
Fターム[4F207AR07]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 位置(←角度、開度) (220)
Fターム[4F207AR07]に分類される特許
141 - 160 / 220
光学フィルムの製造方法、及び製造装置
【課題】 溶融流延製膜法による光学フィルムの製造方法において、冷却ロールとタッチロールで挟圧された未延伸フィルムを延伸する前の段階で、未延伸フィルムを、互いに直交する2枚の偏光板同士の間を通過させて、未延伸フィルムの透過光をクロスニコル状態で観察し、流延スジの発生の有無を確認することにより、次の延伸工程でフィルムに発生する縦スジを、事前に予測し、光学フィルムの生産性を向上し得る、光学フィルムの製造方法、及び製造装置を提供する。
【解決手段】 光学フィルムの製造方法は、未延伸フィルムを縦方向および/または横方向に延伸する前の段階で、未延伸フィルムを、互いに直交する2枚の偏光板同士の間を通過させて、未延伸フィルムの透過光をクロスニコル状態で観察する工程を具備している。延伸前の観察工程において、未延伸フィルムの透過光をクロスニコル状態で観察し、流延スジの発生の有無を確認することにより、次の延伸工程でフィルムに発生する縦スジを、事前に予測する。
(もっと読む)
押出機

【課題】清掃作業の作業性が向上される押出機を提供する。
【解決手段】円筒部20の供給口21から材料を供給し、スクリュ3とフィードローラ4との回転により、スクレーパ5によってフィードローラ4の表面から材料をかき取りながら材料を搬送路に送り出し、搬送路に送り出された材料をスクリュ3の回転によって混錬しながら円筒部20の排出口側に搬送し、混錬された材料を円筒部20の排出口から押し出す押出機において、フィードローラ4を回転可能に支持するとともに、フィードローラ4がスクリュ3から離間して円筒部20の中空内部が開放されるように、円筒部20に対する開閉動作が可能に組み付けられたフィードローラ支持部23を有しており、スクレーパ5は、フィードローラ支持部23の開動作時に案内面52と円筒部20の内周面20aとの境目が開くように、フィードローラ支持部23に取り付けられている。
(もっと読む)
結晶性ポリオレフィン系樹脂フィルムの製造方法
【課題】得られる結晶性ポリオレフィン系樹脂フィルムの厚み斑を抑制することができる結晶性ポリオレフィン系樹脂フィルムの製造方法を提供すること。
【解決手段】本発明の結晶性ポリオレフィン系樹脂フィルムの製造方法は、酸素分圧が500Pa以下である不活性ガス雰囲気中において、ガラス転移温度がTg℃であり融点がTm℃である結晶性ポリオレフィン系樹脂の温度をTa℃に2時間以上維持する熱処理工程と、熱処理工程後の結晶性ポリオレフィン系樹脂を、溶融し、且つ混練した後に、フィルム状に押出成形する押出成形工程と、を備え、結晶性ポリオレフィン系樹脂の温度Ta℃を、50℃又は(Tg+50)℃のいずれかのうち高い方の温度以上とし、且つ(Tm−10)℃以下とする。
(もっと読む)
積層包装材料の製造法
【課題】帯状積層包装材料の切断端面が保護され、液体内容物や水分、湿気が浸透せず、バリア層のアルミ箔やEVOHなどがの腐蝕、バリア性の劣化を防止する積層包装材料の製造法の提供。
【解決手段】積層包装材料の製造方法は、熱可塑性樹脂外層1と、紙層2と、熱可塑性樹脂内層3とアルミ箔層4と有する帯状積層包装材料を高速で溶融押出によって製造する方法であって、幅広の原紙ロールから原紙を引出して少なくとも原紙層を含む帯状セミ包装材料を若しくは、帯状積層包装材料を所定幅に縦方向にスリットするステップ、スリットされた帯状セミ包装材料又は帯状積層包装材料の切断端面に熱可塑性樹脂を被覆するステップを含む。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】 クリーン度を損なうことなく厚み精度の高いフィルムを製造する方法を提供すること。
