
Fターム[4F207AG14]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 棒状体(←紐状体) (120)
Fターム[4F207AG14]に分類される特許
41 - 60 / 120
光ケーブル用スペーサ、その製造方法、および製造装置

【課題】要求される強度等の機械的性能と表面平滑性等の品質を維持(又は向上)しつつ、スペーサの原材料コストを低下させた光ケーブル用スペーサ、その製造方法、製造装置を提供すること。
【解決手段】中央に抗張力線を配し、この抗張力線の周囲に複数の光ファイバテープ心線が収納される複数本の矩形状又はU字状の収納溝を備えたポリエチレン製のスペーサ本体を押出成形してなる光ケーブル用スペーサであって、該収納溝が内層を形成する本体樹脂と表面層を形成する表面層樹脂により、底部および両側面が内層および表面層の二層一体に成形されており、該表面層は、厚み30〜100μm、かつ、平均表面粗さRaが収納溝底部で0.5μm以下、収納溝側面で1.0μm以下である、ことを特徴とする光ケーブル用スペーサである。
(もっと読む)
シールストリップ及びその製造方法

【課題】シールリップによる窓板の拭き取り性を向上させながら、窓板昇降移動機構の小型化や軽量化の要求を満たすことができるようにする。
【解決手段】窓板13が上昇移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の下降移動時よりも小さくなって、シールリップ22の摩擦力(シールリップ22と窓板13との間に生じる摩擦力)が窓板13の下降移動時よりも小さくなるようにすることで、窓板13を上昇移動させるのに必要な駆動力を減少させる。更に、窓板13が下降移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の上昇移動時よりも大きくなって、シールリップ22の摩擦力が窓板13の上昇移動時よりも大きくなるようにすることで、窓板昇降移動機構17に掛かる負荷(窓板13の重量等による負荷)を減少させる。
(もっと読む)
被覆廃材加工方法
【課題】被覆廃材の加工において、被覆廃材の品質劣化を低減でき、さらに、作業環境の悪化を回避できるとともに、被覆廃材が生じる色替え工程に対して独立したタイミングで実施できること。
【解決手段】加熱されることにより軟化した被覆用材料は、被覆用材料押出部により線状の被覆廃材1として押し出され、被覆廃材1は、冷却用容器20によって線状のまま水冷され、冷却された線状の被覆廃材1は、ストランドカッターによって常温でペレット状に切断される。
(もっと読む)
蓄熱成型体
繊維様またはフィルム様成型体が、可塑化混合物から作製され、前記混合物は、その重量に対して60〜10質量%のキャリア成分および40〜90質量%の相変化物質から成り、前記キャリア成分は、前記可塑化混合物に対して5〜20質量%の、LDPE(低密度ポリエチレン)、HDPE(高密度ポリエチレン)、PMMA(ポリメチルメタクリレート)、ポリカーボネート、およびこれらの混合物を含む群から選択されるポリマーまたはポリマーブレンド、5〜20質量%のスチレンブロックコポリマー、ならびに、0〜20質量%の1種または2種以上の添加剤、を含有し、前記相変化物質は、天然および合成パラフィン、ポリエチレングリコール(=ポリエチレンオキシド)、ならびにこれらの混合物を含む群から選択され、前記可塑化混合物は、130〜220℃の温度にて、スピナレットまたはスリットダイスを通して押出され、延伸される。 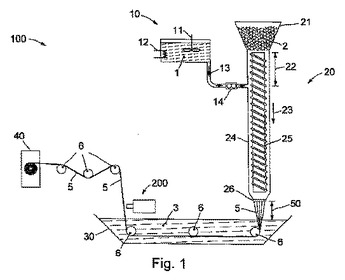 (もっと読む)
(もっと読む)
スポンジローラ、定着ローラ、定着装置、および、画像形成装置
【課題】コストアップや設置スペースの増大なしに、定着ベルトの片寄りを効果的に低減させ、良好な品質の画像を得られる定着ローラを提供する。
【解決手段】押し出し成形法によって形成された高分子物資で構成される多孔質体からなる多孔質層が、心軸の周囲に設けられているスポンジローラにおいて、前記多孔質層が、前記定着ローラの一方の端側の第1の多孔質体と、他方の端側の第2の多孔質体と、の2つの円筒状部材により構成され、かつ、前記第1の多孔質体と第2の多孔質体とが、押し出し成形時に押し出し成形機から押し出された押し出し方向が互いに逆に、配置されているスポンジローラ。
