
Fターム[4F206JP30]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | その他の特定の補助操作、そのための装置 (317)
Fターム[4F206JP30]に分類される特許
21 - 40 / 317
強度解析装置及び強度解析プログラム
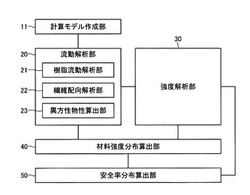
【課題】材料物性の異方性を考慮して樹脂成形品の強度分布を解析すること。
【解決手段】流動解析部20が、計算モデル作成部11によって作成された計算モデルを用いて流動解析を実行することによって、各微小要素内における繊維材料の主配向方向を算出する。強度解析部30が、計算モデル作成部11によって作成された計算モデルを用いて強度解析を実行することによって、樹脂成形品に要求荷重を加えた際に発生する最大主応力の大きさ及び方向を各微小要素について算出する。材料強度分布算出部40が、流動解析部20によって算出された各微小要素における繊維材料の主配向方向と強度解析部30によって算出された各微小要素における最大主応力の大きさ及び方向とを用いて、各微小要素における樹脂成形品の強度を算出する。
(もっと読む)
インサート成形方法およびその装置

【課題】インサート成形品の、樹脂成形部に対する金属板のプレス加工部位の形状精度を高くする。
【解決手段】インサート成形用の成形型2に、ポンチ部211およびダイス部221を設け、成形型2によってターミナル(金属板)12を挟持する工程のとき、ポンチ部211とダイス部221とによって、ターミナル12に凸部121をプレス加工する。これによると、ターミナル12の凸部121の、樹脂成形部11に対する形状精度は、成形型2の精度レベルの高い精度を実現することができる。
(もっと読む)
検出プログラム、検出方法および検出装置
【課題】データに含まれるランナーシステムを自動的に検出すること。
【解決手段】検出プログラムは、解析対象のデータに含まれるランナーシステムモデルに基づいて、次のような処理をコンピュータに実行させる。すなわち、検出プログラムは、ランナーシステムモデル13aが示すランナーシステム20において、断面の形状が円である突出した部分を特定することで、スプルー20aを検出する処理をコンピュータに実行させる。検出プログラムは、データ、およびゲートの形状に基づいて、ゲート20bを検出する処理をコンピュータに実行させる。検出プログラムは、ランナーシステムモデル、スプルー、およびゲートに基づいて、ランナーシステムのランナー20cを検出する処理をコンピュータに実行させる。
(もっと読む)
射出成形機
【課題】金型の構造に関連して配置される可動部を実際に動作させることなく、その可動部の動作タイミングが適切であるか否かを操作者に判定させることができる射出成形機を提供すること。
【解決手段】コアトラクタ5を備えた射出成形機100は、コアトラクタ5の動作タイミングを設定する動作タイミング設定部12と、射出成形機100の実際の或いは仮想的な動作に合わせて、動作タイミング設定部12によって設定されたコアトラクタ5の動作タイミングを知らせる情報を出力する動作タイミング情報出力部13と、を備える。
(もっと読む)
射出成形システム
【課題】材料配管用バルブへの成形材料の挟まりを抑制し、生産効率を向上させることができる射出成形システムを提案する。
【解決手段】本発明の射出成形システムは、成形材料を溶解して射出成形する射出成形機1と、成形材料を射出成形機1に供給する成形材料供給装置2と、成形材料を貯留し、成形材料供給装置2と連通された材料タンク13と、材料タンク13と成形材料供給装置2との連通を遮断可能に設けられたバルブ19と、を備え、材料タンク13から成形材料供給装置2への成形材料の移送を成形材料供給装置2および材料タンク13の雰囲気の吸引によって行う。材料タンク13と成形材料供給装置2との連通を遮断する指令を受けたとき、材料タンク13と成形材料供給装置2との圧力差を検出して該圧力差が所定の値以下になったところでバルブ19を閉じる制御手段22をさらに備えている。
