
Fターム[4F211AH17]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 車両(←軽車両)部材 (416)
Fターム[4F211AH17]の下位に属するFターム
車体(←ボディ、ドア) (15)
ステアリングホイール (3)
タイヤ (21)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (24)
バンパ (3)
パネル(←コンソールボックス) (29)
車両用内装材、クッション(←座席) (71)
ヘッドレスト (1)
Fターム[4F211AH17]に分類される特許
41 - 60 / 249
繊維強化樹脂部材及び締結構造
【課題】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸された繊維強化樹脂部材であっても、締結部分の強度を高めると共に、軽量を維持することができる。
【解決手段】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸され、締結部材20を挿入するための締結用の貫通穴13が形成された繊維強化樹脂部材であって、前記締結部材20の座面20aと接触する貫通穴13周りの繊維強化樹脂部材10Aの表層には、強化繊維が交差して配列された強化繊維材12aに前記マトリクス樹脂が含浸された補強部12Aが形成されている。
(もっと読む)
シート材の製造方法およびシート材

【課題】材料を有効利用することができ、コストを抑えることのできるシート材の製造方法およびこの製造方法によって得られたコストの安いシート材を提供すること。
【解決手段】シート材の製造方法は、機能性層621と第1粘着剤層622とを積層してなる機能性シート62と、剥離シート61とを有する第1シート材6を用意し、第1シート材6を切断して所定の形状パターンのシート片8を複数得るとともに、基材721と第2粘着剤層722とを積層してなる転写シート72と、剥離シート71とを有する第2シート材7を用意し、剥離シート71の一部を除去して、シート片8の形状パターンに対応した形状の除去部71aを形成し、次いで、第2シート材7の除去部71aにシート片8を、機能性シート62が第2粘着剤層722に接合するように貼り合わせる。
(もっと読む)
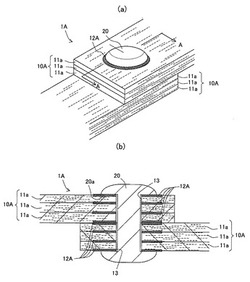
炭素繊維強化熱可塑性樹脂複合材の接合方法
【課題】少なくとも一方が炭素繊維強化熱可塑性樹脂複合材である一対の接合物11,12を、抵抗溶着を利用して接合する。
【解決手段】接合方法は、一対の接合物11,12の間に抵抗発熱体2を配置すると共に、当該一対の接合物11,12を密着する方向に加圧する工程と、抵抗発熱体2に通電することにより一対の接合物11,12を溶着する工程と、を含む。抵抗発熱体2は、金属製発熱体に対し化学的表面処理を施すことによって絶縁層を設けたものである。
(もっと読む)
溶着条件の決定方法
【課題】一対の樹脂成形品を振動溶着法により溶着する際の好適な溶着条件を容易に決定する方法を提供する。
【解決手段】振動の摩擦エネルギーにより一方の樹脂成形品が溶融する面積(S1)と他方の樹脂成形品が溶融する面積(S2)との差を考慮し(S1≦S2)、振動溶着時の摩擦により発生する熱エネルギーの内、他方の樹脂成形品に吸収される吸収エネルギーを考慮する。具体的には、溶着部での溶着強度と、他方の樹脂成形品の上記吸収エネルギーとの相関関係に基づいて溶着条件を決定する。
(もっと読む)
レーザー溶着を用いた車両用灯具製造方法
【課題】熱可塑性樹脂製レンズ表面の外周部全周を走査し、その全周にわたりレーザー溶着を行うことに起因する熱可塑性樹脂製部材に対する熱可塑性樹脂製レンズの沈み込み量を制御することが可能なレーザー溶着を用いた車両用灯具製造方法を提供する。