【解決手段】 溶融熱可塑性樹脂を口金から冷却ロール上に押し出してシートとし、このシートを熱処理して得られるフィルムを巻取機にて巻き取る熱可塑性樹脂フィルムの製造方法であって、口金および冷却ロールを覆う空間を設け、この空間内を間欠的に換気すると共に、換気を停止しているときにフィルムの製造を行う。
(もっと読む)
木粉樹脂成形体の射出成形装置
【課題】 木粉を樹脂に混練した木粉樹脂を成形材料として成形体を射出成形する木粉樹脂成形体の射出成形装置の可塑化装置では、木粉と樹脂との混練処理によって高圧ガスが発生するおそれがあるから十分な脱気を行う必要があるが、脱気の際に木粉を吸引することのない木粉樹脂成形体の射出成形装置を提供する。
【解決手段】 可塑化装置10のダイス12の下流側の吐出路12cに脱気用ベント14を連通させて、ダイス12内部のガスを吸引させる。ダイス12の上流側の入口路12aには圧力センサ13を取り付けて、ダイス12の内圧を計測する。圧力センサ13の計測値が設定値を超えると、前記脱気用ベント14に連通させた真空ポンプを作動させてガスの脱気を行う。
(もっと読む)
樹脂体の製造方法、樹脂体の製造装置及び樹脂フィルタ
【課題】金網と金属不織布とを積層構成したフィルタを使用し、フィッシュアイの原因となる溶融樹脂中のゲルを広範囲で且つ効率的に濾過精製することにより、フィッシュアイを格段に低減した樹脂体を製造可能な樹脂体の製造方法、製造装置及びこれらの製造方法、製造装置に使用される樹脂フィルタを提供する。
【解決手段】メッシュサイズが500メッシュ以上の金網フィルタ8と、60μm以下の濾過精度を有する金属不織布フィルタ9とを積層することによりフィルタ5を構成する。
(もっと読む)
小片シートの製造方法
【課題】成形加工工程においてレーザー切断装置を組み込んで、オンラインで切断したときに、寸法精度、切断面の品質が良好な小片シートの製造方法を提供することを目的とする。
【解決手段】溶融した樹脂をダイ44からシート状に押し出し、押し出した樹脂シートAを型ローラ46とニップローラ48で挟み、樹脂シートAが幅方向に厚み分布を有するよう成形し、樹脂シートAを型ローラ46から剥離ローラ50で剥離し、最初に樹脂シートAを搬送方向と直行する方向に沿って切断し、切断された枚葉の樹脂シートAを、鼓型の部材92で押さえながら搬送方向に沿ってレーザー切断装置90Aで切断し、小片シートの光入射面となる面を形成し、小片シートを製造する。
(もっと読む)
発泡シート製造用Tダイ、発泡シート製造装置、発泡シート及び発泡シートの製造方法
【課題】内部の発泡倍率のばらつきが少な、厚みが大きく高発泡倍率の発泡シートを成形することができるTダイを提供する。
【解決手段】熱可塑性樹脂を成形して発泡シートを製造するためのTダイ1は、内部に熱可塑性樹脂が供給されるマニホールド部2と、内部に熱可塑性樹脂が流れる第1樹脂流路6を有してマニホールド部2の下流側に取付けられ、第1樹脂流路6の周囲の壁面に第1樹脂流路6を加熱する熱媒用の流路3Cを有する加熱部3と、加熱部3の第1樹脂流路6内に、発泡シートの厚さ方向に直交するように固定された板状のトーピード7A、7B、7Cと、内部に熱可塑性樹脂の成形空間である第2樹脂流路8を有して加熱部3の下流側に取付けられ、第2樹脂流路8の周囲の壁面に第2樹脂流路8を冷却する冷媒用の流路4Cを有する冷却成形部4と、加熱部3と冷却成形部4との間に配置された断熱部材5とを備える。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】セルロース系樹脂フィルムの幅方向及び長手方向の厚みムラの発現を抑制することができるので、高い光学特性のフィルムを得ることのできるセルロース系樹脂フィルム及びその製造方法を提供する。
【解決手段】本発明に係る熱可塑性樹脂フィルムの製造方法は、押出機22で溶融した熱可塑性の樹脂をダイ24からシート状に吐出し、回転中の冷却ローラ28上に着地させ、冷却固化して製膜する。冷却ローラ28に着地するまでの溶融樹脂は、その流れ方向に出力を変化可能なヒーター25で加熱することによって、流れ方向の温度分布が10℃以内に抑えられる。