(もっと読む)
磁性樹脂成形体の製造方法
【課題】磁性樹脂成形体の磁力を強くすることができる磁性樹脂成形体の製造方法を得る。
【解決手段】マグネットピース10の製造方法として、金型22のキャビティ30内に作用する配向磁場Mが周期的に変動している状態で、少なくとも異方性磁石粉を含み加熱溶融した樹脂バインダー12をキャビティ30内に射出する。そして、射出された樹脂バインダー12を冷却する。ここで、金型22内に射出される樹脂バインダー12に対して、周期的に変動する配向磁場Mが作用することにより、配向磁場Mの影響で射出速度が低下(充填抵抗が増加)するのを抑えると共に、樹脂バインダー12に作用する配向磁場Mの強さが低下するのを抑えられる。これにより、成形されたマグネットピース10の磁力が、一定の配向磁場Mを作用させたものに比べて強くなる。
(もっと読む)
外部記憶媒体への射出成形機のデータ保存方法および射出成形機
【課題】射出成形機の成形条件、測定値データ等の各種データを、簡易で安全性の高い方法で暗号化して外部記憶媒体に保存するデータ保存方法を提供する。
【解決手段】射出成形機1の記憶装置5に保存されている成形条件、各種測定値データ、画面のハードコピーである画像データ等のデータを、外部記憶媒体8に保存するとき、操作者が保有しているIDカード13内に格納されている識別番号15をキーにして暗号化する。パーソナルコンピュータによって読み出すときには、IDカード13をパーソナルコンピュータ用IDカード読み取り装置によって読み込んで識別番号15を得て、この識別番号15によって非暗号化する。
(もっと読む)
射出成形機のログイン方法および射出成形機
【課題】
安全性が高く簡易な方法によってログインすることができ、操作者毎に操作可能な範囲を設定できる射出成形機のログイン方法を提供する。
【解決手段】
射出成形機(1)において操作者の認証は、識別番号(15)が記録されたIDカード(13)によって行うように構成する。識別番号(15)は、IDカード読み取り機(11)によって非接触で読み取り、コントローラ(2)内の操作者定義ファイル(12)を照会して、登録されているか否かをチェックする。このようにして認証された操作者には、操作者定義ファイル(12)に定義されている情報に従って、操作可能な操作内容だけを実施できるように許可する。
(もっと読む)
射出成形機の画面の記録・再生方法
【課題】射出成形機の画面を長期間かつ漏れなく記録して、再生表示する方法を提供する。
【解決手段】射出成形機のディスプレイ装置(5)に画面を表示するとき、文字列、アイコン、図形のそれぞれに対応する画面表示指令を生成(2)し、この画面表示指令を解釈して画面表示(3)する。この生成された画面表示指令は、射出成形機のコントローラ内の記憶装置(8)に一定期間保存(6)する。保存されている画面表示指令は、所定の要求によって読み出し(9)て解釈(3)させ、射出成形機のディスプレイ装置(5)に再生画面として表示させることができる。画面表示指令は、外部記憶装置(11)にコピーして取り出し、パーソナルコンピュータ(PC)上で画面を表示させることもできる。
(もっと読む)
成形機
【課題】非熟練者であっても成形条件の設定を簡単に行うことができて、使い勝手が良好な成形機を提供する。
【解決手段】成形機の駆動制御を司るマイコン部20に、成形ナビゲーションを記憶しておく。成形ナビゲーションを起動すると、成形条件の設定に必要な複数の設定画面が所定の順番で表示部に表示され、かつ表示された各設定画面中の成形条件を入力すべき設定項目の表示欄が周囲と異なる色で表示される。操作者は、周囲と異なる色で表示された設定項目の表示欄に、表示された順番に所定の設定値を入力する。これにより、成形条件の設定を完了することができる。よって、特別な熟練を要することなく成形機の稼働に必要な成形条件を漏れなく設定でき、成形条件の設定を高能率かつ確実に行うことができる。
(もっと読む)
スクリューの交換時期の予測方法、スクリュー交換時期予測装置
