
Fターム[4F207AR07]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 位置(←角度、開度) (220)
Fターム[4F207AR07]に分類される特許
161 - 180 / 220
熱可塑性合成樹脂製シート又はフイルムの製造方法およびその装置

【課題】第2の支持ローラを移動させてキャスティングローラの外周面に対して接近離反することにより、熱可塑性合成樹脂製シート又はフイルムの種類に応じてキャスティングローラ外周面又は成形スリーブ表面に対する熱可塑性合成樹脂製シート又はフイルムが密着接触する距離を適宜調整可能とする。
【解決手段】フイルム若しくはシートFの種類を変更し、例えばアクリルのようにキャスティングローラ12の外周面と成形スリーブ15の表面からの剥離抵抗が大きい場合には、支持レバー26を回動することで第2の支持ローラ17を移動させてキャスティングローラ12の外周面から遠ざけて、キャスティングローラ12外周面、成形スリーブ15表面に対するこのシート又はフイルムFの密着接触距離Sを短く調整し、キャスティングローラ12外周面から、成形された熱可塑性合成樹脂製シート又はフイルムを引き取る。
(もっと読む)
熱可塑性フイルム及びその製造方法、並びに、偏光板、液晶表示板用光学補償フイルム、反射防止フイルム及び液晶表示装置

【課題】成形されるフイルムの面状に特徴を持たせることで、タッチロール法で問題となる巻取り不良を解消し、タッチロール法の利点を最大限に発揮させる。
【解決手段】ダイ20からの溶融樹脂90を第1冷却ロール28とタッチロール24とによって押し付けて押出し成形する熱可塑性フイルムの製造方法において、溶融樹脂90の押出し成形時におけるバンク92の高さHbを5〜100μmとし、バンク92の幅Wbが未延伸フイルムFaの膜厚に対して1.05〜1.50倍とする。第1冷却ロール28とタッチロール24の幅方向の表面粗さ(Ra)は0.05〜0.5μmである。
(もっと読む)
薄膜シート成形用ロール
【課題】 薄膜シートを効率よく容易に成形することができるシンプルな構造で安価な薄膜シート成形用ロールを提供する。
【解決手段】 弾性変形が可能な金属薄膜からなる金属製弾性外筒102と、該金属製弾性外筒102の内部に、上記金属製弾性外筒102の両端部を閉塞する弾性変形自在の環状シール部材103と、冷却流体の流路を形成し上記金属弾性外筒102を内部から押圧する弾性変形自在の被覆部材104を外周部に有する内筒105を、備えてなるものである。
(もっと読む)
押出成形機
【課題】原料の含水率に影響されることが殆ど無く、固形燃料を一様な大きさに形成できる押出成形機を提供する。
【解決手段】押出成形機1は、複数のダイス孔2を有するダイスプレート3と、一端がダイスプレート3にて塞がれ他端が開放されたバレル4と、先端5をダイスプレート3に対向する姿勢でバレル4に内装されたスクリュー6と、スクリュー6を回転させる駆動手段と、ダイスプレート3を加熱する複数のヒータと、ダイスプレート3とバレル4の一端との間に介在されたスペーサ9とを備える。
(もっと読む)
押出機のための位置合わせ可能な冷却プラグ
パイプの製造のための成形装置は、再循環成形ブロックに対する押出ヘッドのミスアライメントを補正するために、押出ヘッドに調整可能に固定された冷却プラグを有利に使用する。これによって、成形パイプの壁の厚み変動を補正するための成形装置を調整するための簡略な調整がもたらされる。この装置を、既存の位置合わせシステムと組み合わせて使用することができる。 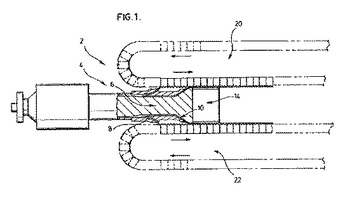 (もっと読む)
(もっと読む)
ゴムストリップをタイヤブランクに張り付ける装置、設備及び方法
