
Fターム[4F207AH46]の内容
プラスチック等の押出成形 (29,461) | 用途物品 (1,388) | 建築設備 (107)
Fターム[4F207AH46]の下位に属するFターム
構造材料、外装(←柱、梁、コンクリート、補強筋) (19)
内装(←天井、床、壁、間仕切) (52)
設備(←バスユニット、便槽、浄化槽) (9)
Fターム[4F207AH46]に分類される特許
1 - 20 / 27
樹脂組成物の製造方法
【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
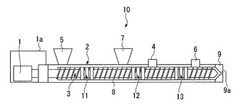
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
ダイプレートおよびそれを用いた熱可塑性樹脂発泡体の製造方法

【課題】得られる樹脂発泡体の各ストランドが微細かつ均一なものでありながら、メンテナンスが容易で、稼働中の通過孔が詰まることがなく、樹脂発泡体の生産性を向上できる押出発泡用のダイプレートを提供すること。
【解決手段】発泡剤を含む溶融状態の熱可塑性樹脂を上流側から下流側に、複数の通過孔を経由して押出して押出発泡させるためのダイプレートであって、上記通過孔は、孔径が均一な平行部と、孔径が下流側に向かって次第に拡大する逆テーパー部とを有し、かつ、上記平行部が上流側に配置されるとともに、上記逆テーパー部が下流側に配置されており、上記通過孔の上記熱可塑性樹脂の押出方向に直交して複数に分割可能であるダイプレート。
(もっと読む)
積層板の製造方法
【課題】煩雑な加工を必要としない積層板の製造方法を提供する。
【解決手段】本発明に係る積層板の製造方法は、マルチマニホールドダイに備えられたチョークバーを調整する工程、およびチョークバーを調整したダイより、2種以上の樹脂材料を押し出すことによって2層以上の樹脂層を積層する工程を含み、積層板の押出流れ方向に対して直交する断面において、層厚が変化する樹脂層を有しており、層厚分布の差が最も大きな樹脂層における最小層厚みと最大層厚みとの比率が2倍以上である。
(もっと読む)
断熱性能に優れた押出発泡成形体
【課題】 発泡剤としてフロン類を使用することなく、顕著な断熱性能の改善効果を有する断熱材用押出発泡成形体を提供することを課題とする。
【解決手段】 ギヤポンプによって昇圧されてなる発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂とを高圧下で厚み方向である上下方向に合流させて得られる積層溶融樹脂を流れ方向に押し出しながら大気圧下に開放し、金型で一定断面の形状に整えて連続的に成形することによって得られる多層押出発泡成形体であって、該多層押出発泡成形体が、厚み方向に発泡層が非発泡層を介して積層されてなる構造を有すると共に、該発泡層が、平均気泡径0.07〜0.25mmの気泡より構成されることを特徴とする多層押出発泡成形体を使用する。
(もっと読む)
押出発泡成形体の製造方法
【課題】 成形体を構成する各層間の剥離を抑制することができる、多層押出発泡成形体の製造方法を提供する。
【解決手段】 加熱可塑化した溶融樹脂を流れ方向に押出しながら金型で一定断面の形状に整えて連続的に成形する多層押出発泡成形体の製造方法において、高圧下で発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂からなる積層溶融樹脂を得る工程と、積層溶融樹脂を大気圧下に開放して発泡剤を気化させることにより高倍化させる工程との間に、積層溶融樹脂を高圧下で断面形状を保持した状態で下流側へ所定長さ移動させて積層溶融樹脂の構成層間の接着性を改善させる接着工程を設けた。
(もっと読む)
積層押出樹脂板の製造方法
【課題】外観が良好でタックマークを発生せず、さらに反り変形が抑制された積層押出樹脂板の製造方法を提供すること。
