
Fターム[4F208LN01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563)
Fターム[4F208LN01]の下位に属するFターム
Fターム[4F208LN01]に分類される特許
41 - 60 / 96
単層物および多層物、ならびに、それらの物を製造する押出し成型方法
【課題】成形可能な材料を有する単層物及び多層物、ならびに、それらの物を押出し成型する方法を提供する。
【解決手段】押出しブロー成型されたボトル37は、ネック部32と、ボディ部34とを具備する。ボディ部34は、第1のインナー層と第2の層とを具備する。第1のインナー層は、ポリエステル、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、および、それらの組合せからなるグループから選択された第1の材料を具備する。第2の層は、未使用なPET、リサイクルされたPET、PETG、発泡体,ポリプロピレン、ポリエステル、ポリオレフィン、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、粉砕再生スクラップ材料、および、それらの組合せからなるグループから選択される第2の材料を具備する。第2の材料は、第1の材料とは異なる。
(もっと読む)
ブロー成形品およびその製造方法

【課題】ポリフェニレンスルフィド樹脂を含有するポリマー組成物から製造されたブロー成形品(中空成形品)を提供する。
【解決手段】本発明のポリマー組成物は、ポリフェニレンスルフィド樹脂に加えて、ガラス繊維などの補強剤、および有機シランカップリング剤と耐衝撃性改良剤の組み合わせをさらに含有する。アミノシランカップリング剤と耐衝撃性改良剤の組み合わせは、この組成物の高せん断粘度を増大することなく、この組成物の低せん断粘度および溶融強度を大幅に増大させることが見出された。低せん断粘度が増大すると、この組成物は、複雑な形状の成形品に特によく適合するようになる。ブロー成形品を製造する場合、例えば、この組成物は、より高い押出量および押出速度で内面平滑度を向上させる一方で、肉厚をより良好に制御できるようにする。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、表壁面と、表壁面の表側上部に連設される上壁と、上壁の外側縁下面からヒンジを介して連設され、中央に把手孔が穿設されている把手壁と、表壁面の裏側に連設された係合部とからなり、係合部は、表壁面の裏面に連設される基部と、基部から上下および両側面に突出するように配設された突部とを具えていることを特徴とする。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、中央部上方を垂直面とし、その下方を傾斜湾曲面とし、その他の表面をボトルの肩部とほぼ面一になるように形成された表壁面と、表壁面の中央上端から延びる水平部と表壁面の中央下端から立設された垂直部とを連設させてなる把手とからなり、表壁面裏面の上端、下端、および側面には、ボトル内方に突出する突部が配設されており、前記垂直面下端には、下方に突出する突条が形成されていることを特徴とする。
(もっと読む)
真空に関連した力に反応する容器の底部構造
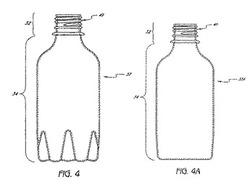
【課題】ホットパック充填によって発生する真空圧を調節することができ、かつ実質的な構造を持たない側壁を備えたガラス容器の外観を模倣して、滑らかなガラス様の外観を可能にする改良版のプラスチック容器を得る。
【解決手段】真空圧力吸収に適応した底部40を備えたプラスチック容器10である。底部40は、その表面で容器を支える接触リング34と、起立壁と、中心部とを備えている。起立壁は、接触リング34と隣り合い、接触リング34をほぼ取り囲んでいる。中心部は、中心上げ底部40と、中心上げ底部40をほぼ取り囲む反転リング42とによって少なくとも部分的に形成されている。中心上げ底部40および反転リング42は、容器内に発生した真空力を調節するために可動である。
(もっと読む)
容器をブロー成形するための方法および装置
【課題】ブロー金型からのブローエアの回収によって動作される装置のブロー金型内で容器を成形するための新規な方法および装置を提供すること。
【解決手段】本発明は、動作工程が、低圧P1を伴うプレブローステージ28とそれぞれが更に高い圧力Pi、P2、P2’を伴う少なくとも2つの更なるブローステージ29、30、30’とにおいて連続的に達成され、その後、幾つかの圧力ステージを伴う回収段階32では、それぞれのブロー金型からエアが供給される方法において、少なくともプレブローステージの後の圧力ステージ29に割り当てられる容積部9への給気よりも優先して、ブロー金型からのエアが最初にプレブローステージ28に割り当てられる容積部8に供給されることを特徴とする。装置は、ブロー制御器CUと、容積部8内の圧力のための制御手段とを備える。