【課題】ゴムストリップをタイヤブランクに張り付ける装置及び方法を提供する。
【解決手段】張り付け装置(12)は、ゴム押出機(28)を有し、ゴム押出機は、ゴムストリップ(B)を付形してこれを押出機から送り出す押出しオリフィス(34)を備える。オリフィスは、押出機に回転可能に取り付けられたローラ(36)によって構成される。装置(12)は、ローラをブランクに押し付けてローラがゴムストリップをブランクに張り付けるようにするためのスラスト手段(58)を更に有する。押出機は、ローラをストリップに押し付けるためにスラスト手段が作用する対象であるレバーを形成するよう軸線回りに回動するよう設けられている。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】多段冷却する溶融製膜法により熱可塑性樹脂フィルムを製造する際にフィルムへの皺の発生を極力なくすことができる。
【解決手段】溶融した熱可塑性樹脂12をダイ16からフィルム状に吐出し、該吐出されたフィルム12Aを多段に設けられた複数の冷却ローラ18,20,22に接触搬送することで多段冷却する熱可塑性樹脂フィルムの製造方法において、多段に設けられた複数の冷却ローラ18,20,22のうち、搬送方向の最も上流側に位置する第1の冷却ローラ18のローラ表面温度が、熱可塑性樹脂のガラス転移温度(Tg)−20℃以上、Tg+20℃以下の範囲であるようにした。
(もっと読む)
キャリブレータ
本発明は、主として矩形の断面を有する押出し成形中空熱可塑性プロファイル(1)の製造用のキャリブレータに関し、当該キャリブレータは、協働で前記キャリブレータを通して延出しその断面が製造されるべき前記熱可塑性プロファイル(1)の外形を決定する通路(K)を形成するべく互いに離間して配置された多数の層状プレート(S)を支持する固定フレーム構造体(7)を有する。本発明に拠れば、前記通路(K)の壁の少なくとも1つは前記キャリブレータ・プレート(5)の可動部分(8;9)によって区画形成され、この部分は、キャリブレータ(4)を異なる高さ/幅比を有する熱可塑性プロファイル(1)に適合させるべく前記通路に対して垂直方向に調節可能である。  (もっと読む)
(もっと読む)
補強用コードの製造方法と製造装置および補強用コード
【課題】溶剤を含む接着剤等による処理を必要とせず、被膜形成に用いる材料部材の有効活用を可能にする補強用コードの製造方法等を実現する。
【解決手段】コード製造装置10の被膜形成部50内には、芯金22と口金24とが設けられている。芯金22と口金24の間には、被膜材料16を一時的に溜めておくための隙間26が形成されている。被膜材料16は、シリンダ部60のシリンダ14内で加熱されて流動状態となる。被膜材料16は、スクリュー18で撹拌された後、中空室30を介して導入管28の周囲に押し出され、隙間26に入る。適当な温度に保たれた被膜材料16は、心線材料12の移動に伴って、心線材料12とともに第2の通過穴24Hを通過する。その後、冷却された被膜材料16は固まり、心線20の被膜を形成する。
(もっと読む)
ストランド製造用押出ダイおよびそれを用いたストランドの製造方法
【課題】炭化物の発生を低減し、ストランド切れの発生を低減できる、ストランド製造用押出ダイおよびそれを用いたストランドの製造方法を提供する。
【解決手段】ダイ入口部1から、ダイスに設けられた1列または複数列のノズル穴に至る溶融樹脂流路が、ダイ入口部1に連なり、ダイ入口部1から溶融樹脂の流れ方向に沿って上下方向の高さが一定である定高部2と、上下対称に高さが徐々に縮小する縮高部3とを有するストランド製造用押出ダイにおいて、ダイ入口部1の左右方向の長径をDWin、縮高部の出口部4の左右方向の長径をDWout、とした場合、0.9≦DWout/DWin≦1.1の範囲にある。
