
Fターム[4F208LW02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形品の後処理、後加工 (792) | 型外での後処理、後加工 (133)
Fターム[4F208LW02]に分類される特許
1 - 20 / 133
ダクトの製造方法
【課題】
解決すべき課題は、ブロー成形用金型の型抜き上の制約から、ダクトのセンターベンチ部とサイドベンチ部を一体には形成困難な複雑な形状の場合には、ダクトのセンターベンチ部とサイドベンチ部を一体に形成する方法ではブロー成形できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成されるダクトの製造方法であって、サイドベンチ部のセンターベンチ差込み部を深絞り成形し、更にその深絞り成形にスライド機構によるスライドを適用することにより前記課題を解決した。
(もっと読む)
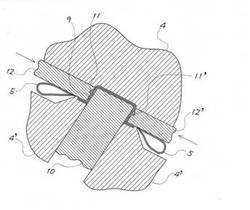
樹脂成形体の締結構造

【課題】樹脂量を増やして、ねじ部材周辺の強度を高めることができる樹脂成形体の締結構造を提供する。
【解決手段】熱可塑性樹脂製の樹脂成形体20の壁面21に被締結部材12を雄ねじ部材11で締結する樹脂成形体の締結構造10は、筒体30を有する。筒体30は、インサート成形により樹脂成形体20の壁部23に一体化されるインサート部品であり、樹脂成形体20の成形時に壁部23を外側から内側に向けて部分的に陥没させる。筒体30は、陥没部25に包み込まれる外周面31と、壁面21に開口して雄ねじ部材11がねじ込まれる内周面32と、を有する。
(もっと読む)
ブロー成形装置及びブロー成形方法
【課題】内蔵部品を有するブロー成形品の製造において、歩留まりの良いブロー成形をすることができるブロー成形装置及び方法を提供する。
【解決手段】ブロー成形装置は、ブロー成形金型20とパリソン挟持装置30と内蔵部品保持装置40を有する。パリソン挟持装置30は、パリソンエキスパンダ31とパリソン外側挟持板32を有する。内蔵部品保持装置40は、内蔵部品気密ガイド筒42と内蔵部品保持棒41を有する。パリソン8の下端を複数のパリソンエキスパンダ31で拡張し、パリソンの下端に内蔵部品気密ガイド筒42の上端を挿入した後に、内蔵部品気密ガイド筒42の上端と、パリソン外側挟持板32でパリソン8の下端を挟持し、プリブロー成形する。内蔵部品10をパリソン内に位置させて、パリソン8と内蔵部品10がスライドコア26で挟持された後に、内蔵部品保持棒42がブロー成形金型20から抜け出る。
(もっと読む)
積層ブロー成形容器及び吸気孔の形成方法
【課題】 本発明の課題は、デラミボトルに関し、第1にポンチカッターの刃先による刃痕を内層に残すことなく吸気孔を形成する方法を創出すること、第2に吸気孔の開口周縁部近傍で外層と内層の剥離がスムーズに、また確実に進行可能な吸気孔の形状を創出することにある。
【解決手段】 吸気孔の形成方法において、ポンチカッターは先端部に筒状刃を有し、この筒状刃の内周面に筒状刃の外層からの後退時に、外層からの抜け防止機能を発揮する係止部を配設したものを使用し、筒状刃を刃先が外層の内表面の直近位置になるまで圧入前進させ、外層を完全に切抜くことなく先端に未切抜き部を周状に残存させた状態とし、次に、筒状刃の後退に伴って係止部の抜け防止機能により、筒状刃内に残留する、未切抜き部を残して切抜かれた切抜き片を後退させ、この後退により未切抜き部を破断して切抜き片を完全に切抜かれた状態とする。
(もっと読む)
保温又は保冷容器
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
プリフォームの切断装置
【課題】重量を損なうことなくプリフォームを検査部位毎に分割することができるプリフォームの切断装置を提供する。
【解決手段】切断装置2は、主軸台22と、カッター25とを有する。主軸台22は、プリフォーム1の中心軸が回転軸と一致するように、プリフォーム1を把持するとともに、プリフォーム1を回転軸周りに回転させる。カッター25は、プリフォーム1の肉厚よりも長い刃渡りと、先鋭な刃先とを有し、刃先の向きは、主軸台22の回転軸と直交する。また、カッター25は、主軸台22の回転軸と直交する方向に沿って移動する。
