
Fターム[4F211AH17]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 車両(←軽車両)部材 (416)
Fターム[4F211AH17]の下位に属するFターム
車体(←ボディ、ドア) (15)
ステアリングホイール (3)
タイヤ (21)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (24)
バンパ (3)
パネル(←コンソールボックス) (29)
車両用内装材、クッション(←座席) (71)
ヘッドレスト (1)
Fターム[4F211AH17]に分類される特許
121 - 140 / 249
両面単針アンダースティッチ縫製法
本発明は、強化装置を用いてサンドイッチ構造を強化するための強化プロセスに関する。カバー層は、繊維・プラスチック複合体より成っていて、心材は硬質ポリマーフォーム材より成っている。コア材に貫通孔を形成する作業は、強化構造部を設ける作業から時間的にずらして実施される。フック、グリッパ又は針によって貫通孔が設けられた後で、強化構造部が上方運動によってサンドイッチ構造内にもたらされる。次いで、針、グリッパ又はフックが縫い方向で次の刺入孔内にガイドされ、この際に、上側に位置する強化構造部と下側に位置する強化構造部との間で強化材を絡ませるようにした。  (もっと読む)
(もっと読む)
溶着方法、溶着構造体および燃料遮断弁
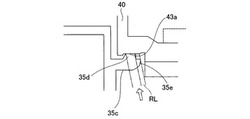
【課題】本発明は、ポリアセタール樹脂からなる2つの部材のレーザー溶着を確実に行なうことができる燃料遮断弁を提供すること。
【解決手段】燃料遮断弁10は、ケーシング本体30と、ケーシング本体30の上部にレーザー光により溶着された蓋体40とを備えている。ケーシング本体30は、ポリアセタールから形成されている。蓋体40は、レーザー光吸収剤を添加したポリアセタールから形成されている。ケーシング本体30のフランジ35cの本体側溶着部35dは、蓋体40の蓋側溶着部43aでレーザー溶着されている。フランジ35cの周辺部に設けた遮蔽部35eは、レーザー光の照射範囲から誤差が見込まれる領域までレーザー光RLを透過させるように突設している。
(もっと読む)
樹脂成形体

【課題】十分な溶着強度を確保することができる樹脂形成体を得る。
【解決手段】中空部3aを含む樹脂製インマニ1は、開口端11aの外側に第一溶着部12が形成された第一樹脂部品10と、開口端21aの外側に設けられて第一溶着部12に接合する第二溶着部22が形成された第二樹脂部品20とを、振動溶着により一体に形成したものである。第一溶着部12の両側には、バリ溜まり15、16が形成されている。バリ溜まり15、16のうち突起部外側に位置するものよりもさらに外側であって、第一溶着部12及び第二溶着部22の双方には、外側に向かって補強リブ17、25が形成されている。
(もっと読む)
防錆フイルムの貼付治具
【課題】装置本体のコンパクト化を図り、ホイール意匠の変更にも容易に対応できるようにする。
【解決手段】本発明の防錆フイルムの貼付治具は、上面に防錆フイルムを収容するための円形の凹陥部11が設けられた位置決め台1と、当該位置決め台1の凹陥部11に着脱自在に装着し得る取付け治具本体2と、位置決め台1の下方部位に所定長の支柱7を介して配設された円板状の台座3と、台座3の下部に一体的に取り付けられた吸引機4と、必要に応じて吸引機4の下部に取り付けられたキャスター5とを備えている。
(もっと読む)
車両用部品の結合構造
【課題】振動溶着を用いる車両用部品の結合構造において、母材に結合されるべき部材の母材に対する位置精度を良好に維持しながら当該部材を母材に対して強固に固定する。
