
Fターム[4F210RG07]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 内部応力を有する予備成形品及びその製造 (1,120) | チューブ、パイプ(例;スリーブ) (18)
Fターム[4F210RG07]に分類される特許
1 - 18 / 18
熱収縮性チューブ
【課題】生産時に安定して延伸することができ、かつ、ハンダリフロー耐熱性及び難燃性に優れた熱収縮性チューブを提供する。
【解決手段】ポリフェニレンスルフィド系樹脂を含有する樹脂成分100質量部に対してアジン系縮合化合物0.05質量部以上2.5質量部以下を含有し、かつ、示差走査熱量測定(DSC)により求められるガラス転移温度Tgが50℃以上85℃以下であるポリフェニレンスルフィド系樹脂組成物からなる熱収縮性チューブ。
(もっと読む)
ケーブル接続部用常温収縮チューブおよびケーブル接続部
【課題】柔軟で加工性に優れ、耐外傷性が良好で、拡径伸長状態での破断が生じにくく、永久伸び特性・応力緩和特性に優れるケーブル接続部用常温収縮チューブと、それを備えたケーブル接続部を提供する。
【解決手段】ケーブル接続部用常温収縮チューブを、(A)エチレン含有量63〜69質量%、ジエン含有量4.4〜5.0質量%、ムーニ粘度ML1+4(100℃)35〜39のエチレン・プロピレン・ジエン3元共重合体(以下、EPDM)60〜85質量%、(B)エチレン含有量56〜62質量%、ジエン含有量9.0〜10.0質量%、ムーニ粘度ML1+4(125℃)71〜76のEPDM10〜25質量%、および(C)エチレン含有量52〜55質量%、ジエン含有量7.4〜8.4質量%、ムーニ粘度ML1+4(100℃)5〜10のEPDM5〜15質量%からなるポリマー成分を含有する組成物の架橋体で構成する。
(もっと読む)
スリット入り収縮チューブ、ワイヤハーネス、および、スリット入り収縮チューブの製造方法
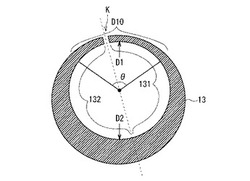
【課題】先通しでなくとも使用できる収縮チューブであって、良好な被覆性能を有するものを提供する。
【解決手段】成形材料を押し出し成形してチューブを成形し、得られたチューブを加熱した上で拡張させる。ここで、チューブを加熱する際にチューブの周方向に沿った加熱温度を偏らせて相対的に高温で加熱される高温加熱領域を形成することにより、拡張されたチューブにおいてチューブの長手方向の全体にわたって延在する薄肉部を形成する。そして、拡張されたチューブの薄肉部に、チューブの長手方向の全体にわたって延在するスリットを形成して、スリット入り収縮チューブ13を得る。
(もっと読む)
熱収縮チューブ及びその製造方法
【課題】優れた耐薬品性、耐熱老化性及び柔軟性を有し、燃焼時の垂れ落ち等の問題もないとともに、極低温で屈曲させても破断等の損傷を生じない性質(低温性)に優れる熱収縮チューブ及びその製造方法を提供する。
【解決手段】(A)2種の繰り返し単位からなるポリエステルエラストマー、及び、(B)(a)エチレン−(b)アクリル酸アルキルエステル又はメタクリル酸アルキルエステルであってアルキルの炭素数が1〜4のモノマー−(c)カルボキシル基含有モノマーからなり、(b)の含有量が(a)+(b)+(c)に対して40重量%以上、90重量%未満の3元共重合体、を含み、(A)と(B)の配合割合(重量比)が、40:60〜95:5の範囲であり、(B)が動的架橋されて(A)のマトリックス中に微分散しており、かつ(A)が架橋されてなる樹脂組成物により形成されていることを特徴とする熱収縮チューブ及びその製造方法。
(もっと読む)
定着部材の製造方法

【課題】不完全な定着の発生を抑制しうる定着部材を提供する。
【解決手段】基材110を得る工程と、基材110の外面の周りに外側スリーブ130を配置する工程と、基材110の外面と外側スリーブ130の内面の間に中間層120を注入し、定着部材を形成する工程と、定着部材100を硬化させる工程と、定着部材100を、外側スリーブ130の融点より約30℃低い温度と外側スリーブ130の融点より約50℃高い温度との間の第1の温度で約1から約20分間調整する工程と、を含む、定着部材100の製造方法である。
(もっと読む)
熱収縮チューブの製造方法および製造装置
【課題】膨張したチューブの外周面に部材を接触させなくても、安定した品質の熱収縮チューブを得ることができる熱収縮チューブの製造方法および製造装置を提供する。
