
Fターム[4F209AA15]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 樹脂材料等(主成形材料) (2,599) | ポリハロゲン化ビニル系(ポリ塩化ビニリデン) (102) | ポリ塩化ビニル (18)
Fターム[4F209AA15]に分類される特許
1 - 18 / 18
エンボスフィルムの製造方法
【課題】大掛かりな設備を必要とせず、エンボスロールとゴム表面の平滑ロールを用いる一般的な装置によって、転写精度が高くかつバックエンボスのないエンボスフィルムを製造する。
【解決手段】熱可塑性樹脂フィルム(ア)3を、表面に所定の凹凸模様が施されたエンボスロール8とゴム表面を持つ平滑ロール9との間に挿入することにより、フィルム(ア)の一方の面に凹凸模様を転写してエンボスフィルム12を製造する方法において、(a)フィルム(ア)を熱可塑性樹脂フィルム(イ)と、上記転写後に互いに剥離可能であるように貼り合わせて貼合フィルムを得る工程、(b)該貼合フィルムを、フィルム(ア)がエンボスロール側であるようにエンボスロールと平滑ロールとの間に挿入してフィルム(ア)の表面に凹凸模様を転写して積層エンボスフィルムを得る工程、および(c)該積層エンボスフィルムからフィルム(ア)を剥離してエンボスフィルムを得る方法。
(もっと読む)
熱可塑性樹脂シート及びその加工方法

【課題】長期間使用しても剥げたり消えたりすることがなく、且つ目立ち易く装飾性の高い態様で熱可塑性樹脂シートの表面に文字等の所定の図柄を形成することのできることが可能な熱可塑性樹脂シートの加工方法を提供する。
【解決手段】熱可塑性樹脂シート3上に絶縁シート2bを重ねて高周波ウェルダ加工機1の基台12上に載置する。その際、熱可塑性樹脂シート3の上面31が平滑面で構成されている場合には、絶縁シート2bは下面21bが粗面で構成されているものを用い、熱可塑性樹脂シート3の上面31が粗面で構成されている場合には、絶縁シート2bは下面21bが平滑面で構成されているものを用いる。そして、絶縁シート2b上に加熱した電極金型11を圧着させながら高周波電圧を印加する。これにより、熱可塑性樹脂シート3の平滑面上の一部が粗面化され、又は熱可塑性樹脂シート3の粗面上の一部が平滑面化されて文字等の所定の図柄が形成される。
(もっと読む)
樹脂シートの表面処理方法
【課題】樹脂シートの送り方向(一方向)と幅方向の多方向に凹凸を付けることができ、樹脂シートの表面に積層する熱可塑性樹脂などの積層材料との接着力に方向性を生じさせることなく、好適に積層材料を接着することを可能にする樹脂シートの表面処理方法を提供する。
【解決手段】樹脂シート2を一方向Mに送りつつ、この樹脂シート2の表面2aを凹凸状に処理する樹脂シートの表面処理方法であって、回転ブラシ7を備えた複数の表面処理装置8をそれぞれ、樹脂シート2の表面2aに直交する方向Tに延びる回転軸15、16周りに回転させながら、各表面処理装置8の回転ブラシ7を樹脂シート2の表面2aに押し当てて、表面2aに凹凸を形成するようにした。
(もっと読む)
脱気密着可能なシート
【課題】シートを剥がしたあと貼着していた面に接着剤が残らず、貼着の時にはエアが噛まないものとすることである。
【解決手段】接着剤を使用せず対象物に脱気密着可能なシート(1)であって、前記シートの少なくとも脱気密着面(2)には通気溝(3)が設けられている。前記通気溝(3)は、エンボス加工によって成形されるものであり、前記通気溝(3)の溝深さ(30)は30μm〜100μmであり、前記通気溝(3)の溝幅(31)は50μm〜120μmである。
(もっと読む)
シート状成形物とその製造方法
【課題】高精細なエンボスパターンを有する大判の高品質のシート状成形物を連続的かつ安価にて製造できる方法を提供することを目的としている。
【解決手段】凹凸パターンを有する樹脂層を熱可塑性樹脂シート上に備えてなるシート状成形物の製造方法であって、前記凹凸パターンの反転パターンを有する型上に、熱可塑性樹脂を可塑剤に分散させてなる樹脂ペーストを印刷する工程と、前記樹脂ペーストを硬化させて樹脂層とする工程と、前記樹脂層上に熱可塑性樹脂シートを載置し、前記樹脂層または前記熱可塑性樹脂シートの少なくとも一方が溶融する温度以上で加熱し、該樹脂層と該熱可塑性樹脂シートとを融着して一体化する工程と、一体化された前記樹脂層と前記熱可塑性樹脂シートとを冷却する工程と、前記樹脂層を前記型から分離する工程と、を有する。
