
Fターム[4F208LN01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563)
Fターム[4F208LN01]の下位に属するFターム
Fターム[4F208LN01]に分類される特許
61 - 80 / 96
中空成形方法および中空成形装置
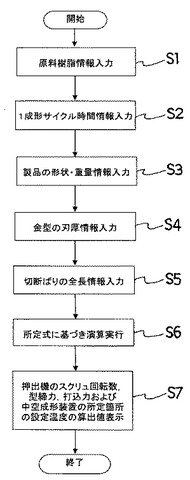
【課題】 従来の中空成形条件設定方法は、トータルの情報データを入力する煩わしさがあり、より簡素化した情報データの入力方法が望まれていた。
【解決手段】 成形用の原料樹脂情報、1成形サイクルの時間情報、成形すべき製品の形状および重量の情報、金型のばり切断用刃の刃厚情報および該ばり切断用刃によって切断されるばり全ての長さ情報を中空成形装置の成形条件設定装置20へ入力し、押出機1における溶融した前記樹脂の送り用スクリュの回転数、型締装置5の型締力、パリソンにエアを吹き込む打込装置4の打込ノズル9による打込力および中空成形装置の所定箇所の設定温度のそれぞれのデータを算出して、これら算出データを用いて中空成形する構成とした。これにより、設定条件の確実かつ簡素化した入力・演算ができる中空成形方法および中空成形装置を提供できる。
(もっと読む)
ブロー成形用プリフォームキャリアおよびブロー成形型

【課題】ブロー成形時にブローエアーによって大きな力が作用しても位置ずれなどの弊害を起すことの無い広口容器のブロー成形に適したプリフォームキャリアを提案すること。
【解決手段】ブロー成形用プリフォームキャリア10は、ブロー成形時にブローエアーが導入される圧力室16を備えている。ブローエアーが圧力室16に導入されると、ブロー成形用プリフォームキャリア10の外側円筒11および内側円筒12にはそれらの軸線方向に沿って下向き、上向きの力が作用する。ブローエアーによってプリフォームキャリア10を下向きに押し込む力が相殺されるので、プリフォームキャリア10に位置ずれなどの弊害発生してしまうことを防止できる。プリフォームキャリア10がブローエアーによって移動しないように支持するための支持機構の支持耐力が小さくてよいので、当該支持機構を小型で簡単な機構にできる。
(もっと読む)
材料分配システム及びその製造方法
材料分配システム、及びそのようなシステムを製造する方法が説明される。材料分配システムは、少なくとも部分的に弾性的に変形可能なバンド(14)に取り囲まれた潰れうる容器(18)を用いる容器が流動性のある組成物で充填されるにつれて、バンドが伸び、それによって位置エネルギーが生じ、位置エネルギーは次に、噴射剤及び/又は圧力容器の代わりに、組成物を分配するために使用することができる。  (もっと読む)
(もっと読む)
ゲージが装備された燃料タンク及びこのようなタンクを製造する方法
プラスチック燃料タンクであって、壁と、ゲージと、可撓性部分を備えるスワールポットと、ハウジングとゲージを支承しかつ2つの端部が装備された支持体とを備えるゲージスタンドと、を備え、スワールポット及びゲージがタンク壁に締結され、支持体の一方の端部がゲージスタンドのハウジングと協働するように、かつ他方の端部がスワールポットの可撓性部分と強制接触しているように、ゲージ支持体が位置決めされる、プラスチック燃料タンクが提供される。  (もっと読む)
(もっと読む)
プラスチックパリソンの殺菌のための装置および方法
本発明は、プラスチック製容器(20)を製造するための装置(1)であって、プラスチックパリソンを加熱するための加熱要素(4)と、プラスチックパリソン(10)を所定の搬送経路(T)に沿って搬送するための搬送システム(12、14、16、18)と、前記搬送経路において前記加熱装置(4)の下流に配置され、プラスチックパリソンを成形してプラスチック製容器を形成する成形要素(8)と、を備えている装置(1)に関する。本発明によれば、装置(1)が、プラスチックパリソン(10)の壁に自由流動性の媒体を付けることで当該壁を殺菌する殺菌要素を有しており、この殺菌装置は、前記加熱装置(4)において容器へと加えられる加熱プロセスの後、かつ前記成形要素における成形プロセスの終了前に、殺菌処理を行うよう、前記容器の前記搬送経路に沿って配置されている。 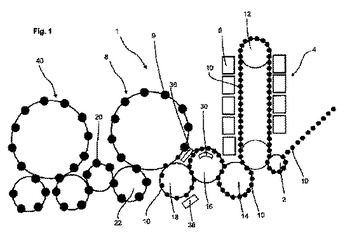 (もっと読む)
(もっと読む)
熱可塑性物品の成形方法
【課題】変化する色および/または模様が形成される熱可塑性物品の成形方法を提供する。
【解決手段】熱可塑性物品の成形方法は、注型することによって第一の色の熱可塑性材料の素材を形成する工程(a)と、第二の色の熱可塑性材料を用いて射出成形によって上記素材に注型することによって上記素材に第二の色を付加する工程(b)と、上記素材の温度を上記熱可塑性材料の少なくとも成形温度に加熱する工程(c)と、ブロー成形によって上記素材を拡大する工程(d)とを有している。