(もっと読む)
ニップル及び光ファイバケーブル製造方法
【課題】外周が丸形状で、シースと押さえテープ間に隙間がないCスロット型光ファイバケーブルを製造することができ、Cスロット型光ファイバケーブルの押出成型時にCスロットコアの回転を抑制することができるニップルを提供する。
【解決手段】Cスロットコア22に設けられた1つのスロット21に光ファイバ心線30を収納し、スロット21に光ファイバ心線30を収納するために開口された開口部21a周辺の厚さが、開口部21aと対向する側であるCスロットコア22の底部21b周辺の厚さよりも厚くなるように、Cスロットコア22の外周にシース26を被覆させる押出工程における押出機を構成するニップル10において、押出工程における押し出される側の断面形状が、開口部21a周辺に該当する箇所は平面部10aであり、開口部21a周辺以外に該当する箇所は湾曲部10bであるニップル。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】 ダイの吐出ノズル先端部における目やにの堆積を効果的に抑制することが可能な熱可塑性樹脂の押出成形方法を提供する。
【解決手段】 溶融した熱可塑性樹脂組成物が押し出される吐出ノズル12の先端部近傍に気体流出口11から気体を吹き付けながら、吐出ノズルあたり14kg/時以上、40kg/時以下の吐出量で熱可塑性樹脂組成物を押し出すことにより、吐出ノズル先端部近傍の、押し出された熱可塑性樹脂組成物がバラス効果によって膨張している部分で気体の流れを変化させるようにする。
(もっと読む)
同軸ケーブルおよび多心同軸ケーブル
【課題】空隙部の絶縁体に対する割合を確保して低誘電率とするとともに、十分な強度を得ることが可能な同軸ケーブルおよび多心同軸ケーブルを提供する。
【解決手段】中心導体12を、長手方向に連続する空隙部14を有する絶縁体13で覆い、該絶縁体13の外周に外部導体15を配した同軸ケーブル11で、中心導体12の径に対する絶縁体13の径の比が3.2〜4.3倍であり、空隙部14は断面円形または楕円形状に形成され、同軸ケーブル11の長さ方向に垂直な断面において、全ての空隙部14の面積と絶縁体13の面積の和に対する空隙部14の割合を空隙率とするときに、一つの空隙部14の空隙率を9.0〜10%とし、かつ全部の空隙部14を合わせた空隙率を54〜60%とする。
(もっと読む)
樹脂組成物の押出装置及び樹脂組成物の製造方法
【課題】樹脂組成物を製造する際に、ダイスカスの発生を抑制し、押出後のペレット化までエラーを発生させることなく製造することができ、電線・ケーブルの絶縁体又はシースに用いる場合に特性劣化のない、樹脂組成物を製造可能な樹脂組成物の押出装置及び樹脂組成物の製造方法を提供する。
【解決手段】投入された樹脂組成物の原料を溶融混練して押し出すための押出機本体3と、押出機本体3のヘッド2に設けられ、樹脂組成物をストランド状に押出成型するためのダイス12とを備えた樹脂組成物の押出装置13において、ダイス12の押出側の面に、ダイス穴22と連続するとともに中空円筒状の先端先細の環状突起部21を設ける。
(もっと読む)
PTFE混合物成形体及びPTFE多孔体の製造方法、並びに絶縁電線の製造方法
【課題】肌理が細かく、残留応力の少ないPTFE多孔体が製造でき、気孔率の微調整が可能なPTFE混合物成形体の製造方法、このPTFE混合物成形体によるPTFE多孔体の製造方法、及び、このPTFE多孔体を使用した絶縁電線の製造方法を提供する。
【解決手段】少なくともPTFE粉末と造孔剤と成形助剤とを混合したPTFE混合物を加圧成形してPTFEプリフォームを作成し、該PTFEプリフォームをペースト押出により所定形状に成形し、上記ペースト押出の際、上記プリフォームの断面積SP、上記押出ダイスの有効断面積SD、上記プリフォームの送り速度VP、及び、上記PTFE混合物成形体の引取り速度VRが、(式1)VR>VP(SP/SD)を満たすPTFE混合物成形体の製造方法。上記造孔剤を除去することによって気孔を形成するPTFE多孔体の製造方法。上記による電線の製造方法。