【解決手段】制御装置100は、チューブ101の送り路に沿って移動可能に、かつ送り路を挟んで開閉可能に設けられた一対のピンチローラ105と、チューブ101の一端からチューブ内にエアを供給するエア通気孔104と、ピンチローラ105よりもエア通気孔104側に配置され、送り路を挟んで開閉可能に設けられた一対のピンチローラ106と、ピンチローラ105を閉じピンチローラ106を開いた状態でチューブ内にエアを供給してからピンチローラ106を閉じ、ピンチローラ105とピンチローラ106との距離を変更することでチューブの膨張を調整する制御部112とを備える。
(もっと読む)
熱収縮性フッ素樹脂チューブの製造方法
【課題】溶融押出成形において1段の操作により成形され、外径のばらつきが低減される熱収縮性のフッ素樹脂チューブ等を提供する。
【解決手段】溶融したフッ素樹脂材料を金型20によりチューブ状に押し出す押出工程と、金型から押し出されたチューブ状のフッ素樹脂材料を一定の引き取り速度で連続的に引き取りつつ、金型の近傍においてチューブ状のフッ素樹脂材料の内周面を円筒形状の冷却部材30の外周面に接触させて、チューブ状のフッ素樹脂材料Fを170℃以下の温度に冷却する冷却工程により、フッ素樹脂チューブを製造する。
(もっと読む)
熱収縮性ポリフェニレンスルフィド系チューブ及び該チューブで被覆された部材
【課題】耐熱性、低温収縮性、電気特性、耐薬品性、耐電解液性など熱収縮性チューブに要求される特性を満たすポリフェニレンスルフィド系熱収縮性チューブの提供。
【解決手段】熱収縮性ポリフェニレンスルフィド系チューブにおいて、熱可塑性ポリフェニレンスルフィド系樹脂(a)からなる樹脂組成物(A)を主成分とし、JIS−K7121に準じて示差走査熱量計で測定される冷結晶化温度Tcと、同様に測定されるガラス転移温度Tgとの差を35℃以上とし、かつTgを65℃から85℃の範囲とする。
(もっと読む)
チューブ状成形品及びこれを用いた熱収縮チューブ
【課題】 押出性を確保したアイオノマー樹脂組成物を用いて、薄肉で且つ高弾性率のアイオノマー樹脂製チューブを提供する。
【解決手段】 オレフィン−α,β不飽和カルボン酸共重合体又は中和度60%未満のアイオノマーに、中和用金属塩及び4級アンモニウム塩型界面活性剤を溶融混合してなる、中和度60%以上のアイオノマー樹脂100質量部あたり、有機化クレー1〜85質量部含有するアイオノマー樹脂組成物を、チューブ状に押出成形してなるチューブ状成形品であり、電離放射線により、前記樹脂組成物が架橋されていてもよい。
(もっと読む)
ノンハロゲン難燃性熱収縮シームレスチューブ、それからなる電池及びコンデンサー並びにノンハロゲン難燃性熱収縮シームレスチューブの製造方法
【課題】本発明の目的は、優れた難燃性と熱収縮性を併せ持つ難燃性熱収縮シームレスチューブ、該シームレスチューブからなる電池及びコンデンサーを提供することである。さらに、該シームレスチューブの製造方法を提供することである。
【解決手段】芳香族ポリエステル樹脂100重量部に対して、80〜85重量%のナイロン6及び15〜20重量%のナイロン66からなる共重合体5〜30重量部並びにリン系難燃剤2〜18重量部含む樹脂組成物から形成したノンハロゲン難燃性熱収縮シームレスチューブであって、沸水に30秒間浸漬した後の縦収縮率が20%以下、かつ、横収縮率が30〜60%である、ノンハロゲン難燃性熱収縮シームレスチューブである。
(もっと読む)
熱膨張性チューブ
【課題】本発明は、従来技術に鑑み、所定の形状記憶性樹脂組成物を使用し、熱膨張するチューブを提案することであり、さらに結晶融点以下での成形も可能とし、より簡便な成形方法を提案することにある。
【解決手段】本発明は、架橋点がその両端に存在するポリエステルまたはポリエーテルである架橋可能な結晶性重合体を主成分とする硬化性の形状記憶性樹脂組成物からなる管状成形体であって、前記結晶性重合体が結晶化していることを特徴とする熱膨張性チューブである。該熱膨張性チューブは、所望の形状に成形、架橋硬化により形状記憶させた上で、結晶性重合体の結晶融点以下でチューブの長さ方向に延伸し結晶化により仮形状に固定するか、または、結晶性重合体の結晶融点以上に再加熱し圧縮することで収縮した仮形状に固定することで容易に製造することが出来、かつ、再度 融点以上に加温することで、成形時の形状まで熱膨張することで復元する。
(もっと読む)
熱収縮性チューブの製造方法およびその製造装置
【課題】薄肉の軟質チューブの表面汚れを低減しチューブの引き伸ばし不良を解消すると共に自動機で芯材の挿入を容易にする熱収縮性チューブを提供する。
【解決手段】樹脂材料が少なくとも部分的に架橋されたチューブを、前記樹脂材料の融点以上の温度に加熱する加熱工程と、前記チューブが所定内径の60〜90%まで拡張されたときに前記チューブを予冷却して、所定内径にまで拡張する拡張工程と、拡張された前記チューブを冷却する冷却工程とを含む熱収縮性チューブの製造方法。
