
Fターム[4F206JQ88]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 制御パネル (114)
Fターム[4F206JQ88]に分類される特許
1 - 20 / 114
射出成形機の制御装置
射出成形機のトラブルシューティング方法
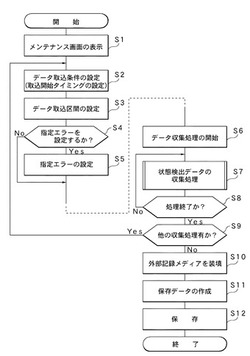
【課題】 トラブルシューティングに必要となる射出成形機の状態(状態変化)に係わる情報を十分な量及び十分な範囲で取得し、的確かつ緻密なトラブルシューティングを迅速かつ効率的に行う。
【解決手段】 予め、複数の状態検出項目,サンプリング時間Ts及びデータ取込条件を設定し、トラブルシューティング時に、動作中の射出成形機Mから、サンプリング時間Ts毎に状態検出データDm…を検出することにより、所定の記憶容量Trを有する第一バッファ2に順次記憶し、かつ記憶したデータ量が記憶容量Trに達したなら記憶した状態検出データDm…を先頭側から順次消去するエンドレス記憶処理を行うとともに、データ取込条件を満たしたなら当該データ取込条件に従って状態検出データDm…を第二バッファ3に取込むデータ取込処理を行い、第二バッファ3に取込んだ状態検出データDm…を用いてトラブルシューティングを行う。
(もっと読む)
成形品取出装置、成形取出装置、トリミング取出装置及び成形品取出方法

【課題】成形品スタックを扱う作業の効率を向上させることを課題とする。
【解決手段】成形品取出装置4に、供給位置L3に配置された各成形品PR1について交換要否の判定結果200を保持する交換要否保持部U7と、取替用の成形品PR3を配置するための取替品配置部U8と、供給位置L3に配置された各成形品PR1のうち判定結果200が交換要とされた成形品PR2を取替品配置部U8に配置された取替用の成形品PR3に取り替える処理を行う取替手段U10と、該処理の後に複数の成形品PR1を整列状態で搬送して積重位置L4に積み重ねる整列搬送手段U11とを設ける。
(もっと読む)
成形機の制御装置と制御方法
【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
生産機械の表示装置
【課題】 様々な情報を参照にして緻密な設定を行う際における、設定の、容易性,的確性,正確性及び迅速性を高めるとともに、表示する画面の種類が多い場合でも画面を切換える際における操作の容易性及び使い勝手(操作性)の向上を図る。
【解決手段】 コントローラ3に、表示面2dに少なくとも二つの独立した画面表示部X1,X2…を並べて表示可能な多面表示処理機能部Fdと、画面Va…に対するタッチスライド操作により、タッチした画面Va…を他の画面Vb…に切換え可能にする画面切換処理機能部Fcと、画面表示部X1,X2…以外の表示面2dにキー表示部Xkを設け、このキー表示部Xkに、タッチスライド操作により切換わる画面Va…の順番に対応したキーパターンPkにより配し、かつタッチ操作により、表示する画面Va…を選択可能な複数の画面切換キーKx…,Ka…を配列表示した切換キー表示処理機能部Fkとを備える。
(もっと読む)
射出成形機のデータ表示方法、及び射出成形機のデータ表示装置
【課題】 成形データの良し悪しが一目見て分るような射出成形機のデータ表示装置を提供する。
【解決手段】 射出成形機の挙動を観察するに際し使用され、時刻(又はショット番号)と対応付けされた成形データの実測値を入力すると、設定された評価区分値に応じて色のグラデーションを付けたセル900に置換えて、前記セル900を時系列の帯状グラフ9としてディスプレイ8に表示される。
(もっと読む)
ねじ抜き金型の回転中子制御装置
【課題】ねじ部を有する成形品を射出成形する金型の回転中子を駆動するサーボモータを、サイクル時間を短縮するように制御可能な回転中子制御装置を提供することである。
【解決手段】成形品の抜き出しを行い、中子原位置までの移動距離(回転中子の復帰開始位置から逆回転で中子原位置へ復帰する際の回転数Dmと回転中子の復帰開始位置から順回転で中子原位置へ復帰する際の回転数Dp)を求め、DpがDmより大きいか否か判断し、DpがDmより大きい場合(つまりYesの場合)、中子原位置まで回転中子を逆回転し、処理を終了し、DpがDmより大きくない場合(つまりNoの場合)中子原位置まで回転中子を順回転し、処理を終了する(SA01〜SA05)。
(もっと読む)
射出成形システム
【課題】周辺機器による消費電力を低減させる射出成形システムを提供すること。
【解決手段】本発明に係る射出成形システムは、成形動作を行う射出成形部と、周辺機器80に電源を供給可能な電源供給部75と、射出成形部及び電源供給部75を制御する制御部70とを有する射出成形システムであって、制御部70は、電源供給部75の周辺機器80に対する電源の供給と遮断とを切り換える電源制御部71を有する。好適には、電源制御部71は、射出成形部の稼働状況に応じて周辺機器80に対する電源の供給と遮断とを切り換える。より好適には、電源制御部71は、成形動作が止まったときに周辺機器80に対する電源の供給を遮断する。