【解決手段】透過性を有する樹脂製レンズと吸収性を有する樹脂製部材とがレーザー溶着された車両用灯具を製造する方法において、樹脂製レンズと樹脂製部材とを加圧し互いに当接させて保持する保持工程と、樹脂製レンズを透過して樹脂製レンズ裏面の外周部が当接した樹脂製部材を照射し、樹脂製部材とこれに当接した樹脂製レンズとを接合するように、樹脂製レンズ表面の外周部全周にレーザー光を走査する走査工程とを含んでおり、樹脂製レンズ又は樹脂製部材のうち少なくとも一方には、前記一方が他方に対し沈み込んだ場合に、前記他方に当接するストッパが設けられている。
(もっと読む)
レーザー溶着装置
【課題】折れ角が大きい(例えば、120〜180°)熱可塑性樹脂製レンズと熱可塑性樹脂製部材とをその外周部全周にわたり、同時にレーザー溶着することが可能なレーザー溶着装置を提供する。
【解決手段】レーザー光に対し透過性を有する熱可塑性樹脂製レンズ20とレーザー光に対し吸収性を有する熱可塑性樹脂製部材30とをレーザー溶着するレーザー溶着装置10において、前記レーザー溶着に用いられるレーザー光を走査するガルバノミラーを含む第1ガルバノスキャン光学系40Aと、前記レーザー溶着に用いられるレーザー光を走査するガルバノミラーを含む第2ガルバノスキャン光学系40Bと、を備えている。第1ガルバノスキャン光学系40Aは、そのレーザー光が前記熱可塑性樹脂製レンズ20表面の外周部全周を走査する。第2ガルバノスキャン光学系40Bは、そのレーザー光が前記熱可塑性樹脂製レンズ20表面の外周部全周を走査する。
(もっと読む)
レーザ溶着構造
【課題】樹脂製品のレーザ溶着部の外観品質を向上させるレーザ溶着構造を提供する。
【解決手段】樹脂製品を構成する、透光性の第1樹脂部材30とレーザ光を吸収して溶融する第2樹脂部材20がレーザ光により溶着されたレーザ溶着構造において、第1樹脂部材30側当接部32の少なくとも表層部又は第2樹脂部材20側当接部26の表層部の少なくともいずれか一方にレーザ光は透過し可視光を吸収する可視光遮断層34Aを形成した。レーザ光は第1樹脂部材30及び可視光遮断層34を透過し第2樹脂部材20側当接部26で吸収され、当接部26・32間が溶着される。この時、第1樹脂部材30・第2樹脂部材20間に隙間42があるとレーザ溶着部に白濁44が残るが、レーザ溶着部のレーザ光照射側(可視光入射側)には可視光遮断層34Aが延在し該溶着部を覆うので、第1樹脂部材30を介してレーザ溶着部(の白濁44)は透けて見えず、樹脂製品の外観不良は改善される。
(もっと読む)
レーザー光を用いた接合方法
【課題】互いに融着しにくい材料からなる部材同士を、レーザー光を用いた接合方法によって十分な接合強度を持たせて接合できるようにする。
【解決手段】第1部材2と第2部材3との間に、ポリマーアロイからなる中間材5を配置する。ポリマーアロイは、第1部材2を構成する樹脂との融着性を有する第1樹脂と、第2部材3を構成する樹脂との融着性を有する第2樹脂とを含む。第1部材2を構成する樹脂の溶解性パラメータと第1樹脂の溶解性パラメータとの差を1.0以下に設定し、第2部材3を構成する樹脂の溶解性パラメータと第2樹脂の溶解性パラメータとの差を1.0以下に設定する。ポリマーアロイの第1樹脂と第2樹脂との溶解性パラメータの差を、第1部材2を構成する樹脂と第2部材3を構成する樹脂との溶解性パラメータの差よりも小さくする。レーザー光を照射して中間材5を加熱し、ポリマーアロイ中の第1樹脂と第1部材2とを融着するとともに、ポリマーアロイ中の第2樹脂と第2部材3とを融着する。
(もっと読む)
レーザー光を用いた接合方法
【課題】互いに溶着しにくい材料からなる部材同士を、レーザー光を用いた接合方法によって十分な接合強度を持たせて接合できるようにする。
【解決手段】第1部材2には、中間材5との融着力を向上させるプライマー層4を形成する。その後、プライマー層の樹脂との融着性を有する第1樹脂と、第2部材3との融着性を有する第2樹脂とを含むポリマーアロイからなる中間材5を、プライマー層4と第2部材3との間に配置する。次いで、第1部材2、ポリマーアロイ及び第2部材3を重ねた状態で、レーザー光を照射して中間材5を加熱し、ポリマーアロイ中の第1樹脂とプライマー層4の樹脂とを融着するとともに、ポリマーアロイ中の第2樹脂と第2部材3とを融着する。