(もっと読む)
超疎水性ポリマー加工物
【課題】超疎水性ポリマー加工物を提供すること。
【解決手段】超疎水性ポリマー加工物を作製するための一方法により、超疎水性ポリマー加工物を迅速かつ容易に製造することができ、超疎水性表面はテンプレートを用いて繰り返しインプリントすることができ、ゆえに、大きな面積にわたる超疎水性ポリマー加工物の大量生産を経済的に行うことができる。
(もっと読む)
押出成形品
【課題】輸送時に起こる押出成形品同士の擦れ、梱包状態からの引き抜き、他の物体との接触により押出成形品の表面に傷が付きにくい。
【解決手段】表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してある。
(もっと読む)
合成樹脂製二重管とその製造方法
【課題】 内管と外管との二重構造を有する合成樹脂製管であって、内管がオレフィン系樹脂よりなり、外管の一部を内管とは非接着性の硬質塩化ビニル樹脂製補強螺旋突条より形成して、可撓性と優れた耐圧強度を備えていると共に任意の部分から切断してもその切断端部の外周面にオレフィン系樹脂とは非接着性の継手用短管を隙間なく接着することができるようにする。
【解決手段】 オレフィン系樹脂製内管1の外周面に硬質塩化ビニル樹脂製補強螺旋突条3を巻装していると共にこの補強螺旋突条3の巻きピッチ間の螺旋状溝5内に内管1と一体に融着したオレフィン系樹脂よりなる軟質樹脂充填材4を充填して補強螺旋突条3のほつれや離脱等を防止していると共に、補強螺旋突条3とともに外周面が全長に亘って面一状に連続した外管2を形成して継手用短管の接着を可能にしている。
(もっと読む)
装飾材及びその製造方法
【課題】木目模様を有すると共に単なる木目模様ではなく変化のある斑点模様を有する装飾材及びその製造方法を提供する。
【解決手段】相互に異なる着色をした着色熱可塑性樹脂チップで形成され、木目模様と木目模様に形成される条痕の先端に形成される斑点模様とを有する最上層化粧層シートを有する装飾材であり、繊維無含有で、無機充填剤を含有する熱可塑性樹脂チップと、相互に色の異なる少なくとも二種類の繊維無含有着色熱可塑性樹脂チップとを含有するチップ配合物をカレンダー加工することにより筋状の流れ模様を有して成る化粧層シートを得、この化粧層シートを最上層として基材シートに重ねてなる積層体を、化粧層シートを貫通する切り目が生じるように、エンボス加工して得られるエンボス加工処理積層体を、チップ配合物を圧延加工するときの圧延方向と同じ方向に搬送しつつ、エンボス加工処理積層体を3〜15倍に圧延加工する装飾材の製造方法。
(もっと読む)
合成樹脂製立体装飾片とその製造方法
【課題】裏面に凹部が無く平坦な立体模様片を製造でき、溶断刃による切断が容易で、下層材料が一体的に成形され、裏面に接着又は粘着機能を有する立体模様片を製造でき、基材の特性が限定されること無く不要部分の除去が容易な基材へ直接立体模様片を成形できる方法を提供する。
【解決手段】テーブルの上に、下層材料13、中間層材料、上層材料11をこの順に載置する。下層材料13(ホットメルトフィルム、粘着テープ等)の裏面には、離型紙が装着されている。
上方より凹型32を下降させ、材料を押圧して、高周波を発信させる。高周波の発熱によって、これら材料は溶融する。凹型の溶断刃51の内側に溶融材料が流れ込むと共に、溶断刃によって、材料は切断される。
冷却後、凹型から材料を取り外し、不要部分を除去することによって、平坦な立体的装飾片を製造することができる。
(もっと読む)
エンボス加工装置およびエンボス加工方法
【課題】 微細な凹凸形状を高精度かつ効率的に形成することができるエンボス加工装置を提供する。
【解決手段】 エンボス加工装置10は、外周に凹凸形状を有する絵柄ロール12と、絵柄ロール12に対向して配置された支持ロール14と、微粒子状の樹脂5を絵柄ロール12上に供給する樹脂供給装置16と、を備えている。樹脂供給装置16から供給された樹脂5は、絵柄ロール12の凹凸内に入り込む。樹脂5は、絵柄ロール12と支持ロール14との間に供給される基材6上に転移させられ、基材6に凹凸形状が形成される。