(もっと読む)
射出成形機
【課題】加熱対象部材の温度をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、複数の温度制御ゾーンZ1、Z2、Z3、Z4に分割されて温度制御される加熱シリンダ1と、複数の温度制御ゾーンZ1、Z2、Z3、Z4のうちの所定の温度制御ゾーンZ1を加熱するバンドヒータ30と、バンドヒータ30で所定の温度制御ゾーンZ1以外の箇所Z1.5の温度を所定温度に制御する温度制御部20と、を有する。
(もっと読む)
成形機の表示装置および表示方法
【課題】 実測成形データの時間と成形条件の変更履歴データの時間とを比較して、実測成形データとの関係において成形条件の変更履歴データが見やすくなる成形機の表示装置および表示方法を提供する。
【解決手段】 実測成形データ33の表示を行う成形機10の表示方法において、各成形の実測成形データ33と成形条件の変更履歴32をそれぞれ時間とともに記憶し、実測成形データ33の時間と成形条件の変更履歴データ32の時間を比較して実測成形データ33と成形条件の変更履歴データ32を時系列に沿って整列し、時系列に沿って整列された実測成形データ33と成形条件の変更履歴データ32を成形機10または成形機10外の表示部18に表示する。
(もっと読む)
射出成形機の波形モニタ装置
【課題】 特定の成形方式により成形を行う射出成形機に対応した生産時の十分なモニタリングを可能にし、成形品質及び歩留まり率等の向上を実現するとともに、汎用性及び発展性に寄与する。
【解決手段】 特定の成形方式により成形を行う射出成形機Mに搭載することにより、少なくとも成形時の動作波形をモニタリングするための射出成形機Mの波形モニタ装置1を構成するに際して、成形時における時間に対するパーティング開量Lmの変化データを検出するパーティング開量検出手段Fpと、少なくとも金型2への樹脂充填開始ts以降から金型2の冷却時間終了teまでのパーティング開量検出手段Fpにより検出した変化データを、成形機コントローラ3に付属するディスプレイ4の画面4vの波形表示部5に表示する動作波形表示手段Fdとを備える。
(もっと読む)
成形品取出機
【課題】 測定器を用いずに、設定条件に応じたエアー消費量及び電力消費量をユーザに知らせることを可能にして、総合的にエネルギー消費量を削減する設定条件をユーザ自身が設定することができる成形品取出機を提供する。
【解決手段】 消費量演算部35は、コントローラ5から入力された複数のエアー装置21の設定条件及び複数の電気装置22の設定条件と消費量情報記憶部27に記憶されている個別エアー消費量情報及び個別電力消費量情報とに基づいて、1成形サイクル当たりのエアー消費量及び電力消費量を演算する。そして表示動作制御部33は、消費量演算部35の演算結果を表示部に表示する。
(もっと読む)
ボタン機能を備えたファンクショナルユニット
【課題】剛性支持構造体を備えた多機能ファンクショナルユニット及びその製造方法の提供。
【解決手段】0.05〜0.4mmの厚みを有する、平坦で可撓性のプラスチックフィルム3が位置決め手段を設けた射出成形金型に導入され、背面射出されて、第1の面に硬質プラスチック支持体5が形成され、制御要素7及び/又はディスプレイ要素9の領域では、背面射出されずに少なくとも2つの凹所13の形で露出した状態のままであるように形成されており、次にRIM法にて、第1の面と反対側の第2の面を、同じ射出成形金型で、又は、さらなる射出成形金型へこのブランクを入れた後、透明な硬化性鋳造化合物を用いてコーティングされ、ファンクショナルユニット11全体にわたり少なくとも0.1mmの厚みを有する連続透明表面層1が形成され、該制御要素及び/又は該ディスプレイ要素が該凹所に挿入され、該支持体に接合される。
(もっと読む)
射出成形機及び電源コンバータの制御装置
【課題】 エネルギ効率の良い態様でモータ回生時にDCリンクの充電を行うことが可能な射出成形機等の提供。
【解決手段】 所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータ11,24,42,44に供給する電源コンバータ100を制御する制御装置26を備えた射出成形機1であって、前記電源コンバータは、前記モータの回生電力を前記電源に回生するように動作する回生用回路部を有し、前記制御装置は、前記成形サイクルにおける前記モータの力行及び回生の電力パターンに基づいて前記回生用回路部の出力上限Psを設定する回生出力上限設定部263を有することを特徴とする。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出シリンダの温度が上昇することで熱膨張し、全長が伸びて生じる過大な圧接力によって金型や射出装置が破損することを防止し、また、温度が下降することで熱収縮し、全長が縮むことでノズル先端より樹脂が漏れることを防止可能な射出成形機のノズルタッチ制御装置を提供する