(もっと読む)
金属体と樹脂体を接合した部材およびその製造方法
【課題】金属体の変形および変色を抑制でき、かつ金属体と樹脂体との間に強い接合力が作用している、金属体と樹脂体を接合した部材およびその製造方法を提供する。
【解決手段】金属より成る金属体1と樹脂より成る樹脂体4とが接合された接合部材100であって、前記金属体1と前記樹脂体4との接合部に、前記金属体1側から順に水酸化物、水和酸化物、アンモニウム塩、アミン化合物、カルボン酸塩、リン酸塩、炭酸塩、硫酸塩、ケイ酸塩およびフッ化物より成る群から選ばれる少なくとも1つを含む金属化合物皮膜と、脱水シラノール含有トリアジンチオール誘導体を含んで成る分子接着剤と、を有し、前記樹脂体4が前記分子接着剤と接する部分に前記樹脂体4が局部的に溶融した後硬化して形成される局部再硬化部4aを有することを特徴とする部材である。
(もっと読む)
金属樹脂複合体の製造方法
【課題】金属部品および熱可塑性樹脂部品からなる金属樹脂複合体において、その接合強度を高める。
【解決手段】この金属樹脂複合体の製造方法には、金属部品2と熱可塑性樹脂部品3とを超音波溶着する溶着工程が含まれる。溶着工程の前に、金属部品2の接合面2aに粗化処理を施す粗化工程が、および/または、金属部品および熱可塑性樹脂部品の少なくとも一方を加熱する加熱工程が設けられている。これにより、金属部品2と熱可塑性樹脂部品3との接合強度を高めることができる。しかも、金属部品2の接合部に特殊な形状を付与する必要がなく、金属樹脂複合体1の製造工程を簡素化することが可能となる。
(もっと読む)
組立体の製造方法
【課題】部品同士が緩みの抑制された状態で組み付けられる組立体を製造する方法の提供。
【解決手段】
非締結部材20に設けられる係止穴21に、締結部材40に設けられる係止爪41を挿入し、係止穴21に係止させることにより、締結部材40を非締結部材20に組み付けて組立体100を製造する方法であって、係止穴21の内周壁面24a及び係止爪41の外周壁面44aを荷重たわみ温度の異なる材料によって形成し、荷重たわみ温度が高いPC樹脂によって形成される内周壁面24aに、荷重たわみ温度が低いABS樹脂によって形成される外周壁面44aに向かって突出する突起部25を設け、係止爪41を係止穴21に係止させて突起部25を外周壁面44aに接触させた状態で、外周壁面44aを昇温させることにより外周壁面44aに突起部25を補完する形状の補完凹部45を形成することを特徴とする。
(もっと読む)
中空成形品の成形方法および中空成形品
【課題】接合部強度は大きくて、2次成形時には、インテークマニホルドのような接合部が長くても充分に充填できると共に、ガスを抜くことも、さらには成形品の接合状態を目視もできる中空成形品の成形方法を提供する。
【解決手段】一対の半中空成形品(A、A’)を1次成形するとき、接合空間部(i)の内周面に断面形状が鋸の歯状を呈する連続した複数個の凹凸(xy)を成形する。また、コーナ部(j、j)には丸みを付け、フランジ部(g、g’)間には隙間(2e)が生じるように成形する。2次成形時に、前記接合空間部(i)に溶融樹脂を射出・充填する。
(もっと読む)
セラミック樹脂複合体の製造方法
【課題】セラミック部品と熱可塑性樹脂部品からなるセラミック樹脂複合体において、その接合強度を高める。
【解決手段】このセラミック樹脂複合体の製造方法には、セラミック部品2と熱可塑性樹脂部品3とを超音波溶着する溶着工程が含まれる。溶着工程の前に、セラミック部品2および熱可塑性樹脂部品3の少なくとも一方を加熱する加熱工程が設けられている。これにより、セラミック部品2と熱可塑性樹脂部品3との接合強度を高めることができる。しかも、従来の溶着工程に加熱工程を加えるだけで済むので、優れた寸法精度を有するセラミック樹脂複合体1を低コストで製造することが可能となる。
(もっと読む)
複合構造体