【解決手段】最も熱変形温度の高い樹脂と最も熱変形温度の低い樹脂とが、10℃以上の熱変形温度の差を有する2種以上の熱可塑性樹脂をそれぞれ押出機1、2で溶融混練して、ダイ3から共押出成形し、少なくとも3本の冷却ロール51、52、53で冷却して積層押出樹脂板6を得る押出樹脂板の製造方法であって、最も熱変形温度の高い樹脂以外の樹脂からなる層が最終冷却ロール53に接触するように、溶融樹脂を、最終冷却ロール53と最終冷却ロール53より1つ手前の冷却ロール52との間に挟み込み、冷却ロール間で圧着し成形して積層押出樹脂板6を得、ヒーター7によって、積層押出樹脂板6を構成する2種以上の熱可塑性樹脂の熱変形温度の中で最も高い熱変形温度以上で、積層押出樹脂板6の両面のうち少なくとも一方の面を加熱することを特徴とする積層押出樹脂板の製造方法。
(もっと読む)
押出成形用複合ペレット及び押出成形用複合ペレットの前処理方法
【課題】熱可塑性樹脂と木粉とを主原料とする押出成形用の複合ペレットにおいて,粒径の変化等に拘わらず安定量のペレットを押出機に供給すると共に,押出機のスクリュに対する導入を円滑に行う。
【解決手段】熱可塑性樹脂と木粉を主成分とする押出成形用の複合ペレットと,カルシウム(Ca),マグネシウム(Mg)又は亜鉛(Zn)の金属を含む12ヒドロキシステアリン酸金属塩を共に攪拌する等して,前記複合ペレットの外周に,ペレット100mass%に対し0.03〜0.4mass%,好ましくは0.05〜0.3mass%の割合で12ヒドロキシステアリン酸金属塩を付着させ,このようにして処理されたペレットを押出成形装置による押出成形に使用する。
(もっと読む)
樹脂成形体
【課題】低伸縮性であり、基材の熱可塑性樹脂を高発泡化でき、軽量で釘打ちが容易な樹脂成形体の提供。
【解決手段】充填材を含む熱可塑性樹脂からなる芯材と、該芯材を囲んで設けられた発泡熱可塑性樹脂からなる基材とを有することを特徴とする樹脂成形体。
(もっと読む)
多層押出発泡成形体の製造方法及び製造装置
【課題】成形体を構成する各層の層構造の乱れを抑制することができる多層押出発泡成形体の製造方法を提供する。
【解決手段】発泡剤含有溶融樹脂Aと発泡剤非含有溶融樹脂Bとを高圧下で厚み方向に合流させて積層溶融樹脂Cを得る第1工程、積層溶融樹脂Cを幅方向中央で分割して離反させて分割積層溶融樹脂D1,D2を得る第2工程、分割積層溶融樹脂D1,D2を厚み方向に離反させる第3工程、分割積層溶融樹脂D1,D2が分離した状態で上下に揃うように位置を合わせる第4工程及び上下の分割積層溶融樹脂D1,D2を合流させて倍加積層溶融樹脂Eを得る第5工程を含み、前記第4工程と第5工程との間に、分割積層溶融樹脂D1,D2が上下に揃うように位置合せされた左右方向の位置関係を保持してこれらが分離した状態のまま下流側へ所定長さ移動させることにより左右の流速差を低減させる整流工程を設けた。
(もっと読む)
異形押出成形用樹脂組成物及び異形押出樹脂成形品
【課題】強度、耐衝撃性、耐熱性、耐傷付き性に優れた樹脂成形品を与え得る芳香族ビニル系樹脂組成物を提供する。
【解決手段】以下の(1)に定義するゴム強化芳香族ビニル系樹脂(A)、以下の(2)に定義するエチレン・α−オレフィン系ゴム強化芳香族ビニル系樹脂(B)、以下の(3)に定義する超高分子量芳香族ビニル系樹脂(C)の所定比率から成る芳香族ビニル系樹脂成分に対し、滑剤(D)及び無機フィラー(E)を所定の割合で含む。
(1)ゴム質重合体(但しエチレン・α−オレフィン系ゴムを除く)の存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体から成り、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(2)エチレン・α−オレフィン系ゴムの存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体から成り、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(3)芳香族ビニル化合物を重合して成り、アセトン可溶分の重量平均分子量が200万以上である樹脂。