【解決手段】射出装置を前進し(SA01)、ノズルと金型は圧接したか否か判断し(SA02)、圧接していない場合には射出装置の前進を継続し、圧接した場合にはブレーキを作動させ(SA03)、射出シリンダの現在温度Trを測定して監視温度Taとし、Taを基準温度Tbとして記憶し(SA04)、射出シリンダの現在温度Trを測定して監視温度Taとし(SA05)、|Ta―Tb|はTlimitより大きいか否か判断し(SA06)、大きくない場合にはステップSA05へ戻り、大きい場合にはブレーキを解除し、処理を終了する。
(もっと読む)
射出成形機のユーザインタフェース設定切換方法および射出成形機
【課題】
画面表示言語、単位系等や、音声ガイダンス言語、警報音の種類等を操作者に応じて自動的に切り換えることができるユーザインタフェース設定切換方法を提供する。
【解決手段】
射出成形機(1)のコントローラ(2)においてIDカード(13)によって操作者を認証するとき、各操作者に対して予め定義されているユーザインタフェース設定を読み出す。このユーザインタフェース設定に従って画面表示したり音声出力するように構成する。ユーザインタフェース設定は、画面表示言語、データ単位系、日付表記、画面配色、ディスプレイの輝度等の画面表示設定と、音声ガイダンスの言語、警報音の種類等の音声出力設定がある。
(もっと読む)
成形条件の調整支援方法および射出成形機
【課題】成形条件出しの作業において、作業者が安心して参考として利用できる参考情報を表示する、射出成形機の成形条件の設定支援方法を提供する。
【解決手段】成形品の重量、射出材料の種類等の成形品に関連する基礎データを、射出成形機のコントローラ20に入力する。コントローラ20は四則演算によって、入力された基礎データから、成形条件を調整するときに参考となる参考情報を計算する。参考情報として、例えば、成形品を射出するためのスクリュ6のストローク、シリンダバレル5内の溶融状態の射出材料の比重、等が挙げられる。参考情報をコントローラ20に設けられている表示装置21に表示する。作業者は、参考情報を参考にして成形条件出しを安全に実施することができる。
(もっと読む)
射出成形機の型開き制御方法
【課題】成形不良品の発生を抑制しつつ、成形サイクルタイムを効果的に短縮できる射出成形機の型開き制御方法とする。
【解決手段】型開き動作の前に、可動側金型と固定側金型の接触範囲内で補助的に型開き動作を実施する。この補助的な型開き動作の所要時間を求め、冷却動作完了に合わせ完了するよう補助的な型開き動作を開始することにより、冷却動作と型開き動作の一部を重複させ、効果的に成形サイクルタイムを短縮することができる。また、型開き動作開始時点を必要以上に早めることによる成形不良品の発生を抑制する。
(もっと読む)
射出成形機の成形方法
【課題】 成形品の高度の品質及び均質性を確保するとともに、成形不良の低減による歩留まりの向上を図る。成形条件のシンプル化及び設定容易化、更には成形サイクル時間の短縮により量産性及び経済性を高める。
【解決手段】 予め、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データを検出し、かつ良品成形可能な変化データから複数のモニタ項目M1…に対応する基準データDs…を設定するとともに、生産時に、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データから基準データDs…に対応する
検出データDd…を検出し、かつ各モニタ項目M1…に対応する基準データDs…と検出データDd…間の偏差データDe…を求め、この偏差データDe…を所定のデータ処理に用いて成形を行う。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の異常判定性能を一段と高めるものである。
【解決手段】型開動作時又は突出し動作時における1次又は2次監視をする際に、ユーザにより指定されたサーチ範囲内部を1次又は2次テンプレート画像データでサーチ処理することにより、位置ずれした監視対象画像部分に追従するように監視領域を補正することで、監視対象それ自体は正常であるのに位置ずれをしたためにそれが原因で異常と判定するおそれを有効に回避できると共に、監視対象の位置ずれ量に対応させてサーチ範囲を設定することができることにより、一段と異常判定性能を高め得る射出成形機監視装置を実現できる。
(もっと読む)
1 - 20 / 114
[ Back to top ]