(もっと読む)
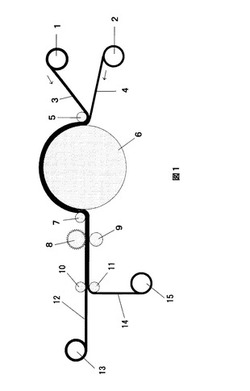
エンボスシートの製造方法、およびエンボスシートの製造装置
【課題】 エンボスシートの新規な製造方法および製造装置を提供する。
【解決手段】 加熱されたシート状原反を、所定の賦形用凹凸模様が施されたエンボスロールと加圧ロールとの間に挿入、加圧することにより、前記シート状原反に凹凸模様を賦形してエンボスシートを製造する方法において、前記加圧ロールの表面温度を、前記エンボスロールの表面温度よりも30℃以上低い温度に保持する。
(もっと読む)
折り曲げ溝入りシート及び折り曲げ溝切込み用カッタ
【課題】 折り曲げ溝に沿って折り曲げ溝入りシートを折り曲げて包装ケース等を製造する場合において、その折り曲げが容易に行えると共に、折り曲げ箇所におけるざらつき感が少なくなるようにする。
【解決手段】 シート10に折り曲げ溝11が形成された折り曲げ溝入りシートA1〜A4において、上記の折り曲げ溝として、溝底部が溝の幅方向にV字状になった深い溝部11aと浅い溝部11bとを溝の長さ方向に沿って交互に連続するように形成すると共に、上記の深い溝部の溝底部と浅い溝部の溝底部とが垂直な段部がないようにして溝の長さ方向に沿って連続させた。
(もっと読む)
パイプ曲げ加工装置及びパイプ曲げ加工補助具並びにパイプ曲げ加工方法
【課題】作業者の熟練が不要であると共に、従来よりも加工能率が高くなる、パイプ曲げ加工装置及びパイプ曲げ加工補助具並びにパイプ曲げ加工方法を提供する。
【解決手段】パイプ曲げ加工装置は、樹脂製パイプに挿入して内嵌めできるように長物状に形成されていると共に、横方向に剛直で且つ長さ方向に屈曲可能に構成されたパイプ内側保形加熱部材10を備える。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、薄肉ヒンジ部24を形成し、その後、シリンダ駆動される巻込み駒81により巻込みシロ25を起立させるとともに、加熱治具70に当接させて加熱軟化させた後、巻込み駒81をスライドさせて巻込みシロ25の巻込み処理を行ない、剛性並びに見栄え上、好ましい端末処理部Aを形成する。
(もっと読む)
エンボス外観を有するフッ素樹脂塗装金属板の製造方法
【課題】 意匠性の高いエンボス外観を有するフッ素塗装金属板を提供する。
【解決手段】 本発明は、塗装前処理を施した下地金属板に、プライマー塗膜を形成し、その上面に顔料や添加剤を配合したポリフッ化ビニリデン樹脂/アクリル樹脂系塗料を乾燥膜厚で10〜30μmになるように塗布し、融点以上の温度で加熱処理した後、融点以上の温度を保ったまま、エンボス加工したロールで押圧し、ただちに急冷して当該エンボス模様を固定させることを特徴とする。
(もっと読む)
エンボス調クリア塗装ステンレス鋼板の製造方法
【課題】 意匠性の高いエンボス調クリア塗装ステンレス鋼板を提供する。
【解決手段】 本発明のエンボス調ステンレス鋼板は、ステンレス鋼板表面に、ポリフッ化ビニリデン樹脂/アクリル樹脂系塗料を乾燥膜厚で5〜30μmになるように塗布し、融点以上の温度で加熱処理した後、融点以上の温度を保ったまま、エンボス加工したロールで押圧し、ただちに急冷して当該エンボス模様を固定させる方法により作製される。
(もっと読む)
無定形マーブルを表現するためのツーエンボシステム床材及びその製造方法
【課題】合成樹脂製無定形マーブル床材及びその製造方法を提供する。
【解決手段】本発明に係る合成樹脂製マーブル床材及びその製造方法は、合成樹脂コンパウンドに多色のスポットカラーチップを混練してから1次圧延してシートを作り、1次圧延されたシートを回転しつつ積層し低温カレンダリングで2次圧延して波パターンと粗い表面を形成した後、この2次圧延されたシートをツーエンボ(two embo)システムを用いて1次エンボユニットでは1次に長手方向のエンボシングまたは全ての形態のエンボシングを通じて粗い面を整え、2次エンボユニットを通じては面を平滑に処理する加工プロセスにより無定形であり耐久性に優れたマーブル効果を有する。 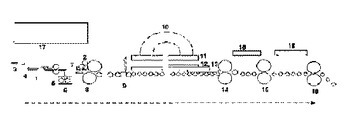 (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]