(もっと読む)
積層シートの製造装置および製造方法
【課題】複雑な制御装置を必要とせず、各層の厚みが幅方向に対して一様で、高精度に積層された積層シートを容易に製造することが可能な積層シートの製造装置および製造方法を提供する。
【解決手段】複数種類のシート材料を積層した積層体の幅方向の端部のうち少なくとも一方にエッジ材料をエッジ部として合流部において付加する積層シートの製造装置であって、前記合流部における前記エッジ材料の各流路の流路方向に対して垂直な断面形状を積層方向に10等分する直線で分割した各領域の面積を積層方向の中央部から積層方向の端部へ向かってSn(n=1,2,3,4,5)としたとき、式(1)および式(2)の関係を共に満足することを特徴とする積層シートの製造装置。
S1<S5・・・・・・・(2)
(もっと読む)
繊維強化熱可塑性樹脂組成物の製造装置およびその製造方法
【課題】繊維状強化材をフィードホッパーへ供給するに際し、繊維状強化材がフィードホッパーの内壁へ衝突し解繊物が発生するのを抑制し、フィードホッパー内壁へ解繊物や樹脂成分が付着、蓄積しブリッジ現象を起こしたり、付着物の塊が落下したりすることなく、原料を混練装置へ安定して供給することができる、繊維強化熱可塑性樹脂組成物の製造装置およびその製造方法を提供することにある。
【解決手段】繊維状強化材供給口、熱可塑性樹脂成分供給口および混練装置への材料投入口を備え、さらに、繊維状強化材供給口には、投入された繊維状強化材を混練装置への材料投入口方向に向かってガイドする繊維状強化材供給ガイドを設けてなることを特徴とする、繊維強化熱可塑性樹脂組成物製造用のフィードホッパー。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】ロールを損傷させることなく、これらのロールの汚れを効果的に除去することにより、傷が少ない高品質の熱可塑性樹脂フィルムを効率的に製造する方法を提供する。
【解決手段】走行するフィルムが少なくとも1本のロールに接する工程を含む熱可塑性樹脂フィルムの製造において、走行するフィルムが接するロールのうち少なくとも1本のロールに周波数1000〜7000Hz、パルス幅100〜280ナノ秒のレーザー光を間欠照射することを特徴とする。
(もっと読む)
フィードブロック、積層樹脂フィルム又はシートの成形装置及び製造方法
【課題】フィードブロック方式で3層以上の多層成形を行って、積層樹脂フィルム又はシートを成形する場合に、不安定な現象の発生を防止し、様々な種類の樹脂に対応できるフィードブロックを提供する。
【解決手段】本発明のフィードブロック15は、内部空間16を有しており、複数の上流側流路31、32、33から流入した樹脂が、合流部35で合流し、積層状態で流れる下流側流路36を通って フラットダイ10へと流れるものである。そして、合流部35は、上流合流部35aと下流合流部35bとを有し、樹脂の流れをより安定にする。
(もっと読む)
流延製膜装置
【課題】溶液流延法による製膜においてTダイのリップ先端にメヤニが付着することを防止ないし抑制して、長時間運転による長尺フィルム製造を可能にする。
【解決手段】Tダイ10の一対のリップ18,19の先端はいずれも流路面に対して直角なフラット面を持たない鋭角形状に形成されているので、該先端面へのメヤニ付着が防止される。上側のリップ19の先端を下側のリップ18の先端より1.0mmを越えない寸法だけリップ間隙に沿って短く形成することにより、吐出直後の原料樹脂溶液に好ましい湾曲形状を与え、メヤニ付着防止効果をさらに高める。さらに、Tダイの全体またはリップ部のみを変角させる機構を付設して、リップ間隙の傾斜角度を調整可能とし、流延方向を最適化する。
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法。