(もっと読む)
切断装置
【課題】簡易な装置構成でありながら、切断による切削粉が発生せず、寸法のばらつきが小さく、切断面の平面性が高い切断装置を提供すること。
【解決手段】被加工物1を支持し、回転駆動手段3の稼働により回転し、被加工物1を固定しつつ回転させる被加工物固定治具2と、被加工物固定治具2を駆動回転させる回転駆動手段3と、被加工物固定治具2の回転と共に、回転しつつ被加工物1を支持する支持手段4a〜4cと、回転する被加工物1を、被加工物1の軸方向における少なくとも両端部で切断するカッターナイフ5a〜5cと、カッターナイフをスライド移動させるスライド移動手段6と、を備える切断装置10。
(もっと読む)
液体の無菌充填方法および装置
【課題】少ないエネルギーと水で急速滅菌を可能にする充填装および方法の提供。
【解決手段】本発明は、ボトル7をH2O2で滅菌するための滅菌装置9と、ボトルを充填するための充填装置11と、および例えば密閉キャップ15のようなふたを装着するためのふた締め装置11とを備えた、ボトル内への液体の無菌充填装置に関するものであり、この場合、ボトル表面上におけるH2O2の凝縮が阻止されるようにボトル温度がそれにより設定可能な手段が設けられている。さらに、本発明は、ボトルをH2O2で滅菌するステップと、ボトルを充填並びにふた締めするステップとを有する、ボトル内への液体の無菌充填方法に関するものであり、この場合、ボトルが、滅菌において、ボトル表面上におけるH2O2の凝縮が阻止されるような温度を有している。
(もっと読む)
ボトル成型設備の情報管理方法及び情報管理システム並びにボトル成型設備
【課題】成型された樹脂製ボトルに不備な点が発見されて排除された時に、不備となった原因を、プリフォームの製造時にまで追跡できるようにする。
【解決手段】コンテナ受取部3と、複数のコンベア装置9を設け、その複数のコンベア装置9により搬送されたコンテナ2からプリフォーム1を受け取って成型するブロー成型機6を設け、複数のコンベア装置9夫々にプリフォーム情報一時保管手段18を設けておいて、コンテナ2に付設のプリフォーム情報を読み取り、複数のコンベア装置9間でコンテナ2を受け渡しながら搬送すると同時に、その受け渡すコンテナ2におけるプリフォーム情報を順次リレー式に複数のプリフォーム情報一時保管手段18に受け渡し、プリフォーム情報一時保管手段18におけるプリフォーム情報を、ブロー成型機6によりプリフォーム1から成型される樹脂製ボトルに関連付けて保管しておく。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器
【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
模様付ブロー成形品の製法およびそれによって得られる模様付ブロー成形品
【課題】容易に剥げることのない鮮明な色模様を、簡単かつ経済的に付与することのできる模様付ブロー成形品の製法と、それによって得られる模様付ブロー成形品を提供する。
【課題手段】内側に着色樹脂層1が形成されその外側に透明樹脂層2が形成された多層ブロー成形品を準備し、その外側からレーザ光を照射し、上記透明樹脂層2を通過させて着色樹脂層表面1に到達させ、その照射位置を、上記着色樹脂層1表面に沿って順次移動させることにより、上記着色樹脂層1表面に、レーザ光の照射軌跡からなる色模様(文字3、説明書き4)を現出させるようにした。
(もっと読む)
成形品の製造方法およびこれに用いる装置
【課題】異物を精度よく判定する。