【解決手段】車両用部品の結合構造が、インストルメントパネル(1)と、インストルメントパネルに結合されるべきメインブラケット(12)と、インストルメントパネルと中間部材との間に形成された位置決め部(21,22,61,62)と、インストルメントパネルとの間にメインブラケットを挟持し、かつ、インストルメントパネルに対して振動溶着されたサブブラケット(13)とを備えた構成とする。
(もっと読む)
押さえ治具及び溶着方法
【課題】 押さえ治具の溶融の防止等を図る。
【解決手段】 照射光線に対して透過性及び吸収性を有する第1の樹脂部材100と上記照射光線に対して吸収性を有する第2の樹脂部材200とを上記照射光線によって溶着するときに上記第1の樹脂部材を上記第2の樹脂部材に押し付ける押さえ治具1において、樹脂材料によって形成された樹脂部3とガラス材料によって形成され上記照射光線が透過されるガラス部2とによって構成し、上記樹脂部に所定の設備に取り付けられる被取付部8を設け、上記樹脂部と上記ガラス部に互いに接合される接合面2a、2b、2c、2d、2e、2f、4a、5a、6a、6b、7a、7bを形成した。
(もっと読む)
シートパッドに対する面状部材の貼付け装置
【課題】面状部材を支持枠に効率よく組付けセット可能で、シートパッドの厚み変化があっても、面状部材がフィンガーより外れる等の不具合が発生せず、面状部材を正確に熱圧着できて作業効率を向上可能なシートパッドに対する面状部材の貼付け装置を構成する。
【解決手段】下型1と独立した別体の支持枠2を下型より着脱自在な手持ち治具として個別に備え、支持枠2の相対する各枠辺との係合により、支持枠2をシートパッドの座部面と平行姿勢に下降案内するガイドバー12a,12b、13a,13bと、シートパッドの座部面に載置した支持枠2の相対する各枠辺との係合により、面状部材を含む支持枠2をシートパッドの座部面に追従させて掛下げ係止するフックアーム14,15とを組に下型1の型面に立設した。
(もっと読む)
熱可塑性樹脂材料と金属材料との接合方法
【課題】これまでレーザーを用いて溶着接合が困難であった金属材料とTPE材料のレーザー溶着を可能とし、更には熱可塑性樹脂材料と金属材料をより低出力、かつ広範囲のレーザー条件で溶着接合する。
【解決手段】熱可塑性樹脂材料と金属材料との接合において、接合する界面に熱可塑性樹脂材料と相溶性がある熱可塑性フィルムを介在させ、レーザー光を照射することにより金属材料を発熱させてフィルムを溶融させて溶着接合する熱可塑性樹脂材料と金属材料との接合方法。
(もっと読む)
合成樹脂製の管
【目的】2個の部材を溶着して内部に通路を形成する筒状部材において、湾曲部での湾曲度合いが大きい場合でも、湾曲部での溶着強度を強くすることができる合成樹脂製の管を提供する。
【解決手段】第一へこみ部28と第一接合部22とを形成した第一部材12と、第二へこみ部40と第二接合部34とを形成した第二部材14とを溶着して、内部に通路18を有する筒状部材10を形成する。第一部材12に前記第一へこみ部28における最大幅となる一対の第一平面部28を形成し、第二部材14に前記第二へこみ部40における最大幅となる一対の第二平面部38を形成する。第一部材12と第二部材14との溶着箇所44を、第一平面部28と第二平面部38との接合箇所とすることによって、筒状部材10の湾曲部における湾曲角度αより溶着箇所44の湾曲部における湾曲角度βを大きくすることができ、溶着箇所44の湾曲部における溶着強度を強くすることができる。
(もっと読む)
熱可塑性エラストマー部材をガラス基材に接着させる方法