【課題】スクリューの交換時期を精度良く予測して、適切なタイミングでスクリューを交換することのできるスクリューの交換時期の予測方法、スクリュー交換時期予測装置を提供することを目的とする。
【解決手段】次回の点検時におけるスクリュー12の摩耗量hn+1を求め、それが、予め設定された摩耗限界量hmaxに到達するか否か(hmax>hn+1)を判定する。次回の点検時におけるスクリュー12の摩耗量hn+1が摩耗限界量hmaxに到達する場合、次回点検時までにスクリュー12の交換が必要であるので、交換用のスクリュー12の準備が必要なことを示す情報を出力する。
(もっと読む)
成形機
【課題】 自動パージを行った場合に、その後、適切に成形動作を自動的に再開することができる射出成形機の提供。
【解決手段】 制御装置90を備える成形機であって、制御装置90は、成形動作の停止を要求する停止要求信号を受けた場合に、成形動作を停止すると共に、当該成形機の自動パージを実行する自動パージ実行手段と、所定条件が成立した場合に、前記自動パージを終了し、前記停止した成形動作を自動的に再開する自動再開手段とを備えることを特徴とする。
(もっと読む)
面加工機
【課題】ダイプレートの被加工面を能率良く加工することができる面加工機を提供する。
【解決手段】面加工機40は、一対のダイプレート11,12のうち、一方のダイプレート11の金型取付面20に固定されるフレーム構体41を有している。フレーム構体41に、金型取付面20と平行な方向に移動可能な直線移動ユニット42が設けられている。直線移動ユニット42は、第1のサーボモータ75によって金型取付面20に沿って移動する。直線移動ユニット42に旋回アーム44が設けられている。旋回アーム44は、第2のサーボモータ85を備えた旋回機構45によって回転軸X1を中心に旋回する。旋回アーム44に刃具50が設けられている。刃具50は、第3のサーボモータ100を備えた刃具回転機構51によって回転する。コントローラ52は、刃具50が被加工面S2に沿って所定の軌跡上を移動するようにサーボモータ75,85を制御する。
(もっと読む)
成形システム
【課題】 成形機の機械作動部分の近傍に別の作動装置が配設され、前記機械作動部分と前記別の作動装置の間に第1の扉が設けられるともとに、前記別の作動装置と外部の間に遮蔽部と第2の扉が設けられた成形システムに関し、遮蔽部内でも操作盤を操作して成形機の設定入力を可能とする。
【解決手段】 成形機12の機械作動部分14に近接して別の作動装置13が配設され、前記機械作動部分14と前記別の作動装置13の間に第1の扉19が設けられるともとに、前記別の作動装置13と外部E2の間に遮蔽部20と第2の扉21が設けられた成形システム11において、遮蔽部内E1の操作盤22(22a)から設定入力可能となっているときは、第1の扉19のインターロックがオンになっているとともに前記別の作動装置13が非作動状態となっており、かつ第2の扉21のインターロックがオフの状態とする。
(もっと読む)
成形機の自動昇温制御方法
【課題】バレル部のマスター区間(マスターゾーン)とスレーブ区間(スレーブゾーン)がそれぞれ最終目標温度に到達する昇温完了までの時間を短縮することができる成形機の自動昇温制御方法を提供する。
【解決手段】複数の加熱ゾーンCH1、CH2を同時に昇温する際に各加熱ゾーンに仮の目標温度HV1、HV2を設定して昇温させ、仮の目標温度に到達した時点で複数の加熱ゾーンの中からマスターゾーンを選択して、マスターゾーン以外の加熱ゾーンをスレーブゾーンとして、仮の目標温度到達以降で最終の目標温度SV1、SV2までの昇温では、マスターゾーンの昇温到達度合いに基づきスレーブゾーンを昇温制御する。
(もっと読む)
成形機の金型交換方法
【課題】金型を誤って落下させることなく安全に金型の交換を行えるようにする。
【解決手段】型開閉用サーボモータ8の駆動による可動金型6の載置された可動ダイプレート受台9の後退動作と、油圧ユニット14の駆動による固定金型突出しシリンダー11に設けた固定ダイプレート受台12の前進動作とを同調させ、固定ダイプレート5と可動ダイプレート7との間であってこれらとは非接触となる吊り上げ位置へ相互に当接された状態の可動金型6及び固定金型4を移動させるとき、型開閉用サーボモータ8により動作される可動ダイプレート受台9に載置された可動金型6の後退動作に、油圧ユニット14により動作される固定金型突出しシリンダー11の固定ダイプレート受台12に載置されている固定金型4の前進動作を追従させながら動作させる。