(もっと読む)
熱可塑性エラストマー用溶融張力向上剤及びそれを含んでなる熱可塑性エラストマー組成物
【課題】 熱可塑性エラストマーの成形加工性を改良可能な、特にブロー成形性、発泡成形性を改良可能な溶融張力向上剤およびこれを含んでなる熱可塑性エラストマー組成物を提供する。
【解決手段】 密度が920kg/m3以上970kg/m3以下、メルトフローレートが1g/10分以上20g/10分以下、末端ビニル数が1,000炭素原子当たり0.2個以下、160℃で測定した溶融張力とMFRの関係がMS160>90−130×log(MFR)、190℃で測定した溶融張力とMS160の関係がMS160/MS190<1.8、流動の活性化エネルギーと密度の関係が125−0.105d<Ea<88−0.055d、を満足するポリエチレン系樹脂からなる熱可塑性エラストマー用溶融張力向上剤を用いる。
(もっと読む)
大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーン分割されたブロー型
【課題】厚肉となる部分の欠点を解消して、耐熱性と透明性とのバランスが取れた大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーンが分割されたブロー型を提供する。
【解決手段】大型リターナブル容器の成形方法は、厚肉のポリエステル樹脂製プリフォーム、またはプリフォームからブロー成形された一次ブロー成形品を、加熱下でブロー成形して、ブロー成形時の歪を除去した中間成形品を得る熱処理工程と、収縮された中間成形品を加熱下でブロー成形して、大型リターナブル容器を得る最終ブロー成形工程と、を有する。熱処理工程は、プリフォームまたは一次ブロー成形品を熱処理型204内に配置し、プリフォームまたは一次ブロー成形品内に高圧エアーを導入して加圧して、ブロー成形された肩部22及び胴部24を熱処理型のキャビティ面204Aに密着させて熱処理し、かつ、ブロー成形された肩部22を胴部24よりも低い温度で加熱する。
(もっと読む)
消火器およびその製造方法
【課題】耐圧性容器の主体である基材層を保護層で覆って基材層の耐候性に起因する劣化を確実に防止し、長期間にわたって所要の耐圧性および耐衝撃性を保持することができる消火器およびその製造方法を提供する。
【解決手段】消火剤を充填する耐圧性容器2を備えている消火器である。耐圧性容器2は、熱可塑性樹脂からなる多層構造で耐圧性を有する基材層3とその外側に配置された保護層4とで構成されている。保護層4は、紫外線遮蔽剤を添加された熱可塑性樹脂でなる。耐圧性容器2は基材層およびその外側に配置された保護層を有する熱可塑性樹脂の多層パリソンを分割金型間に配置してブロー成形する。
(もっと読む)
発泡中空成形体
【課題】 発泡倍率が高く、軽量で断熱性に優れ、かつ剛性、耐熱性、クリーン性に優れる発泡中空成形体を提供する。
【解決手段】 溶融張力、最大溶融延伸比がいずれも高く、溶融張力と溶融延伸性のバランスに優れ、密度が高い、エチレン系重合体を用いる。
(もっと読む)
発泡中空成形体
【課題】均一に発泡し、かつ発泡倍率が高く軽量で、断熱性が高く、かつ、剛性、耐熱性に優れる発泡中空成形体を提供する。
【解決手段】溶融張力と最大溶融延伸比のバランスに優れ、エチレン系重合体を主成分として用いることにより、発泡倍率が高く、軽量で、断熱性に優れ、低密度ポリエチレンとの組成物とすることにより、耐ドローダウン性にも優れた発泡中空成形体となる。
(もっと読む)
容器、プリフォーム・アセンブリ並びに容器成形方法および装置
容器をブロー成形するためのプリフォーム・アセンブリ(1)であって、少なくとも第1のプリフォーム(2)と第2のプリフォーム(3)とを備え、これらのプリフォームを容器にブロー成形する前に、第1のプリフォーム(2)は第2のプリフォーム(3)の内部に位置し、各プリフォームは肉厚が約8mm、好ましくは約6mmよりも小さい、本体形成部分を有する。プリフォーム・アセンブリからブロー成形された容器、およびプリフォーム・アセンブリを形成する方法および装置も開示されている。 (もっと読む)
医療行為用注射器を製造し組み立てるためのプロセス
医療行為用注射器(20)を製造し組み立てるためのプロセスであって、このプロセスは、少なくとも部分的に溶融した状態にあるプラスチック材料で製作された中間管状部材(1)を得るためにプラスチック材料を押出し加工する工程と、少なくとも中空本体(2)を得るために中間管状部材(1)をブロー成形する工程と、ブロー成形の工程の直後に、中空本体(2)内にスラストピストン(3)をきつく且つ少なくとも部分的に挿入する工程とを、順に含む。  (もっと読む)
(もっと読む)
延伸ブローボトルのプリフォーム
【課題】プリフォームの底部にすり鉢状の底部を採用して、プリフォーム底部を厚肉化にした場合のアンダーカットの課題を解決し、それによりボトル底面の薄肉形成を可能として延伸ブローボトルの軽量化を図る。