(もっと読む)
熱伝導性棒状樹脂成形体
【課題】熱伝導率が高く、熱伝導率の異方性が小さい、切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
【解決手段】熱可塑性樹脂100重量部と、黒鉛結晶の六角網面の厚み方向に由来する結晶子サイズ(Lc)が20nm以上の黒鉛化炭素材料を25〜230重量部とを少なくとも含む熱伝導樹脂組成物を固化押出成形することにより切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
(もっと読む)
押出成形体及びケーブル
【課題】管路に既設の電線やケーブルが多数存在しても、特別な治工具を用いることなく管路に通す布設作業が行え、作業能率を向上させられると共に通線本数も増やせるケーブルを提供する。
【解決手段】ケーブル1の押出成形体である外被14を、強さと表面の動摩擦係数が適切な範囲に設定されたものとすることから、外被14の機械的特性が向上して強度を得やすくなり、強度を維持しつつケーブル断面形状を細小化でき、管路への布設に際して通線本数を増やして管路の利用効率を高められると共に、表面が他の物体と接触した場合の摩擦が極めて小さくなり、管路への布設の際に既設の電線やケーブルがあっても、管路内面や他の電線、ケーブルとの接触に伴う摩擦抵抗が小さくケーブルをスムーズに進行させられ、潤滑剤を使用せずに済むなど、管路への布設作業を能率よく実施できる。
(もっと読む)
環状のゴム生地の製造方法
【課題】重量の制御が容易で、かつサイズ変更に対する対応が容易な環状のゴム生地の製造方法を提供する。
【解決手段】圧縮成形によって成形品を成形するための材料となる環状のゴム生地の製造方法において、押し出し機30によって、ゴム生地11を紐状に押し出す第1工程と、押し出される紐状のゴム生地11を多重に巻いていく第2工程と、紐状に押し出されるゴム生地11を切断して、押し出し機30から押し出される紐状のゴム生地11と、多重に巻かれたゴム生地とを切り離す第3工程と、を備えることを特徴とする。
(もっと読む)
生地押出装置
【課題】生地押出装置から押し出される生地の搬送過多もしくは搬送過少を未然に防止し、均一な径や長さの棒状成形物、均一な大きさの球状成形物等を得るようにする。
【解決手段】駆動モータ5の回転駆動によりスクリューコンベア6a,6bが回転することで生地Pを混練しながら押出供給するようにした生地押出装置2を形成する。該生地押出装置2には、生地Pの押出速度を検出し、それによって所定の押出速度になるように駆動モータ5の回転数を制御する押出速度制御機構3を備える。押出速度制御機構3は、検出された生地Pの押出速度を信号化してから駆動モータ5にフィードバックして当該駆動モータ5の回転数を制御可能にする。押出速度制御機構3は、押し出た生地Pが載って摩擦回転する搬送ローラ10a,10bに取り付けたエンコーダ11と、パルストランスデューサ12と、駆動モータ5に接続したインバータ13とによって構成する。
(もっと読む)
金属撚線に対する樹脂押出被覆の方法
【課題】 金属撚線に対する樹脂押出被覆の方法に関し、金属撚線に対して被覆樹脂層を密着させることができ、もって、金属撚線と被覆樹脂層とを強固に接着させ、かつ、樹脂押出被覆金属撚線の外径を小さくすることができる方法を提供する。
【解決手段】 クロスヘッド5内部の減圧状態を維持するため、クロスヘッド5の金属長尺体挿入口5eに封止具12を取り付ける。封止具12内には金属撚線1fの外径形状に沿う内径形状を有する貫通孔125aが穿設されている回転キャップ125が取り付けられている。金属撚線1fは貫通孔125aを挿通してクロスヘッド5内に進入し、回転キャップ125は走行する金属撚線1fの撚り合わせに沿って回転する。
(もっと読む)
樹脂丸棒成形方法及び成形用装置
【課題】構造が均整で真円度に優れた樹脂丸棒を得る製造方法を提供しようとする。