本発明は、熱可塑性エラストマー(TPE)材料、特に、スチレン‐エチレン‐ブチレン‐スチレン(SEBS)コポリマーと熱可塑性ポリウレタン(TPU)材料との混合物から形成された部材を、1種類以上のイソシアン酸塩ベースプライマ及びシランベースプライマを使用してガラス基材に接着させる方法に関する。具体的には、前記シランベースプライマを前記ガラス基材の前記周縁部の一部に塗布し、その後、2秒間ないし10分間の時間間隔内に、前記イソシアン酸塩ベースプライマを前記シランベースプライマ上に塗布する。 (もっと読む)
樹脂材のレーザ溶着方法
【課題】強固な溶着部を安定的に得ることができる樹脂材のレーザ溶着方法を提供する。
【解決手段】本発明のレーザ溶着方法は、レーザ光Lに対して吸収率が高い吸収性樹脂材1と、レーザ光に対して透過率の高い透過性樹脂材2とを重ね合わせて、その接合部に透過性樹脂材側からレーザ光を照射して接合部を溶融して溶着するに際して、吸収性樹脂材の透過性樹脂材と接する側に突条5を設けると共に、両樹脂材を治具3等により加圧した状態でレーザ光を照射して溶着線Mに沿って走査するようにしている。突条の断面形状は、三角形、四角形又は台形である。これにより、初期面圧を向上させ、隙間を低減でき、エアの巻き込みによるボイド等の欠陥のない溶着部9が得られる。
(もっと読む)
接着接合部材及び該部材の製造方法
【課題】第1及び第2の被着部材を連鎖硬化接着剤により互いに接合する場合に、その連鎖硬化接着剤の連鎖硬化反応が途中で止まらないようにして、連鎖硬化接着剤全体を確実に硬化させる。
【解決手段】第1の被着部材2における被着接合部6の側方部に、第2の被着部材3側に突出する立設部12を被着接合部延設方向に沿って連続して形成し、第2の被着部材3における被着接合部7の側方部に、上記立設部12に当接することにより両被着部材2,3の被着接合部6,7間の隙間量を規定する当接部13を、被着接合部延設方向に沿って連続して形成する。
(もっと読む)
樹脂製インテークマニホールドの製造方法及び製造装置
【課題】 サージタンク部内に挿入部材が配置された樹脂製インテークマニホールドを製造する場合に、挿入部材を、サージタンク部内において振動溶着によって構成部材に対し強固に固定できるようにする。
【解決手段】 挿入部材40を左側構成部材20の内部に配置するとともに、左側及び右側構成部材20、30を下側及び上側治具81、80にそれぞれ保持する。サージタンク部2の吸気取入孔10からサージタンク部2の内部に挿入したスライド治具82により、挿入部材40をサージタンク部2内において支持する。その後、左側構成部材20の溶着部及び挿入部材40の溶着部を、右側構成部材30の溶着部に押し付けるとともに、上側治具80を振動させることにより、左側構成部材20の溶着部及び挿入部材40の溶着部を、右側構成部材30の溶着部に振動溶着する。
(もっと読む)
接着接合部材及び該部材の製造方法
【課題】第1及び第2の被着部材を連鎖硬化接着剤により互いに接合する場合に、その連鎖硬化接着剤の連鎖硬化反応が途中で止まらないようにして、連鎖硬化接着剤全体を確実に硬化させる。
【解決手段】両被着部材2,3のうちの少なくとも一方の被着部材における被着接合部の近傍部に、被着接合部延設方向に沿って連続して延びる凹状部5を形成し、両被着部材2,3の被着接合部6,7間には、第1の連鎖硬化接着剤8を被着接合部延設方向に沿って連続して設け、上記凹状部5には、第2の連鎖硬化接着剤9を、第1の連鎖硬化接着剤8の被着接合部延設方向全体に接触しかつ第2の連鎖硬化接着剤9の被着接合部延設方向の単位長さ当たりの容量が第1の連鎖硬化接着剤8の被着接合部延設方向の単位長さ当たりの容量よりも多くなるように、被着接合部延設方向に沿って連続して設ける。
(もっと読む)
吸音材およびその製造方法