【解決手段】プリフォームの胴部に連なる底部をすり鉢状に形成する。底部は胴部よりも肉厚が薄肉で平坦な底面中央部と、ボトル底縁となる部分の高さ位置から胴下部を底面中央部の周囲まで屈曲して傾斜形成したボトル底面形成部と、そのボトル底面形成部の胴部と接する上部のボトル底縁形成部位と、ボトル底面形成部の下部と底面中央部との境の弯曲部とからなる。ボトル底面形成部の肉厚を、ボトル底縁形成部位を除く弯曲部までの内面の肉盛により、胴部の肉厚よりも厚肉に形成する。ボトル底縁形成部位の肉厚をボトル底面形成部の肉厚よりも薄肉に形成する。
(もっと読む)
ポリマー組成物、ポリマー組成物から製造された物品及びポリマー組成物の成形方法
ポリマー組成物は、熱可塑性ポリマーと、成核剤、清澄剤及びこれらの組合せからなる群より選択されるポリマー添加剤と、フルオロポリマーとを含んでいる。成形品は、少なくとも1つの空洞を含んでいる。壁は、熱可塑性ポリマーと、成核剤、清澄剤及びこれらの組合せからなる群より選択されるポリマー添加剤と、フルオロポリマーと含んだポリマー組成物を含んでいる。ポリマー組成物の成形方法も提供される。 (もっと読む)
容器の製造方法、ブロー成形用金型及びブロー成形容器
【課題】ブロー成形後の容器の金型からの離型性を良好とすることができ、同時に成形後の容器に高い付加価値を持たせることが可能な容器の製造方法及びブロー成形用金型と、その高い付加価値を有するブロー成形容器を提供すること。
【解決手段】減圧吸収パネル6を備え、該減圧吸収パネル6に突起7が設けられた容器1をブロー成形により製造する容器の製造方法であって、金型に前記突起7を形成するためのエア穴14を設け、該エア穴14を前記金型の外部に連通させ、ブロー工程後の金型離型時に、前記エア穴14から前記金型内にエアを供給する。
(もっと読む)
延伸ブロー成形方法およびその装置
【課題】 簡便な構造で大掛かりな改造を必要とせずに既存の設備に対しても適用することができ、薄肉化されたボトルや多層ボトルの芯ずれに有効な延伸ブロー成形方法およびその装置を提供すること。
【解決手段】 有底筒状のプリフォーム20を縦方向に延伸する延伸ロッド21による縦延伸位置の途中に突出し延伸ロッド21とで挟圧するとともに、縦延伸方向と逆方向にばね14で付勢される押えロッド12をプリフォームの成形用底金型11に設ける。これにより、縦延伸の途中に待機させたばね14などで付勢した押えロッド12と延伸ロッド21とでプリフォーム20の底中心部を挟んで縦延伸することで、押えロッド12の動作を制御する必要もなく、簡単な構造で芯ずれを防止することができ、既存設備へも成形用底金型11に設けるだけで容易に適用することができる。また、押えロッド12を縦延伸の途中に待機させることで、成形用底金型11からの突出量Sも少なく、延伸ブロー成形完了後の成形品の取り出しの邪魔になることもない。
(もっと読む)
合成樹脂製容器、プリフォーム、合成樹脂製容器の製造方法、及びプリフォーム成形型
【課題】プリフォームを成形した際のパーティングラインの痕跡に起因する環境応力破壊が、当該プリフォームをブロー成形してなる容器の底部に生じてしまうのを有効に回避する。
【解決手段】外側面に周方向に沿ってパーティングラインPLが形成されたプリフォーム10をブロー成形によって所定の容器形状に成形するにあたり、当該パーティングラインPLの痕跡Vを、成形された容器底部23の接地部位24を越えた容器側面側に位置させる。
(もっと読む)
燃料タンクを製造する方法
2つの型堀り部と1つの芯部とを備える成形型を使用してパリソンを成形することによって、少なくとも1つの連通構成要素が装備されたプラスチック燃料タンク(10)を製造するための方法および装置であって、前記方法が、パリソンを型堀り部に押圧して、このパリソンにポケット(30)を形成する工程を含み、連通構成要素が、連通構成要素の側壁の少なくとも一部分をポケット(30)の側壁の少なくとも一部分に溶接することによってこのポケット(30)に締結される。 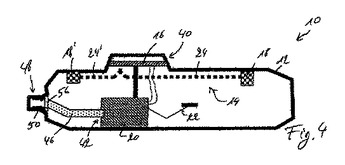 (もっと読む)
(もっと読む)
射出引っ張り吹込み成形のためのスチレン・ポリマー並びにその製法および使用法
スチレン・ポリマー組成物を調製し、スチレン・ポリマー組成物を溶融して溶融ポリマーを形成し、溶融ポリマーを型穴中に射出して予備成形物を形成し、予備成形物を加熱して加熱予備成形物を製造し、そして加熱予備成形物を膨張させて製品を形成する工程、を含んでなる方法。射出引張り吹込み成形法において、その重量%がポリマー組成物の総重量に基づく、0重量%〜6.5重量%の可塑化剤および2.5重量%以上のエラストマーを含んでなるスチレン・ポリマー組成物をポリエチレン・テレフタレートに代用する工程を含んでなる方法。スチレン・ポリマー組成物から予備成形物を調製し、予備成形物を1種または複数の発熱体に曝露し、そして予備成形物を急速に加熱して加熱予備成形物を製造する工程を含んでなる方法。 (もっと読む)
41 - 60 / 96
[ Back to top ]