
Fターム[4F211AH17]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 車両(←軽車両)部材 (416)
Fターム[4F211AH17]の下位に属するFターム
車体(←ボディ、ドア) (15)
ステアリングホイール (3)
タイヤ (21)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (24)
バンパ (3)
パネル(←コンソールボックス) (29)
車両用内装材、クッション(←座席) (71)
ヘッドレスト (1)
Fターム[4F211AH17]に分類される特許
21 - 40 / 249
自動車用外装品の仮固定構造
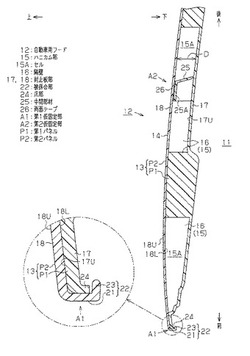
【課題】接着剤の硬化中であっても次工程への移行を可能にし、製造時間の短縮を図る。
【解決手段】第1仮固定部A1は、第2パネルP2に設けられた被係合部22と、第1パネルP1に設けられて被係合部22に係入される爪部24とを備え、その係入により、両封止板部17,18の間隔が変化する方向への両パネルP1,P2の変位を規制する。第2仮固定部A2は、両パネルP1,P2間に、第1パネルP1に一体に設けられた中間部材25を備え、第2パネルP2を第1パネルP1側へ引き寄せた状態で、中間部材25を第2パネルP2に係止させる。第3仮固定部は、両パネルP1,P2間で互いに接触している箇所同士を超音波溶着で直接結合することにより形成される。
(もっと読む)
接着構造部材

【課題】FRP製補強部材を有する接着構造用部材において、優れた接着強度を発現するための接着構造部材を提供する。
【解決手段】少なくとも一枚の連続した繊維強化材層が積層された補強部材と、主構造材から構成される接着構造用部材であって、前記補強部材の主構造材と接着される面に強度向上機構の加工を有することを特徴とする接着構造部材。
(もっと読む)
シート保持装置及びシート貼付装置
【課題】剥離シートを用いずに、シートの皺の発生を防止でき、適切な位置でシートを容易に保持できるようにすること。
【解決手段】保持装置10は、基材シートBSの一方の面に接着剤層ADを有するシートSを保持可能に設けられる。保持装置10は、積層された複数枚のシートSが配置されるベース11と、基材シートの他方の面側からシートSを保持可能な第1保持手段13と、シートSの端縁側を保持可能な第2保持手段14と、第1保持手段13及び第2保持手段14をベース11に対して相対移動することにより、他のシートSから、第2保持手段14で保持されたシートSを剥離する剥離手段16とを備えている。剥離手段16によりシートSを剥離することで、剥離された領域から順次、シートSが第1保持手段13に保持可能に設けられる。
(もっと読む)
熱ラミネート積層フィルムの製造方法
【課題】 熱ラミネート積層フィルムの界面接着性に優れ、熱ラミネートフィルムの反りを抑制することでハンドリング性の優れたポリアリーレンスルフィド積層二軸配向フィルムの製造方法を提供する。
【解決手段】 二軸配向ポリアリーレンスルフィドフィルムの接着層として共重合ポリアリーレンスルフィドを用いて240℃以上に加熱された金属ロール、200℃以上に加熱されたニップロールで熱圧着した直後、該金属ロールに少なくとも3秒以上接触したのちロールから引き剥がしてラミネートし、二軸配向ポリアリーレンスルフィド積層二軸配向フィルムを得る。
(もっと読む)
自動車用ダクトの製造方法
【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
熱溶着用抵抗発熱体
【技術課題】