【解決手段】熱可塑性樹脂材料を貫通したブローピンから気体を注入して該樹脂材料を膨らませることで中空の樹脂部材16を成形するブロー成形工程および中空の樹脂部材16に孔をあける穿孔工程を経て得られるリアスポイラ10の製造過程では、ブロー成形工程または穿孔工程で生じた異物の有無を判定する検査工程が行われる。検査工程では、樹脂部材16を揺動することで、該樹脂部材16の内部で転がるブロー成形工程または穿孔工程で生じた異物の振動を振動測定手段44によって測定し、振動測定手段44で測定した測定振動データと予め設定された基準振動データとの照合により異物の有無の判定を行う。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 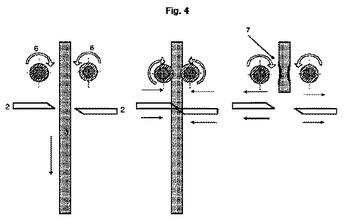 (もっと読む)
(もっと読む)
インモールドラベル及びインモールドラベル付き合成樹脂成形品
【課題】 本発明は、被貼着体である合成樹脂成形品の機能性に係る要請や、ラベルによる表示性あるいは加飾性に係る要請に応じて、生産性を損なうことなく、また相互のラベル間の貼着位置のズレがないように、合成樹脂成形品の相互に分離した領域にそれぞれラベルを貼付することを技術的課題とするものである。
【解決手段】 インモールド成形により合成樹脂成形品の成形と同時に成形品の表面に貼付されるインモールドラベルおいて、1枚のフィルム片の裏面側の相互に分離した領域に複数のラベル片を積層した構成とし、フィルム片はインモールド成形後にラベル片及び合成樹脂成形品の表面から剥離可能な構成とし、複数のラベル片はインモールド成形後にそれぞれ合成樹脂成形品の表面の相互に分離した領域に貼着される構成とする。
(もっと読む)
チタン含有PETコポリエステル及びそれからなる肉厚のプリフォーム及び再充填可能な大容量容器
【課題】チタン含有PETコポリエステルを提供する。
【解決手段】本チタン含有PETコポリエステルは0.72〜0.90dl/gの固有粘度を有し、DSC分析により、20℃/分の所定加熱率での結晶化転移時の放出熱の最大量は10ジュール/グラム未満である。本チタン含有PETコポリエステルはポリエチレンテレフタレートを主成分として含み、全コポリエステル重量に対して2〜25ppmの濃度のチタン成分と、該コポリエステルに対してXモル%のイソフタル酸と、該コポリエステルに対してYモル%のジエチレングリコールと、該コポリエステルに対してZモル%の2,6‐ナフタレンジカルボン酸と
を含み、ここでX、Y、Zは
0≦X≦2.5;
1.0≦Y≦2.5;
0≦Z≦2.5;
2.5≦X+Y+Z≦7.5
を満たし、該PETコポリエステルは、10リットルを超える内部容量を有し20回まで返却され再充填が可能な射出延伸ブロー成形された再充填可能容器を製造するのに適している。
(もっと読む)
ブロー成形品
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該ボスが成形時のブローアップによって引き伸ばされ、特に該ボスの平らな環状の溶着面が非常に薄肉となって溶着時の押圧力により大きく変形するため、溶着端と溶着面との片当りによって溶着部位が非常に限られた範囲になってしまう点である。
【解決手段】
平らな環状の溶着面と該溶着面の内側のフランジテーパー部分とを有するボス部を具備するブロー成形品の該溶着面に任意の相手部品を溶着することにより前記課題を解決した。
(もっと読む)
合成樹脂製壜体及びその製造方法
【課題】 本発明の技術的な課題は、ポリエチレンテレフタレート樹脂系の2軸延伸ブロー成形による広口ボトルの耐熱性あるいは生産性を向上するための壜体構造あるいは製造方法を創出する点にある。
【解決手段】 PET系樹脂製の2軸延伸ブロー成形による合成樹脂製壜体において、口筒部は、胴部と同様に試験管状のプリフォームの径を2軸延伸ブロー成形の延伸工程により拡径して形成したもので、前記延伸と金型温度を前記PET系樹脂の熱結晶化温度領域の所定の温度に設定することにより、口筒部の密度を1.368g/cm3以上とする、あるいは口筒部の示差走査熱量測定(DSC)の定速昇温測定における結晶化に伴う発熱ピークから算出される結晶化エンタルピー△Hcの絶対値及び、融解に伴う吸熱ピークから算出される融解エンタルピー△Hmの比率(|△Hc|/△Hm)を0.1より小さくする、と云うものである。
(もっと読む)
1 - 20 / 133
[ Back to top ]