
Fターム[4F208LN01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563)
Fターム[4F208LN01]の下位に属するFターム
Fターム[4F208LN01]に分類される特許
21 - 40 / 96
樹脂製燃料タンクの成形方法
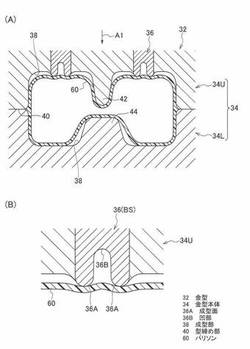
【課題】外殻部分の一部を他の部分と比較して薄肉化することが可能な樹脂製燃料タンクの成形方法を得る。
【解決手段】成形前の樹脂材料がセットされる成形部38を備え、進退可能とされた可動型36を有する金型32を用いる。可動型36を後退させた状態で成形部の内面及び成形面に樹脂材料を密着させて樹脂材料を薄肉化し、次いで可動型36を前進させることで凹部36B以外の成形面36Aに密着した樹脂材料を薄肉化する。
(もっと読む)
樹脂成形品の成形方法

【課題】薄肉化した熱可塑性樹脂シートの厚みのばらつきを抑制し、肉厚が薄く、且つ、均一な厚みの樹脂成形品を成形することが可能な樹脂成形品の成形方法を提供する。
【解決手段】熱可塑性樹脂をシート状に押し出し、溶融状態の熱可塑性樹脂シート(P)を下方に垂下し、その熱可塑性樹脂シート(P)を一対のローラ(30)によって挟み込み、ローラ(30)を回転することにより、熱可塑性樹脂シート(P)を下方に送り出し、その熱可塑性樹脂シート(P)を金型(32)で型締めし、熱可塑性樹脂シート(P)を金型形状に沿った形状に成形し、樹脂成形品を形成する樹脂成形品の成形方法において、以下の条件(A)または(B)を満足する。条件(A):Va<110の場合、3.0≦Va/Vb≦5.5、条件(B):Va≧110の場合、3.0≦Va/Vb<605/Va。但し、Va:ローラ(30)による熱可塑性樹脂シート(P)の送出速度(mm/s)、Vb:熱可塑性樹脂シート(P)の押出速度(mm/s)
(もっと読む)
シート付きパネル
【課題】シート付きパネルを熱可塑性樹脂のブロー成形によって形成するにあたって、パネル基板を薄肉化して軽量化でき、外観も美麗であるシート付きパネルを提供する。
【解決手段】内側に10000MPa以上の引張り弾性係数を有する高剛性繊維からなるシート2を、外側に5000MPa以下の引張り弾性係数を有する低剛性繊維からなるシート3を成形同時張りするので、パネル基板を薄肉化して軽量化してもチョップドストランドマットの高剛性によってパネル全体の曲げ剛性を低下させることがない。
(もっと読む)
把手用の孔部を備えた合成樹脂製容器
【課題】容器本体の中央近傍に把手用の孔部を備えた合成樹脂製容器において、孔部の周囲に形成される環状のピンチオフ部を補強し、ウォーターハンマー現象による衝撃によっても環状のピンチオフ部の破断を防止できる把手用の孔部を備えた合成樹脂製容器を創出する。
【解決手段】口筒部2、筒状の胴部4及び底部を有する容器本体1が、ブロー成形法により形成される有底筒状の合成樹脂製容器であって、胴部4の中央近傍の位置に胴部4を形成する一対の正面壁4Aと背面壁4Bとの間を貫通する孔部7が設けられ、孔部7を形成する孔部壁面7Aに、ピンチオフ部8Bが環状に形成されており、少なくとも容器本体1の内部側で且つ環状のピンチオフ部8Bの底部側の位置に厚肉部9aが形成された構成とする。
(もっと読む)
樹脂成形体およびその製造方法
【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
ハニカム構造のリブを有する二重壁ブロー成形体及びブロー成形用金型
【課題】二重壁ブロー成形体の曲げ剛性を、特定方向だけでなく全方向的に向上させる。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブ3が形成され、リブ3は多数の6角筒状のセル壁7からなるハニカム構造を有する。リブ3は壁1から連続して壁2に向けて延びる2枚の板が密着したもので、いわゆる隠しリブである。セル壁の交差領域、すなわちセル壁の3面が交差する箇所及びその近傍に存在するリブ3aが、壁2の内面との間に隙間を有し、交差領域に挟まれた中間領域に存在するリブ3bが壁2の内面に溶着している。各セル壁により区画された二重壁内のセル空間が、前記隙間を通して互いに連通している。
(もっと読む)
2軸延伸成型品
【課題】基本物性が大きく損なわれずに、酸素ガスバリアー性の改善された食品容器や薬品容器などの2軸延伸成形品を廉価に提供する。