(もっと読む)
滑らかな表面を有する溶融押出成形物品
本発明は、高押出成形速度での溶融押出成形プロセスによって、従来技術の組成物から製造された物品より高品質で滑らかな表面外観を示す物品を製造するためのコポリエステルエラストマー組成物の分野に関する。  (もっと読む)
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 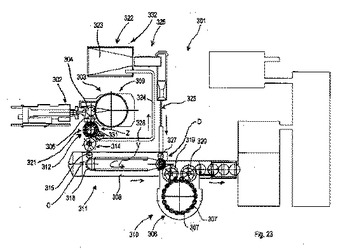 (もっと読む)
(もっと読む)
バルク金属ガラスのブロー成形方法
最終物品を形成するのに必要とされる実質的に全ての横歪みが、パリソンの外面が成形器具の表面と接触する前に達成されるように、BMG材料の予備成形またはパリソンの膨張を操作することによって、従来の成形技術が受ける摩擦により動かない力を回避する過冷却液体状態においてバルク金属ガラス(BMG)を成形するための非常に低圧のガスまたはブロー成形方法が提供される。成形器具の表面により与えられる摩擦力を回避する本発明の成形処理によってもたらされる能力により、従来の処理によって達成できない処理条件を用いて精密なネットシェイプの複合的な複数のスケールの部分および成分の形成が可能となる。 (もっと読む)
インモールド成形方法及びインモールド成形用金型
【課題】容器外面に凹部を有し、その凹部を含む領域にラベルを一体化した構成のラベル付容器を、インモールド成形によって製造する際に、ラベルにしわが生じないようにする技術を提供する。
【解決手段】容器外面に形成される凹部を含む領域にラベルを備えたラベル付容器をインモールド成形するに当たって、インモールド成形用金型5のキャビティ面7に配置したラベル3を、少なくともキャビティ面7の、容器の凹部に対応する凸部7aの頂部に開口した真空吸引孔8によって吸引保持し、その状態で成形する構成とする。
(もっと読む)
ポリエステル組成物及びそれからなるポリエステル成形体
【課題】 透明性、耐熱性、機械的特性および保香性に優れ、食品あるいは飲料用等の容器、包装材料として有利に使用しうるポリエステル組成物およびそれらからなるポリエステル成形体を提供することである。
【解決手段】 少なくとも2種の、実質的に同一組成のポリエステルを主成分として含むポリエステル組成物であって、前記ポリエステルの極限粘度の差が0.05〜0.30デシリットル/グラムの範囲であり、前記ポリエステル組成物からなる成形体を超純水中で80℃において1時間抽出処理を実施して得られた抽出水を人工脂質膜からなる味センサを備えた味検査装置で測定した場合の味覚(苦味)の値と、超純水について同一装置により測定した場合の味覚(苦味)の値との差が2.0以下であることを特徴とするポリエステル組成物および該ポリエステル組成物を溶融成形した成形体である。
(もっと読む)
捨袋カット器
【課題】
解決しようとする課題は、ブロー成形により形成される吸気管の捨袋が肉薄で、袋カット用の刃物が上滑りしてしまい、設計意図寸法どおりに切除できないという点である。
【解決手段】
前刃と後刃がほぼ平行に設けられている捨袋カット器の該前刃をカットラインに合わせてあてがい、該捨袋カット器を押し込んで、該前刃の切れ味が良くそのまま該捨袋に食い込めばそれで良し、あるいは該前刃の切れ味が悪く該前刃が該捨袋に食い込まずに上滑りしてしまう場合には該前刃に引っ張られた該捨袋に張力を発生させ、後刃を上記張力方向に交差する方向に押し込ませる際に該捨袋が寝てしまうことを妨げることで容易に該捨袋に食い込むことができるようにする
(もっと読む)
FRP中空成形品の内圧成形法
【課題】本発明の課題は、外観の綺麗なFRP中空成形品を容易に得るための内圧成形法を提供することにある。
【解決手段】プリプレグを用いて内圧成形法によりFRP中空成形品を成形するに際し、先ず、該成形品の賦形型に、該成形品の表層部形成用のプリプレグ以外のプリプレグを敷設・積層して、内部に内圧バッグを有する賦形物を作成し、次いで、該賦形物を、前記表層部形成用のプリプレグを内表面に敷設した金型にセットし、その後、該金型を型締めし内圧成形法により成形することを特徴とするFRP中空成形品の内圧成形法。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 成形型の型動作に基づくキャビティの増大による発泡性樹脂の発泡を図りつつ、成形型内壁に対するブロー成形体の追従性が低下することを防止する樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4の型動作に基づきキャビティ27を増大させて、溶融発泡性樹脂70による発泡に基づきブロー成形体41を膨張させる。この成形型4の型動作に基づいてキャビティ27を増大させる前までに、成形型4に基づき、ブロー成形体41のうち、キャビティ27を増大する側とは異なる側における一部領域をその同じ側における他部領域よりも該ブロー成形体41の内方側に引っ込ませた状態として、ブロー成形体41に引っ込み部分41aを形成する。そして、成形型4の型動作に基づいてキャビティ27を増大させるに際して、その引っ込み部分41aを、膨張させて、成形型4の内壁に的確に追従させる。