熱可塑性樹脂の熱溶着において、被溶着物の剛性を向上できる抵抗発熱体を提供する。
【解決手段】
熱可塑性樹脂の熱溶着に用いられる抵抗発熱体1の長手方向に沿ってこの抵抗発熱体1に作用する曲げに対する応力を高めるための剛性補強手段を例えば断面L字型またはU字型等に一体形成する。このような断面形状にすると、抵抗発熱体1のたわみ強度が増し、これにより被溶着物を溶着したときに、この被溶着物の剛性が増す。
(もっと読む)
樹脂部品接合構造体
【課題】二つ以上の大型樹脂部品を一体に接合するにあたり、必要最低限サイズの加振部品を振動させて、全ての部品を溶着し、且つ接合強度が保持される樹脂部品を提供する。
【解決手段】振動が与えられる加振樹脂部品5に二つ以上の被摩擦樹脂部品1,2,3,4の溶着部が当接され振動溶着されることにより、これら三つ以上の樹脂部品が、該加振樹脂部品の溶着部と二つ以上の該被摩擦樹脂部品の溶着部が形成する溶着面を介して一体に接合されている樹脂部品接合構造体。
(もっと読む)
部品取付け構造
【課題】樹脂部材に部品を取付ける際に、取付け工数が少なく、取付け状態がガタなく安定し、樹脂部材表面からの位置も自由に設計できる部品取付け構造を提供する。
【解決手段】樹脂部材に裏面側から部品を取付ける部品の取付け構造であって、前記樹脂部材には、前記部品の外形より大きく、表面から裏面に貫通する開口と、前記開口の縁に沿って、裏面方向に延設された枠状の縦壁とが設けられ、前記縦壁のうち、対向する縦壁には、内側に向かい合った爪と、前記対向する縦壁の前記爪が設けられた位置と異なる位置に、前記縦壁の端面に設けられ、裏面側から挿入される前記部品と当接する管理面とを有し、前記部品には前記爪に係合する一対の外向きの爪と、前記管理面に当接する当接面と、管理面が設けられた縦壁を外側から内側に挟み込み、前記当接面の外側に連続して形成された一対の押圧片を有することを特徴とする部品取付け構造を提供する。
(もっと読む)
複合成形品の製造方法
【課題】
PPS樹脂とインサート金属と直接的に接した面での高い接合強度を有し、且つインサート金属や中空複合体に内包される精密部品に対しても熱や衝撃による損傷を与えることなく複合化することを課題とする。
【解決手段】
(A)降温結晶化温度が205℃以下のポリフェニレンスルフィド樹脂100重量部に対し、(B)エポキシ樹脂1〜10重量部、(C)単繊維径10μm以上のガラス繊維5〜100重量部を配合してなる熱可塑性樹脂組成物を金属インサートした射出成形品にレーザー光を照射し、他の成形品とレーザー溶着する複合成形品の製造方法。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法
【課題】接合部が十分に接合した繊維強化熱可塑性樹脂成形品と、その製造方法を提供する。
【解決手段】複数の部材が接合部で接合された繊維強化熱可塑性樹脂成形品10であって、各接合部が、被接合面22a,32aを含む内側繊維強化樹脂層24,34と、前記内側繊維強化樹脂層24,34の外側に設けられた外側繊維強化樹脂層23,33とからなり、前記外側繊維強化樹脂層23、33は、少なくとも1層以上からなり、そのうちの少なくとも1層の強化繊維は、前記内側繊維強化樹脂層24、34の強化繊維よりも数平均の繊維長が長い。
(もっと読む)
保護膜付き樹脂板またはフィルムの製造方法
【課題】保護膜の貼合工程において、保護膜の貼合不良や樹脂板の破断などを生じさせない保護膜付き樹脂板またはフィルムの製造方法を提供することである。