【課題】 50m/分を超える高速においてもポリアミド溶融樹脂膜を冷却ロールへ均一に密着させ、冷却固化フィルムの結晶化斑を低減させることにより、厚みの均一性に優れる二軸延伸ポリアミドフィルムの製造方法を提供する。
【解決手段】 ポリアミド溶融樹脂膜を回転式冷却ロールに静電密着させる際、多数の突起を備えた電極を電極ホルダーに固定した静電密着用電極を用い、かつ、前記電極ホルダーを湾曲させた状態で直流高電圧を印加する二軸延伸ポリアミドフィルムの製造方法であって、前記ホルダーが湾曲調整手段を有し、かつ、前記電極ホルダーの中央部とフィルムとの間隔と前記電極ホルダーの中央部とフィルムとの間隔の差が0.05〜0.5cmとなるように前記電極ホルダーを湾曲させることを特徴とする二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
ゴム片搬送回収装置
【課題】押出機から排出されたゴム片の飛散を防止したゴム片搬送回収装置を提供する。
【解決手段】押出機40のゴム片出口41の下方位置に配置された傾斜ベルトコンベア10と、水平ベルトコンベア20と、傾斜ベルトコンベア10の搬送方向下流端部に、上部が揺動可能に軸支された飛散防止板30と、を備えるため、ゴム片60の勢いを飛散防止板30で抑制して飛散することを防止できる。
(もっと読む)
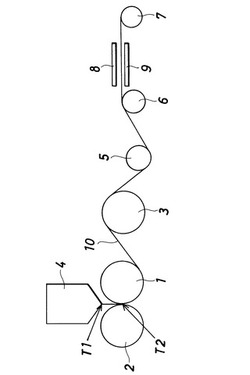
配向された熱可塑性エラストマーフィルムの製造方法
【課題】透過性が低く、耐疲労性が改良された配向熱可塑性エラストマーフィルムの製造方法の提供。
【解決手段】(A)ハロゲン化イソブチレンエラストマー及び(B)ポリアミドの動的架橋されたポリマーブレンドを含んでなる透過性が低減され、耐疲労性が改良された配向熱可塑性エラストマーフィルムの製造方法であって、作製されたフィルムの平面複屈折(PBR)が0.002と等しいか又はそれより大きくなるように、ダイリップの剪断速度をフィルムの分子配向を制御するように調整して前記ポリマーブレンドをキャスト又はインフレーション成形する製造方法。
【選択図】図1 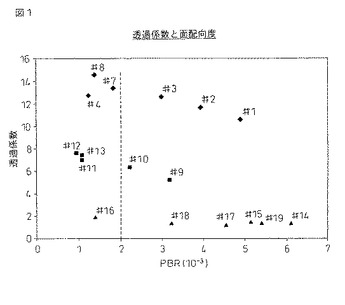 (もっと読む)
(もっと読む)
長尺処理物の放電処理装置
【課題】静電ピニング装置とした場合に特許文献2に記載のものと同様の効果があるばかりでなく、テープ状とした放電電極の幅方向の傾きを簡単に調整できることにより、静電ピニング装置とした場合には成形されるシートの厚みを微妙に調整できる、長尺処理物の放電処理装置を提供する。
【解決手段】放電電極1をテープ状としてこれを繰り出す繰出ユニット2と巻き取る巻取ユニット3との間に張架し、これら繰出ユニット2及び巻取ユニット3を繰出側及び巻取側のそれぞれの傾斜ステージ13上に設置し、この傾斜ステージ13にて繰出ユニット2及び巻取ユニット3を傾動させることにより、テープ状の放電電極1の幅方向の傾きを調整できるようにした。
(もっと読む)
熱可塑性合成樹脂製シート又はフイルムの製造方法およびその装置
【課題】第2の支持ローラを移動させてキャスティングローラの外周面に対して接近離反することにより、熱可塑性合成樹脂製シート又はフイルムの種類に応じてキャスティングローラ外周面又は成形スリーブ表面に対する熱可塑性合成樹脂製シート又はフイルムが密着接触する距離を適宜調整可能とする。
【解決手段】フイルム若しくはシートFの種類を変更し、例えばアクリルのようにキャスティングローラ12の外周面と成形スリーブ15の表面からの剥離抵抗が大きい場合には、支持レバー26を回動することで第2の支持ローラ17を移動させてキャスティングローラ12の外周面から遠ざけて、キャスティングローラ12外周面、成形スリーブ15表面に対するこのシート又はフイルムFの密着接触距離Sを短く調整し、キャスティングローラ12外周面から、成形された熱可塑性合成樹脂製シート又はフイルムを引き取る。
(もっと読む)
141 - 160 / 220
[ Back to top ]