【課題】軽量で吸音特性に優れた吸音材およびその製造方法を提供する。
【解決手段】有機繊維不織布(A)の片面に、極細繊維不織布(B)を湿気硬化型樹脂(C)を用いて接着し、積層一体化してなる吸音材であって、有機繊維不織布(A)は、繊度が1.7〜14dtexの顕在捲縮タイプのポリエステル繊維からなり、目付け重量が40〜150g/m2であり、および極細繊維不織布(B)は、主成分として繊度が0.5dtex以下のポリオレフィン繊維からなり、目付け重量が3〜18g/m2であることを特徴とする吸音材およびその製造方法などを提供した。
(もっと読む)
加飾成形品、加飾成形品用の樹脂基材および加飾成形品の製造方法
【課題】シート状加飾材のトリミング作業を容易かつ迅速に行うことができるとともに、シート状加飾材の端部の剥がれが生じても、加飾状態に影響を及ぼさない加飾成形品、加飾成形品用の樹脂基材および加飾成形品の製造方法を提供する。
【解決手段】裏面側が凹面形状をした加飾成形品用の樹脂基材に、粘着剤付きのシート状加飾材を、粘着剤を介して樹脂基材の表面から裏面側の凹面の一部までを覆うように貼着するシート状加飾材貼着工程と、貼着された前記シート状加飾材の不要部分を凹面内で切断除去するトリミング工程とを経て、シート状加飾材が裏面側の凹面内でトリミングされている加飾成形品を得るようにした。
(もっと読む)
振動溶着部構造
【課題】主に、溶着強度の低下や溶着不良などを防止し得るようにする。
【解決手段】振動溶着を行う2つの部品11,12に、それぞれ、対応する溶着面13,14を有する溶着リブ15,16を設け、各溶着リブ15,16に、相手側の溶着リブ15,16の振動方向17への移動を案内可能なガイド部18,19をそれぞれ設けるようにしている。
(もっと読む)
成形樹脂製品及びその製造方法
【課題】製造容易であると共に、耐熱性、外観意匠性に優れた安価な成形樹脂製品及びその製造方法を提供すること。
【解決手段】熱可塑性ポリエステルを主成分としたレーザー光を透過する透過材2と、ポリフェニレンスルフィドを主成分としたレーザー光を吸収する吸収材3とを重ね合せた重ね合せ部11に対し、透過材2側からレーザー光Lを照射することにより、透過材2と吸収材3とを溶着してなる成形樹脂製品。透過材2は、熱可塑性ポリエステルにポリアミド6を配合してなる。
(もっと読む)
金属と合成樹脂との接合構造及び接合方法
【課題】金属部と合成樹脂部との接合面を適切に密封状態に保持することができる金属と合成樹脂との接合構造及び接合方法を提供する。
【解決手段】金属部13の外面に合成樹脂部14を射出成形して、金属部13と合成樹脂部14とを一体に接合する。この場合、発泡材21が混入されたシール前駆体22を金属部13の外面に添着した後に、その金属部13の外面に合成樹脂部14を射出成形するとともに、発泡材21を加熱より発泡させる。この発泡により、金属部13と合成樹脂部14との間に、弾発力の強い発泡状態のシール18を介在させる。
(もっと読む)
黒色のレーザー溶着用ポリアミド樹脂組成物およびこれを用いた成形品
【課題】レーザー溶着特性に優れたポリアミド樹脂組成物等を提供する。
【解決手段】(A)ポリアミド樹脂100重量部に対し、(B)強化充填材0〜100重量部、(C)着色剤を0.01〜1重量部を配合してなるポリアミド樹脂組成物であって、前記(C)着色剤が、少なくとも1種のフタロシアニン系顔料と少なくとも1種のフタロシアニン系顔料以外の顔料および/または染料の組合せであり、さらに、該樹脂組成物からなる厚み1.5mmの成形品の、波長960nmにおける光線透過率が15%以上である、黒色のレーザー溶着用ポリアミド樹脂組成物。
(もっと読む)
121 - 140 / 249
[ Back to top ]