(もっと読む)
強化ポリマー複合物
強化ポリマー複合物は、熱可塑性材料の素地を含んでおり、該素地は、少なくとも1つの細長の金属要素によって強化されている。細長の金属要素は、素地内に埋設される前に、少なくとも第1の層および第2の層によって被覆されている。第1の層は、付着促進層を含み、第2の層は、無水物またはカルボン酸官能基を含む少なくとも一種のモノマーと共重合またはグラフト重合されたポリオレフィンを含む。強化ポリマー複合物は、0重量%〜95重量%の濃度の木材粒子をさらに含んでいる。本発明は、強化ポリマー複合物を製造する方法にも関する。  (もっと読む)
(もっと読む)
合成樹脂材料の硬軟同時押出成形方法およびこの方法で形成された硬軟同時成形品
【課題】硬質合成樹脂部分と軟質合成樹脂部分との接合強度を高められる硬軟同時押出成形方法を提供する。
【解決手段】硬質合成樹脂材料1、軟質合成樹脂材料2のうちで一方の合成樹脂材料を、迂回接合境界面形成部14を有した対応したレーンを通過させてレーンの合流部13に溶融状態で供給し、レーンの合流部13には、他方の合成樹脂材料を溶融状態で供給し、合流させて押し出すことによって、硬軟同時成形品20に、硬軟同時成形品20の厚さ分よりも接合面積の大きい迂回接合境界面24を形成することを特徴とする。
(もっと読む)
押出発泡成形用の成形材料及びその製造方法,並びに前記成形材料を使用して製造した木質発泡成形体,前記木質発泡成形体の製造方法並びに製造装置
【課題】高品質な木質発泡成形体を得ることのできる押出発泡成形用の成形材料を得ることにより,欠陥のない高品質な木質発泡成形体を効率的に生産する。
【解決手段】木粉と熱可塑性樹脂を主成分とし,分子量が300〜1000g/molのアルカンを1〜5wt%含む構成材料を,各構成成分が均一に分散された状態となるまで溶融混練した後に所定の粒径に造粒したペレットとして形成された成形材料を得る。次いで,この成形材料を発泡剤と共に押出成形装置によって所定の形状に押出成形して木質発泡成形体を得る。押出成形に際し,押出機12より押し出された成形生地25aを加圧された状態を維持しながら成形ダイ30の成形室31内に導入し,該成形ダイ30の成形室31に対する導入時に前記成形生地25aの圧力を開放して成形生地25aの発泡を生じさせることが好ましい。
(もっと読む)
異形押出し成形加工用ポリエステル系樹脂組成物およびその成形品
【課題】 ポリエステル樹脂系の耐熱性向上、耐衝撃性向上、さらには見かけの溶融粘度向上効果を期待し、かつ異形押出し成形性を向上させる異形押出し成形加工用ポリエステル系樹脂組成物および成形品を提供する
【解決手段】 ポリカーボネート樹脂(I)、 ポリエステル樹脂(II)、 (X)20〜99重量%のビニル芳香族モノマー、(Y)1.0〜80重量%のヒドロキシアルキル(メタ)アクリレート、および(Z)0〜40重量%のアルキル(メタ)アクリレートからなる共重合体であり、ヒドロキシル基を1分子あたり2個以上含有する反応性化合物(III)、 を含むことを特徴とする異形押出し成形加工用ポリエステル系樹脂組成物および成形品。
(もっと読む)
イオノマーキャップストックを利用する木材プラスチック複合材および製造方法
建築材料として使用するために適合された押出複合材は、実質的に均一な混合物中にベースポリマーおよび天然繊維を有するコアと、イオノマーキャップストックとを含む。イオノマーのベースポリマーへの接着性を改良するために、イオノマーは、コアとの共押出に先立って、類似または実質的に類似するベースポリマーと混合することが可能である。加えて、種々の添加剤が、キャップストック材料と混合され、特に、経時的に生成物の視覚的美観および建築材料の性能を改良し得る。  (もっと読む)