【解決手段】2軸延伸成形品は融点が160℃以下の滑剤、可塑剤などの低分子量ポリマー添加剤を層間剥離した有機化クレイの50重量%以上、前記有機化クレイを5重量%以下、2重量%以上含有するマスターバッチを希釈し、希釈後も前記有機化クレイが総重量の0.08重量%以上、1.25重量%以下、前記添加剤が0.1重量%以上を含有し、前記有機化クレイが2軸配向し、分散した熱可塑性付加重合ポリマー2軸延伸成型品である。
(もっと読む)
補強用リブを有する二重壁ブロー成形体及びその製造方法
【課題】二重壁の偏平なブロー成形体の特定方向の曲げに対する剛性の低下を防止し、かつ全体的な曲げ剛性を高める。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブが形成され、前記リブは壁1から連続して壁2に向けて延びる第1リブ3と、壁2から連続して壁1に向けて延びる第2リブ4(列4A,4B)からなる。第1リブ3と第2リブ4は共に複数列存在して平面視で互いに交差し、第1リブ3はその頂部が壁2の内側に溶着し、第2リブ4はその頂部が壁1の内側に溶着している。リブ3の内部に補強インサート7が一体的に包み込まれている。第2リブ4は第1リブ3との交差箇所において該第1リブ3により分断されている。
(もっと読む)
多層発泡体の製造方法及び多層発泡体
【課題】成形品にヒケやソリが発生することなく、成形品の冷却時間を短縮することが可能な多層発泡体を提供する。
【解決手段】 発泡層(102)に非発泡層(101)が積層された多層発泡体(100)であって、非発泡層(101)に炭素繊維が含有されていることを特徴とする。
(もっと読む)
ブロー成形容器
【課題】底部をピンチオフ13で閉塞させた有底筒状の胴部より肩部を介して口頸部を起立した形態をなし、保形性のある外層と、外層内面に剥離可能に積層した内層とから構成され、底割れ現象が生じるのを防止でき、内層の潰れ変形形態をほぼ一定に規制することを可能として内容物の注出不良の発生を減少し、更に、底部に残る残液を防止して、この点からも良好な収容液の注出が行えるブロー成形容器を提案する。
【解決手段】外層と内層とを全高さ範囲に亘って接着する縦帯状の接着層20を、ピンチオフ13の一端部外方位置に縦設した第1接着層20aと、ピンチオフ13の他端部外方位置を挟む両側にそれぞれ縦設した第2接着層20b及び第3接着層20cとして3本形成し、第1接着層20aと第2接着層20bとの間の外層部分、及び第1接着層20aと第3接着層20cとの間の外層部分にそれぞれ外気導入孔を穿設した。
(もっと読む)
ブロー成形装置の作動方法
【課題】排気エアを作動エアとして有効に再利用することができ且つ成形品の品質バラツキを抑制することができるブロー成形装置の作動方法を提供する。
【解決手段】ブローエアを中間成形品に供給して所定形状に膨張させた後、作動エアタンクに排気エアを回収し、この回収した排気エアを作動エアとして再利用するに際し、排気エアを作動エアタンクに飽和状態となるまで回収し、その時点で作動エアタンクの圧力が第1の設定圧力P1に達していない場合には、次に排気エアの回収が開始されるまでの間に、所定のタイミングでエア源から作動エアタンクにエアを圧縮供給し、作動エアタンクの圧力を所定圧力まで上昇させることで、排気エアの回収が開始される時点の作動エアタンクの圧力が第2の設定圧力P2となるようにする。
(もっと読む)
ブロー成形による中空容器の成形方法
【課題】 長期に亘り金型を清掃することなく連続ブロー成形を行うことが可能であり、生産性の向上、コスト低下、作業環境が向上したに優れたポリエチレンテレフタレートからなる中空容器の成形方法を提供する。
【解決手段】 フェノール基含有リン化合物およびアルミニウム化合物を触媒として重合されたポリエチレンテレフタレート、またはフェノール基含有リン化合物のアルミニウム塩を触媒として重合されたポリエチレンテレフタレートを用いて、一つの金型あたり10000回以上ブロー成形金型を清掃することなく連続して中空容器を成形する方法。
(もっと読む)
フッ素変性クロム触媒を用いて製造される高密度ポリオレフィンから作製される中空プラスチック製品
【課題】1個以上の開口部を有し且つ1層以上の層構造である中空プラスチック製品を提供する。
【解決手段】該中空プラスチック製品は、フッ素変性クロム触媒を用いて製造されたポリオレフィンから作製される1層以上の層を含んでいる。プラスチック燃料容器、ガソリンのキャニスター、プラスチックタンク、またはプラスチックボトル等として使用する方法。
(もっと読む)