(もっと読む)
スクリュ加熱回路を備えた射出装置
【課題】射出装置における射出スクリュの加熱を、スクリュ軸内の内外二重の加熱回路と加熱筒後端の供給ブロックとにより可能となす。
【解決手段】加熱筒の後端に熱媒体の供給口を有する環状の供給ブロックを同心に取付ける。供給ブロックを通して射出スクリュを加熱筒内に回転かつ進退自在に設ける。射出スクリュ内にスクリュ軸の後端から軸方向に穿設した長孔と該長孔に挿入した管体とによる内外二重の加熱回路を設ける。回路入口を射出スクリュの最後退位置で供給口に臨むスクリュ軸後部に穿設する。回路出口を管体後端の密閉部材からスクリュ軸後端部に穿設する。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板および液晶パネル
【課題】大型で高画質な液晶ディスプレイであっても、広い面積にわたって均質な液晶パネルが得られる光学フィルムと、それを用いた偏光板および液晶パネルを得ること。
【解決手段】環状オレフィン系樹脂からなるフィルムをコアに巻き取る際、巻き取り張力を30〜250Nに調整することにより、フィルム長手方向に実質的に繰り返し打痕のない均質な光学フィルムを得る。
(もっと読む)
ゴムロールの製造方法及び電子写真装置用ゴムロール
【課題】ゴム層の外形をクラウン形状に研削するのが容易であり、該研削に使用する幅広砥石の研削性の低下も抑制させたゴムロールの製造方法を提供する。
【解決手段】クロスヘッドダイでの芯金軸への未加硫ゴム層を形成する際に、芯金軸の送り速度を変化させ、該ゴム層をクラウン形状となし、硬化後のゴム層のプランジ研削加工を逆クラウン形状の幅広砥石で行う。なお、被研削ゴムロールのクラウン量Aと幅広砥石の逆クラウン量Bの比(A/B)が2.5から5.0であることが好ましい。
(もっと読む)
合成樹脂造粒用ダイス
【課題】本発明は、ダイス体の高温のダイス孔部と低温の中心部とを切欠き部によって絶縁し、大きい熱応力が発生しない合成樹脂造粒用ダイスを提供することを目的とする。
【解決手段】本発明による合成樹脂造粒用ダイスは、厚肉の円盤状のダイス体の外周部から中心方向へ、それぞれリング状の外周固定部(11)、ダイス孔部(12)および内周固定部(13)が順次隣接して同心円状に形成され、ダイス孔部(12)より中心側の位置において、ダイス孔部(12)と中心部(15)とを絶縁する切欠き部(14)を同心円方向へ形成した構成である。
(もっと読む)
押出機
【課題】押出機スクリュー(12)を備えていてその推進方向下流に少なくとも1つの駆動ギア(22)と少なくとも1つの従動ギア(32)を有する容積ギアポンプが接続している粘性材料用の押出機においてギアポンプの充填圧力を低下させる。
【解決手段】駆動ギア(22)の軸(23)が押出機スクリュー(12)の軸(13)に対して実質的に垂直に延在し、従動ギア(32)の軸(33)は実質的に押出機スクリュー(12)の軸(13)と同方向に延在するように配置する。
(もっと読む)
ポリオキシメチレン樹脂製延伸体の製造方法
【課題】ポリオキシメチレン樹脂製延伸体を連続生産可能であり、高剛性で且つ高強度のポリオキシメチレン樹脂製延伸体を提供する。
【解決手段】押出し機を用いてポリオキシメチレン樹脂を可塑化し、押出し機ダイより棒状又はフィラメント状の成形体を紡出させ冷却槽で冷却した後、延伸槽で加熱延伸させ、ポリオキシメチレン樹脂製延伸体を連続に製造する方法において、(A)押出し機ダイより紡出された直後の溶融ポリオキシメチレン樹脂の樹脂温度(TP)が下記一般式(I)で表される範囲であり、(B)冷却槽の温度(T1)が下記一般式(II)で表される範囲であり、押出し機ダイの紡出口から冷却槽液面までの距離(L)が1〜20cmの範囲で製造することを特徴とするポリオキシメチレン樹脂製延伸体の製造方法。 ポリオキシメチレン樹脂の融点(mp)≦TP<200℃ (I) 100℃≦T1≦ポリオキシメチレン樹脂の結晶化開始温度(CP) (II)