(もっと読む)
射出成形方法
【課題】成形材料、特に粉体を多く含む成形材料を直接投入成形法によって射出成形装置に直接投入した場合の詰まり、混練不足を解消する。
【解決手段】射出成形装置のシリンダ内に供給された成形材料をシリンダ14先端部に貯蔵すると共に、スクリュー16が計量設定位置まで後退した後にスクリューの回転を停止する射出成形方法において、計量工程では、背圧を所定値に設定しスクリュー回転数を50rpm以上300rpm以下の範囲の一定回転数に設定すると共に、スクリュー回転数の材料送り能力に合わせて成形材料を投入口から自重でシリンダ内に充満供給するノーマル供給方法での計量時間をSN秒とした場合に、シリンダ14内に供給する成形材料の供給速度を、SNの2倍秒以上180秒以下の計量時間になるように調整することを含み、これにより、計量時間をスクリューの回転数及び背圧設定値とは無関係に制御する。
(もっと読む)
動力伝達系成形品の製造方法及び装置
【課題】 添加材を含む樹脂組成物からなる動力伝達用ホイール等の製造に際し、添加材の配向の向きを添加の目的に応じて制御できるようにすること。
【解決手段】 金型100のキャビティ13に、溶融樹脂に磁性材料からなる添加材を添加した樹脂組成物を注入して固化させる動力伝達系成形品1の製造方法であって、金型100に設けた磁場配向手段20により、金型100に注入された固化前の樹脂成形物に磁場を印加し、磁性材料からなる添加材を一定方向に配向するもの。
(もっと読む)
プラスチック材料を用いてインサート成形された構成部材を製造するための装置及びインサート成形された構成部材
本発明は、プラスチック材料(1)を用いてインサート成形された構成部材(5)を製造するための装置(10;10a)であって、型工具(11;11a)を備え、型工具(11;11a)が、パーティング面(15)内で互いに協働する少なくとも2つの型要素(13,14)を有しており、両型要素(13,14)に、プラスチック材料(1)を用いてインサート成形された構成部材(5)の外側の形状を形成するための凹部(17,18)が形成されており、型要素(13,14)の少なくとも1つに、型工具(11;11a)内へのプラスチック材料(1)の進入時に型工具(11;11a)内に存在する空気又はガスを逃がすことが可能な排気通路(27;27a)が形成されている、プラスチック材料(1)を用いてインサート成形された構成部材(5)を製造するための装置(10;10a)に関する。本発明により、排気通路(27;27a)は、排気通路(27;27a)からのプラスチック材料(1)の流出を阻止する閉鎖要素(25;25a)の構成要素であるようにした。 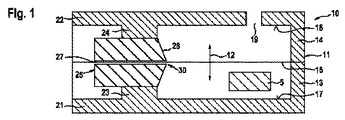 (もっと読む)
(もっと読む)
射出工程のスケジュール調整方法および射出工程調整装置ならびに射出成形機
【課題】複数台の射出成形機の射出工程の競合により許容電力を超過する問題を解決する射出工程の調整方法を提供する。
【解決手段】複数台の射出成形機(SM、SM、…)をネットワークに接続する。各射出成形機(SM、SM、…)は、受信処理(3)と、射出工程スケジューリング処理(4)とを実施する。受信処理(3)は他の射出成形機(SM、SM、…)からブロードキャストされる射出工程スケジュールを受信する。射出工程スケジューリング処理(4)は、これらの他機の射出工程スケジュールに基づいて、許容最大電力に収まるように自機の射出工程スケジュールを決定する。自機の射出工程スケジュールはブロードキャストする。各射出成形機(SM、SM、…)が自律的に動作して射出工程スケジュールを決定すると、全体の射出工程の競合を回避することができる。
(もっと読む)
21 - 40 / 317
[ Back to top ]