組込部品付きプラスチック中空体の製造方法及び組込部品付きプラスチック容器
【課題】中空体内に組込部品を特に簡単且つ確実に固定することが可能な組込部品付きプラスチック中空体の製造方法を提供する。
【解決手段】成形キャビティを形成する分割構造のブロー成形金型9a,9bを縦に分割開放して形成される金型開放間隙に可塑化プラスチック材料からなる1つ以上の帯板状又はチューブ状のパリソン13を垂下配置すると共に該金型開放間隙内に最終製品に内蔵させるべき少なくとも1つの組込部品1を配置し、これらパリソン13と組込部品1の周りで金型を閉じることにより金型で囲まれたキャビティ内でパリソン13を製品外形にブロー成形する。成形中又は成形直後に依然として塑性状態にある製品内壁に組込部品1を押し付け、製品内壁の塑性状態のプラスチック材料の一部を組込部品1の少なくとも1つの穴から該穴の背後にまで流入させる。
(もっと読む)
発泡成形体の製造方法
【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
(もっと読む)
バリアーコーティングを備えるプラスチック容器
【課題】本発明の課題は、基材のガス透過性を減少させ、基材に対する良好な付着を有し、かつ、機械的に柔軟であり、このためコーティングの欠陥を生じることなく基材の引き続く成形プロセスを可能にする、ポリマー基材のためのコーティングを提供することである。
【解決手段】本発明は、a)プラスチック材料の少なくとも一部分を前処理する工程、b)この前処理された表面上にポリビニルアルコールのコーティング層少なくとも1つを設ける工程、及びc)このポリビニルアルコール層上にポリビニルアセタールのトップコーティング層少なくとも1つを設ける工程を含む、プラスチック材料上にバリアーコーティングを設けることによりこのプラスチック材料のガス透過性を減少させる方法に関する。
(もっと読む)
耐熱容器の加熱成形装置
【課題】既存の成形装置を利用してPET樹脂製の耐熱容器を比較的安価に製造することができる耐熱容器の加熱成形装置を提供する。
【解決手段】テーブル211を上昇させて一次ブロー成形品30のネック部開口に位置出しピンを嵌合させ、ネック部の外周部を把持手段で把持することで、直線移動可能に設けられた搬送手段250に一次ブロー成形品30を装着する装着部210と、一次ブロー成形品30を加熱処理成形して中間成形品を得る熱処理部220と、中間成形品を最終ブロー成形して所定形状の耐熱容器10を得る最終ブロー成形部230と、耐熱容器10を搬送手段250から取り外して回収する回収部240と、を備えるようにする。
(もっと読む)
樹脂製容器、及び樹脂製容器の製造装置
【課題】容器本体に部分的に形成される被覆層を、該被覆層が形成されない部位との境界部分において厚みを変化させることで、より一体感のある装飾デザインを施したりすることができる樹脂製容器、及び樹脂製容器の製造装置を提供する。
【解決手段】樹脂製容器1は、押出機から押し出されたパリソンをブロー成形することによって製造される樹脂製容器1であって、容器本体2と、前記容器本体2の全部又は一部を覆う被覆層とを少なくとも備え、前記被覆層3が、高さ方向に沿って、0.1〜1.5μm/mmの減少率で連続的に厚みを減じる肉厚減少部6を有し、前記被覆層3が、高さ方向に沿って厚みを減じながら消失する構成とする。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する押出し成型方法
【課題】成形可能な材料を有する単層物及び多層物、ならびに、それらの物を押出し成型する方法を提供する。
【解決手段】押出しブロー成型されたボトル37は、ネック部32と、ボディ部34とを具備する。ボディ部34は、第1のインナー層と第2の層とを具備する。第1のインナー層は、ポリエステル、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、および、それらの組合せからなるグループから選択された第1の材料を具備する。第2の層は、未使用なPET、リサイクルされたPET、PETG、発泡体,ポリプロピレン、ポリエステル、ポリオレフィン、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、粉砕再生スクラップ材料、および、それらの組合せからなるグループから選択される第2の材料を具備する。第2の材料は、第1の材料とは異なる。
(もっと読む)
21 - 40 / 96
[ Back to top ]