(もっと読む)
動的架橋された熱可塑性エラストマーの製造方法
【課題】より良いブラックスペックレベルを有する動的架橋された熱可塑性エラストマーを製造すること。
【解決手段】本発明は、一緒に回転する二つのスクリューの押出機内で熱可塑性ポリオレフィン、架橋性ゴム及び硬化剤を同時に混合し、それにより架橋性ゴムが混合の間に硬化されることを含む動的架橋された熱可塑性エラストマーの製造方法に関する。押出機内での滞留時間が40秒間より短く、比エネルギー(Espec)/滞留時間の比が少なくとも24kW/kgであり、かつ滞留時間/(長さ/直径)の比が0.60秒より小さい。本発明は更に、該方法により得られ得る動的架橋された熱可塑性エラストマー、及び密封システム、建築物異形材及び押出用途において動的架橋された熱可塑性エラストマーを使用する方法に関する。
(もっと読む)
滑らかな表面を有する溶融押出成形物品
本発明は、高押出成形速度での溶融押出成形プロセスによって、従来技術の組成物から製造された物品より高品質で滑らかな表面外観を示す物品を製造するためのコポリエステルエラストマー組成物の分野に関する。  (もっと読む)
(もっと読む)
アクリル樹脂成形体
【課題】耐衝撃性を向上することができると共に、外観を損なうことなく耐候性を向上することができるアクリル樹脂成形体を提供する。
【解決手段】ゴムを添加したアクリル樹脂100質量部に対して、紫外線吸収剤を0.1〜1.0質量部、高分子量タイプのヒンダードアミン系光安定剤を0〜0.5質量部、低分子量タイプのヒンダードアミン系光安定剤を0.1〜1.0質量部、それぞれ含有するアクリル樹脂成形材料で、アクリル樹脂成形体を作製する。ゴムの添加によって耐衝撃性を向上することができると共に、紫外線吸収剤と、高分子量タイプや低分子量タイプのヒンダードアミン系光安定剤を上記の配合量で含有することによって、紫外線吸収剤や光安定剤が表面にブリードして外観を損なうようなことなく、耐候性を向上することができる。
(もっと読む)
窓組立体の製造方法
【課題】窓板裏面の縁部にモールを直接押出成形すると共に、所望とする形状のコーナーモール部を正確に形成して貼り付ける窓組立体の製造方法を提供する。
【解決手段】窓板11裏面の上縁部及び左右両側縁部に沿って直接押出成形された細長い合成樹脂製のウインドウモール20とを備えた窓組立体10を、窓板11の上コーナー部11aにダミーパネル71〜74を配置して製造する。ダミーパネル71〜74の下面には、これら下面に直接押出成形される各モール部21、25の延長モール部22、26が自重によって剥がれることがない程度の保持力を有する仮保持手段80が設けられる。延長モール部22、26が塑性変形しない程度に冷却固化した後、ダミーパネル71〜74を上コーナー部11aから離反させる。その後、延長モール部22、26を切断した後、各モール部21、25の端面同士を突き合わせてコーナーモール部28を形成する。
(もっと読む)
木質感を有する多層押出成形体
【課題】優れた木質感とともに耐候性に優れた合成樹脂系多層押出成形体の提供。
【解決手段】耐候性に優れた着色樹脂をベース樹脂とする表層材2と基材1とを含んでなる多層押出成形体の表層材表面がサンディング処理されたことにより、微細な凹凸が形成され表面艶消し状態とされた木質感を有する多層押出成形体。ベース樹脂としては、好ましくはポリメチルメタクリレート樹脂、アクリロニトリル/アクリルゴム/スチレン共重合樹脂、アクリロニトリル/エチレンプロピレンゴム/スチレン共重合樹脂、およびポリメチルメタクリレート樹脂/スチレン共重合樹脂からなる群から選ばれた樹脂である。
(もっと読む)
1 - 20 / 27
[ Back to top ]