すること。
【解決手段】ランナーレス金型は、固定型(1)と可動型(2)との対向面間に複数個のキャビティー(18)を形成し、
前記固定型(1)内の複数個のキャビティー(18)の中央にホットノズル(10)を具備し、前記ホットノズルの外側には所要深さの凹所(11b)が形成されたランナー形成部(11)を設け、このランナー形成部の凹所(11b)には、これに嵌合する進退自在のコア(12)を設けると共に、前記ランナー形成部(11)の凹所(11b)の外周端縁には、前記複数個のキャビティー(18)につながるゲート(13)を形成し、
前記可動型(2)の中央には、前記コア(12)を押圧する進退自在の押し出しロッド(21)を具備することである。
(もっと読む)
射出シリンダ性能測定装置
【課題】 実際に溶湯を鋳造型内に射出する際にピストンロッドに付与される負荷状態をより忠実に再現できる射出シリンダ性能測定装置を提供する。
【解決手段】 射出シリンダ性能測定装置10は、プランジャ30と横シリンダ26と作動液体29とサーボ弁16を備える。プランジャ30の後端部30bには、射出シリンダのピストンロッド50が接続される。横シリンダ26には、プランジャ30が進退可能に挿入されている。横シリンダ26には、プランジャ30の前進移動に伴って体積が減少する作動室27が形成されている。作動室27には、開口22が形成されている。作動液体29は、作動室27に充填される。サーボ弁16は、横シリンダ26の開口22を通過する作動液体29の通過抵抗を調節する。
(もっと読む)
射出成形方法及び射出成形型
【課題】優れた外観品質を保証すると共に、有効にコストダウンを実現する射出成形方法及び射出成形型を提供する。
【解決手段】樹脂射出成形品を製造するための射出成形型10である。成形品において意匠面100aとならない部位から突出形成されるべき捨てリブ101に対応して、キャビティ14所定部位にて捨てリブ部17が付設形成され、捨てリブ部17にゲート16を介して射出成形する。ゲート16は、サブマリンゲート16C又はノーズゲートとして構成される。
(もっと読む)
異色又は異材質からなる複合成形品の射出成形装置
【課題】2色又は2材質の成形材料からなる複合成形品を1基の射出成形機によって射出成形する射出成形装置では、インサート部品に1次成形し、つぎにその1次成形品の一部にプレス加工を加え、最後にプレス加工された被加工品に2次成形を追加して複合成形品とする射出成形装置が望まれる。
【解決手段】本発明の2色又は2材質の複合成形品の射出成形装置は、1次金型で1次成形した後に2次金型で2次成形を追加する射出成形機に、その1次金型にインサート部品を装填するインサート装置と、その1次金型と2次金型の中間位置に設けられた、1次成形品の一部をプレス加工するプレス装置と、その1次成形品をそのプレス装置に移載し、プレス加工された被加工品をその2次金型に移載するとともに、その2次成形品を機外に取り出す移載装置とを含むことによって、インサート成形した1次成形品に2次成形前にプレス加工を加えて複合成形品を成形する。
(もっと読む)
半導体装置の製造方法
【課題】成形金型のクリーニング作業のコスト低減化を図る。
【解決手段】成形金型2の上金型3と下金型4の間にクリーニング用シート17とマスク用シート1を配置して成形金型2にクリーニング用樹脂を充填し、樹脂硬化後、成形金型2からクリーニング用シート17とマスク用シート1を取り出し、さらにクリーニング用シート17とマスク用シート1を分離し、その後、マスク用シート1を成形金型2のクリーニング作業に再利用することにより、マスク用シート1を使い捨てするのに比較してクリーニング作業に費やす部材のコストを低減することができ、成形金型2のクリーニング作業のコスト低減化を図ることができる。
(もっと読む)
成形品の変形形状の予測方法とその装置、変形形状の予測プログラムとその記憶媒体
【課題】実際の収縮率と予測値との間に生じる差異を抑制し、予測精度の高い変形形状の予測が可能となる成形品の変形形状の予測方法等を提供する。
【解決手段】成形品の変形形状の予測方法であって、
変形形状の予測を行う前の準備段階において、予測の対象とされる成形品形状と類似する特定の形態における形状データに基づいて算出された形状特徴と、実測収縮率とを関連づけた収縮率テーブルデータを算出する工程と、
前記予測の対象とされる成形品形状の形状データに基づいて形状特徴を算出し、これに対応する実測収縮率を前記準備段階の収縮率テーブルデータから読み込み、これらを元にして収縮歪データを算出する工程と、
前記算出された収縮歪データを用い、成形品の変形形状を予測する工程と、を有する構成とする。
(もっと読む)
81 - 100 / 317
[ Back to top ]