(もっと読む)
短繊維配向ゴム又は合成樹脂の製造法及び押出成形用拡張ダイ
【課題】短繊維を周方向に効率良く配向させることにより、周方向において優れた機械的性質を有する筒状体を容易に成形することができる短繊維配向ゴム又は合成樹脂の製造法及び押出成形用ダイヘッドの提供を目的としている。
【解決手段】短繊維が混錬されているゴム又は合成樹脂を断面環状の成形空間6から押し出し、短繊維を所定方向に配向させたゴム又は合成樹脂の筒状体を成形する方法であり、成形空間6において径が押出方向に拡大する拡張部9を通過させ、成形空間9の入口部6iの流路幅Wiと出口部6oの流路幅Wo、及び、成形空間6の軸心を中心とする入口部6iの半径Riと出口部6oの半径Roとが、Wo/Wi<Ro/Riの関係を満たしている。そして、成形する前記筒状体の周方向の機械的性質に応じ、Ro/Riの値を2≦Ro/Ri≦8の範囲内で調整することによって前記短繊維の配向を調節する。
(もっと読む)
ホースの製造方法及びワイヤ巻き付け装置
【課題】高圧ホースのワイヤ補強層を編み上げる際、ワイヤの浮きや弛みの発生を防止することができるとともに、ホース裁断時にホース端部の広がりを効果的に防ぐことができるホースの製造方法及びワイヤ巻き付け装置を提供する。
【解決手段】内管14の周囲にワイヤWを巻き付けてワイヤ補強層18を有するホースを製造する方法であって、前記ワイヤが前記内管の径方向外側に広がらないように該ワイヤにくせを付ける工程を含むことを特徴とするホースの製造方法。好ましくは、ワイヤ巻き付け装置10が、ワイヤが内管の径方向外側に広がらないように該ワイヤにくせを付けるくせ付け用ローラ48を備え、内管を支持したマンドレル12を回転定盤20の中心孔22に通過させるとともに該回転定盤を回転させることにより、マンドレルに支持された内管の周囲にくせが付けられたワイヤを巻き付ける。
(もっと読む)
繊維強化樹脂ストランド製造装置
【課題】繊維強化樹脂ストランドに撚りを付与する一対の撚りローラのローラ偏り角度を容易に調整することができ、しかも構造が簡単なローラ偏り角度調整装置を備えた繊維強化樹脂ストランド製造装置を提供する。
【解決手段】繊維強化樹脂ストランド製造装置のローラ偏り角度調整装置LAの第1軸・ローラ支持部材20を第1撚りローラ11の第1ローラ支持軸11aと直交する第1駆動軸24の軸心回りに回動させるだけで第1撚りローラ11の偏り角度を調整することができ、また第2軸・ローラ支持部材30を第2撚りローラ12の2ローラ支持軸12aと直交する第2駆動軸34の軸心回り回動させるだけで第2撚りローラ12の偏り角度を調整することができる構成とする。
(もっと読む)
ラケット糸押出成型方法とその製品
【課題】ラケット糸押出成型方法とその製品の提供。
【解決手段】本発明は一種のラケット糸押出成型方法とその製品に関わるものである。一つの機械において、押出と捩り加工を順番に行うことにより、2種以上材質の若干数の芯線を押し出した後、軸心方向に絡めながら捩り加工し、1本の完全な線体を該機械において完成する。前記の生産方法より得られた製品の断面は、2種以上材質より構成し、若干数の芯線を有する。各該芯線はもう1種の材質によって内部に覆い、1本の完全な線体を形成する。前記の生産工程により、一つの機械において、押出と捩り加工を1回加工でラケット糸体を成型するため、生産工程に化学酸洗加工プロセスが不要となり、環境保護の要求に合致し、生産フローを確実に簡素化でき、材料と生産設備投資及び生産コストを軽減できる。
(もっと読む)
161 - 180 / 220
[ Back to top ]