【課題】本発明は、部品数が少なくて済み、組み立て時間を大幅に短縮でき、かつ金属と樹脂の接合面での気密性も高い複合構造体を提供することを目的とする。
【解決手段】複合構造体10は、金属部材13と樹脂部材12とが接合されて形成され、前記金属部材13と接合している箇所に存在する第1樹脂部材12aの線膨張係数が、20℃〜150℃の範囲において、前記金属部材の線膨張係数の0.5〜1.5倍の範囲である。
(もっと読む)
3層接着体
【課題】半透過半吸収層、透過層、吸収層の少なくとも2種類の材料を組み合わせた、1回のレーザー照射により得られる3層接着体を提供すること。
【解決手段】
第1の層、第2の層、第3の層が順に積層される、3層接着体であって、
第1の層および第2の層が、(a)波長800〜1100nmで透過率50%以上であり反射率13%以上である熱可塑性樹脂、または(b)波長800〜1100nmで透過率50%以上であり反射率5%以上13%未満である熱可塑性樹脂からなり、
第1の層と第2の層のいずれか一方は、(b)熱可塑性樹脂からなる層であり、
第3の層が、(c)波長400〜1200nmで透過率5%以下である熱可塑性樹脂からなる、3層接着体。
(もっと読む)
燃料タンクの製造方法、およびハイブリッド車両におけるその使用
樹脂成形品の製造方法
【課題】
レーザ光を用いて、密着性高く、外観に優れ、接合強度が高い溶着部を含む樹脂成形品を製造する方法が望まれる。
【解決手段】
a)透光性樹脂部材裏面に形成された突出部の両側面が、前記突出部の先端面の法線に対して非対称な傾斜角を有する前記透光性樹脂部材を準備する工程と、b)前記透光性樹脂部材の溶着領域である前記突出部先端面と、対応する吸光性樹脂部材の溶着領域を対向圧接配置し、レーザ光源から発せられたレーザビームを前記透光性樹脂部材表面側から屈折を伴い入射する工程と、c)前記レーザビームにより前記溶着領域を繰り返し照射し、前記溶着領域全体を加熱溶融し、対向圧接配置された前記透光性樹脂部材と前記吸光性樹脂部材を溶着する工程と、を含み、前記突出部のレーザ光源側側面の傾斜角を、屈折した前記レーザビームの進行角度以上にする。
(もっと読む)
特に自動車の窓ガラスのためのワイパブレード並びに該ワイパブレードを製造する方法
本発明は、特に自動車の窓ガラスのためのワイパブレード(10)並びに該ワイパブレード(10)を製造する方法に関するものであって、弾性的なワイパ条片(14)を支持する、少なくとも1つのばね弾性的なばねレール(38)を有した支持エレメント(12)を有しており、接続装置(15)が設けられており、該接続装置はワイパアーム(16)に直接又はアダプタを介して接続することができ、支持エレメント(12)の少なくとも1つのばねレール(38)に溶接されている形式のものに関する。前記接続装置(15)が、少なくとも1つのばねレール(38)を把持する脚部(36)に少なくとも1つのエネルギ方向指示部(46)を有しており、該エネルギ方向指示部(46)は、ばねレール(38)と接続装置(15)との間の規定された個所に溶接エネルギを導入させることが提案されている。 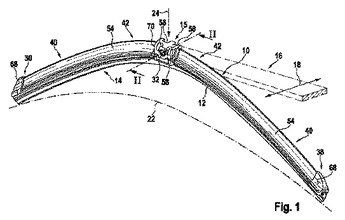 (もっと読む)
(もっと読む)
成形工具の部材上で内部カバー組立体を製造する方法
第1の部品(4)と少なくとも1つの第2の部品(6)を備える、複数の部品を持つ車両用の内部カバー組立体(2)を製造する方法であって、
上記内部カバー組立体の上記部品(4、6)を設けること;
上記内部カバー組立体の上記第1の部品(4)を成形工具(24)の部材(26)に取付ける操作;
上記内部カバー組立体の上記少なくとも1つの第2の部品(6)を上記成形工具(24)に挿入すること;および
上記成形工具を作動することにより上記内部カバー組立体の第1および第2の部品(4、6)を接着することにより固定して、複数の部品を持つ上記内部カバー組立体(2)を得る操作、
を含む上記方法。
(もっと読む)
41 - 60 / 249
[ Back to top ]