(もっと読む)
地中管路形成筒材
【課題】 土圧に対する耐圧変形強度を備え、短縮状態に変化でき、地形に合わせた曲げ配管もできる筒体でありながら、筒内へのケーブル挿通時には、筒壁がケーブルとの摩擦で摩耗し破損することが生じにくい構造とした地中管路形成筒材の提供。
【解決手段】 筒壁1の全体または一部に形成した不等辺三角形状の筒壁1部分が、山頂部分2に続く左右の傾斜壁3,4が長短不等長に形成され、一方の長尺側傾斜壁3の谷部分5側の肉厚Tが他方の短尺側傾斜壁4の谷部分5側の肉厚tに比して厚肉に形成され、これらの長尺側傾斜壁3と短尺側傾斜壁4とが、断面視V字形に開いた離隔姿勢と、短尺側傾斜壁4が屈折自在としたヒンジ部6を介して長尺側傾斜壁3の上に折り重なった重畳姿勢とに変形可能に形成され、該ヒンジ部6が、管軸方向において、長尺側傾斜壁3における最小径部pの位置よりも短尺側傾斜壁4の方向に変位して形成した構成としたもの。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】発泡性樹脂にカウンタープレッシャを確実にかけることができ、発泡セルが肥大化することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】第1の樹脂からなるパリソンをブロー成形してなる中空成形体の内部に、第2の樹脂41に発泡剤を含有させた発泡性樹脂47を注入し発泡させるようにした樹脂成形品の成形において、型開きされた成形型10a、10b内に前記パリソンの内部が複数の空間部23、24に区画されてなる前記パリソンを垂下して型閉じし、前記複数の空間部にそれぞれ加圧気体を供給してブロー成形し、前記複数の空間部を有する中空成形体を成形した後に、前記複数の空間部のうち第1の空間部23に所定の内圧を付与した状態で、前記第1の空間部に隣接する第2の空間部24内に前記発泡性樹脂を注入し、前記第1の空間部に付与される前記内圧に抗して前記発泡性樹脂を発泡成形させる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化に基づく成形品物性の低下を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸される部分44に関しては、第2可動型23を介してブロー成形体41の延伸される部分付近の溶融発泡性樹脂70を積極的に冷却することによりスキン層85を形成し、そのスキン層85と延伸される部分44の両方をもって表層部86とする。
(もっと読む)
車両用空気ダクト
【課題】 自動車等の車両の空調装置から送出される調温空気を車両室内へ吐出するために、内装部材の内側に配設される車両用空気ダクトにおいて、遮音性の著しい向上により、車両室内への騒音の漏れを防止して空調運転の低騒音化を図る。
【解決手段】 断熱性、吸音性を備えた発泡樹脂層2の内周面と外周面に気密性、剛性を備えた硬質樹脂層3、4を積層した外皮で、多層ブロー成形手段により所定の中空形状体に一体成形したことを特徴とする。
(もっと読む)
包装用多層構造体
【課題】少なくともポリエステル樹脂層、及び接着性兼ガスバリヤー性樹脂層から成る多層容器において、2段ブロー成形法によっても層間剥離の発生が有効に抑制され、外観特性、層間接着及び機能性に優れた多層構造体を提供することである。
【解決手段】ポリエステル樹脂層、接着性樹脂層、及び接着性兼ガスバリヤー性樹脂層から成る多層容器であって、前記接着性兼ガスバリヤー性樹脂の融点が150℃以上であり、2段ブロー成形法により形成されることを特徴とする。
(もっと読む)
パリソンの真空排気方法及び装置
【課題】本発明は、クロスヘッドのエア管と真空ポンプとの管にエアタンクを設け、真空状態のエアタンク内にパリソン内のエアを排気し、排気時の騒音を低くし、かつ、短時間で多量の排気を行うことを目的とする。
【解決手段】本発明によるパリソンの真空排気方法及び装置は、クロスヘッド(1)のエア管(5)と前記真空ポンプ(21)との間に設けられた電磁弁(8)とエアタンク(20)とを用い、前記エアタンク(20)内を予め前記真空ポンプ(21)で真空にした後に前記電磁弁(8)を開弁して前記パリソン(3)内のエアを前記エアタンク(20)内に排気する方法と構成である。
(もっと読む)
61 - 80 / 96
[ Back to top ]