(もっと読む)
多数のセクションから成る管状部材を有するカテーテルとその製造方法
管状部材の第1のセクション(50A)と第2のセクション(50B)の間の継ぎ手を包囲して架橋するスリーブ(60)を含む多数のセクションから成る管状部材と、多数のセクションから成る管状部材の製造方法が開示される。高分子材のスリーブ(60)は第1のセクション(50A)の部分及び隣接する第2のセクション(50B)の部分を覆って延びる。熱収縮チューブの部分がスリーブ(60)を覆って配置されて加熱され、これにより熱収縮チューブをスリーブの周囲にて圧縮する。スリーブは続いて第1のセクション(50A)及び第2のセクション(50B)のそれぞれに対して熱結合される。熱収縮チューブ(70)は続いて第1のセクション及び第2のセクション(50A)を堅固に連結させるスリーブ(60)を残したまま取り除かれ、多数のセクション(50B)から成る管状部材を形成する。 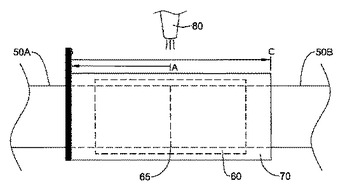 (もっと読む)
(もっと読む)
ストレッチシュリンク積層フィルム及びその製造方法
【課題】インフレーション成形でも製造可能な包装仕上がりに優れたストレッチシュリンク積層フィルム及びその製造方法を提供する。
【解決手段】少なくとも3層から構成される積層フィルムであって、両表面層がエチレン系重合体である(A)成分を主成分とし、また、中間層が(a)特定の降温結晶化熱量(ΔHc)、(b)特定の貯蔵弾性率(G’)、及び(c)特定の複素粘度(η*200)を満足するアイオノマー系樹脂組成物である(B)成分を主成分とし、かつ、中間層のフィルム全体の厚みに対する厚み比が35〜90%であることを特徴とするストレッチシュリンク積層フィルム及びインフレーション成形機により製造する方法。
(もっと読む)
成形型
【課題】 筒状の胴部に凹凸を形成した成形品を成形することができ、型割のような複数の工程を介さずに成形品を円滑に離型させることができる成形型を提供する。
【解決手段】 熱収縮性を有する樹脂シートを筒状にした被成形材Aから、筒状の胴部に凹凸を有する成形品110を成形するための成形型1であって、外周面が周方向と直交方向で均一な連続面に形成され、被成形材Aが外嵌される型本体2と、型本体2に内装され、該型本体2の外周面から外側に出没する凸部成形型3とを備えたことを特徴とする。
(もっと読む)
インナーコア用リボン及び常温収縮チューブ用インナーコア
【課題】 被さる常温収縮チューブの大きさに関わらず、その収縮力に十分対応できる強度を有するとともに、精度良く容易に製造できるようにすること。
【解決手段】 スパイラルコア用リボン100は、巻き上げて筒状体に組み立てて常温収縮チューブ用スパイラルコアを形成する。スパイラルコアでは、筒状体の軸方向で隣接するリボン同士は、リボン本体110の両側部にそれぞれ設けられた嵌合部130及び被嵌合部140とを嵌合することにより固定される。このようなリボン本体110は、内部に、リボン本体110に被覆される芯材120を有しており、リボン本体110の肉厚を薄くしている。これにより、芯材120の周囲に、押出成形によりリボン本体110が成形された後、リボン本体110が収縮変形することを防止する。
(もっと読む)
熱収縮酸素吸収性フィルムの製造方法
【課題】優れた酸素吸収性能および熱収縮性を有する酸素吸収性フィルムの製造方法の提供。
【解決手段】(i)放射線に暴露することにより酸素吸収を開始する酸素吸収性組成物をシート状に成形する工程、(ii)上記シートを少なくとも2キログレイの放射線に曝す工程、(iii)上記(ii)の工程を経たシートを延伸加工することにより、フィルム状に成形する工程、の順に一連の工程を行う。
(もっと読む)
ポリオレフィン系樹脂熱収縮性多層フィルム
【課題】 0℃前後のチルド域から−10℃前後の冷凍域での変形回復性の優れた、ポリオレフィン系樹脂熱収縮性多層フィルムの提供。
【解決手段】 少なくとも3層構成で成り、80℃における熱収縮率が20%〜50%であるポリオレフィン系樹脂熱収縮性多層フィルムにおいて、以下の(1)〜(3)を特徴とするポリオレフィン系樹脂熱収縮性多層フィルム。
(1)フィルムの動的粘弾性測定によるtanδのピーク温度が−10〜2℃であること。
(2)フィルムの示差走査型熱量計(DSC)測定による2nd.融解挙動において、少なくとも155℃±15℃の範囲にピークがあり、かつ、125℃以上の結晶融解熱量が10〜20J/gであること。
(3)フィルムの引裂強度として、少なくとも縦方向が0.05N以上であり、かつ、縦と横の引裂強度比が縦/横=1.2〜5.0倍であること。
(もっと読む)
1 - 18 / 18
[ Back to top ]