【課題を解決するための手段】熱可塑性樹脂を溶融状態で円形の吐出口を有するノズルから鉛直下方に押し出して液槽に貯留された冷却用液に突入させ、該冷却用液中で把持手段で把持して定速で鉛直下方に引き取る樹脂丸棒成形方法であって、引き取り速度が、引き取り中の樹脂丸棒の径が前記吐出口の径より大であるような速度である樹脂丸棒成形方法であり、前記吐出口と前記冷却用液とは接触せずかつ間隔が30mm以下である前記樹脂丸棒成形方法であり、冷却用液の温度が(Tg−20℃)以上、Tg未満(Tgは前記熱可塑性樹脂のガラス転移温度)である前記樹脂丸棒成形方法であり、前記熱可塑性樹脂がポリ乳酸のような生体吸収性樹脂である前記樹脂丸棒成形方法である。
(もっと読む)
加硫方法及び加硫装置
【課題】被覆材料の発泡を防止すると共に絶縁体を変形させることなく低加圧下で過熱水蒸気を熱媒体とし、連続的に絶縁電線・ケーブル等を加熱・加硫を行うことができる加硫方法及び加硫装置を提供する。
【解決手段】80℃以上の温度で押出し成形されたポリマーやゴム材料を、加圧下で過熱水蒸気により連続的に加熱、加硫するものである。
(もっと読む)
厚壁及び薄壁を有する押出品を成形するための押出ダイ
押出品を成形するための押出ダイは、ダイボディ、ボディフィード部及び押出成形部を有する。ダイボディは、ダイボディを通る押出物流路を定める、装填口及び排出口を有することができる。ボディフィード部は装填口と排出口の間に配置することができ、ボディフィードチャネルの配列を有する。押出成形部はボディフィード部と排出口の間に配置することができ、少なくとも1つの厚壁成形領域に流体通過可能な態様で結合された薄壁成形領域を有する。薄壁成形領域はボディフィード部から排出口に向けて延び出すピンのアレイを有することができ、厚壁成形領域は厚壁成形領域を通る押出物流路内に配置された少なくとも1つのバッフル部を有することができる。厚壁成形領域の面積はピン間空所領域の面積より大きくすることができる。 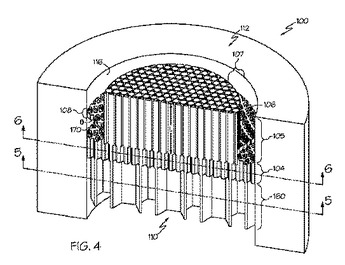 (もっと読む)
(もっと読む)
長尺キャビティを封止および音響減衰する方法、並びにそのために使用するインサート
キャビティ軸に平行なラインに沿って交差している少なくとも2つのキャリヤープレートを含んでなる封止および音響減衰のためのインサートを含んでなるキャビティを有する部材、並びにそのようなインサート。各キャリヤープレートは、2つのプレート表面を有し、長縁は、キャビティ長軸と本質的に平行に通り、前縁および後縁は、キャビティ長軸と本質的に垂直に通り、キャリヤープレートの垂直プレート軸がキャビティ長軸に垂直になるようキャリヤープレートは長尺キャビティ内に設置されている。挿入されたインサートは、キャビティ長軸に平行である少なくとも3つの小区域に長尺キャビティを分割している。130〜220℃の範囲の温度で加熱したときに熱膨張性材料が少なくとも1000%膨張することによって、熱膨張性材料の膨張後に、キャビティの小区域の全てが膨張材料で完全に満たされるよう、キャリヤープレートは、1つ以上のプレート表面上を、熱膨張性材料層で覆われている。これらのインサートの製造方法、およびこれらのインサートを用いたキャビティの封止方法もまた、特許請求されている。 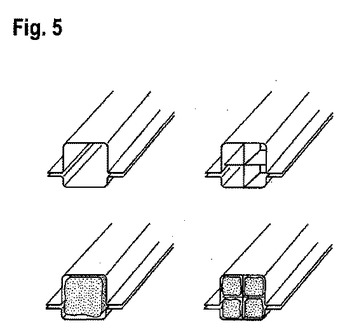 (もっと読む)
(もっと読む)
ファイバ束をコーティングするための方法および装置
【課題】少なくとも3本のファイバ(1)を備えるファイバ束をコーティングするための方法および装置を提供する。
【解決手段】本発明の方法は、ファイバ束がノズル手段の第1ノズル部、第2ノズル部、および第3ノズル部(9、10、11)によって形成される第1室および第2室を通過するように導く工程を含む方法であって、これにより被覆材がこれらの室を通ってファイバ束へと送り込まれる。ファイバ束のファイバ(1)は、第1ノズル部(9)で互いに分離した状態を保つことにより、被覆材が第1室(14)においてファイバの間に浸透するようになる。このファイバ(1)は、第2ノズル部(10)において互いに相反する位置へと導かれることにより、被覆材が第2室(16)において同形のファイバ束を包囲する。ファイバ束は、第3ノズル部(11)の前方へと進むように導かれることで最終ファイバ束直径を提供する。  (もっと読む)
(もっと読む)
41 - 60 / 120
[ Back to top ]