【解決手段】熱可塑性樹脂を押出機1、2で溶融混練して、ダイ3から押出成形し、少なくとも3本の冷却ロールで冷却して樹脂板6またはフィルムを得る工程と、樹脂板6またはフィルムを一対の保護膜貼合ロール81、82間に供給して、樹脂板6またはフィルムの少なくとも一方の表面に、保護膜7を貼合する工程とを含む保護膜付き樹脂板またはフィルムの製造方法であって、少なくとも1つの保護膜貼合ロール81の両端部の外周面には、外径がロール中央部の外径よりも小さい段差Aがそれぞれ形成されており、前記樹脂板またはフィルムの両端部が、前記段差A形成部分に位置することを特徴とする保護膜付き樹脂板またはフィルムの製造方法。
(もっと読む)
振動溶着方法
【課題】 振動溶着において樹脂製の一対の被溶着物を溶着する際、溶着後の製品にひずみが発生するのを抑制し、外観品質が低下するのを防止する。
【解決手段】 一対の樹脂製の被溶着物1、2の溶着面同士を対面させ、加圧力を加えて一対の被溶着物1、2を圧接させると同時に振動を付加して摩擦熱を発生させることで溶着面の融着部を溶融させ、所定の押し込み量に達した時点で振動を停止して溶融部を冷却させることで溶融部を溶着するようにした振動溶着方法において、振動工程が終了すると直ちに圧接力を所定圧力まで低下させて冷却固化させる。
(もっと読む)
樹脂部材の製造方法
【課題】結晶性高分子樹脂を用い、部分的にその結晶化率を向上させて機械的強度を高めた樹脂部材の製造方法を提供することを課題とする
【解決手段】結晶性高分子樹脂でなるシート材に、縦壁部を構成する樹脂材が融点以下、結晶化温度以上で臨界伸張ひずみ速度以上のひずみ速度で伸張することにより配向融液状態を経て結晶化するように、該縦壁部と頂面部とを有する凸部を形成する凸部形成工程と、該凸部形成工程で形成された凸部を有する2つの中間成形品の凸部の頂面部同士を溶着し、両中間成形品を一体化して樹脂部材とする溶着工程とを備える。
(もっと読む)
シートモールディングコンパウンド(SMC)成形品と金具を接着する方法
【課題】SMC成形品への金具接着時の接着治具を不要とし、工数低減を図れる接着方法を提供する。
【解決手段】SMC成形品と金具の間に接着剤を設け、金具をSMC成形品に固定し接着硬化する、SMC成形品と金具を接着する方法であって、前記SMC成形品が、凸(突)部分又は凹(窪み)部分と、ピン形状とを備えており、前記金具が、前記凸(突)部分又は凹(窪み)部分と当接する穴又は凸(突)部分と、前記ピン形状と嵌合する1対以上の板ばね状の凸(突)形状を持つ開口部分とを1箇所以上備えており、嵌合するピン形状の幅に対し、前記板ばね状の凸(突)形状を持つ開口部分の間隔が狭くなっている、接着方法。
(もっと読む)
車両用保護フィルムの型取り方法、及び、車両用保護フィルムの製造方法
【課題】車両用保護フィルムの型取り方法及び車両用保護フィルムにおいて、高精度な型取りを行うと共に車両用保護フィルムを安価にする。
【解決手段】車両用保護フィルムの型取り方法は、パーツに型取りシートを当て、パーツのエッジに沿って型取りシートにマーキングするシートマーキング工程(S1)と、伸縮性を有する平面形状の型取りフィルムを、マーキングされた領域以上の大きさに切り取るフィルム切り取り工程(S3)と、切り取られた型取りフィルムを、しわ又は寄りを伸ばしながらパーツに貼り付けるフィルム貼り付け工程(S4)と、貼り付けられた型取りフィルムに、パーツのエッジに沿ってマーキングするフィルムマーキング工程(S5)と、マーキングされた型取りフィルムをパーツから剥離させるフィルム剥離工程(S6)と、剥離させた型取りフィルムを平面形状に変形させるフィルム平面化工程(S7)と、を含む。
(もっと読む)
樹脂製バルブボディ及びその製造方法
【課題】マイクロ波エネルギの吸収に若干の乱れがあっても、周囲の熱容量が均一でなくても合成樹脂成型体の溶着を均一に行うことができ、かつ、当該合成樹脂成型体に歪を与えることのないこと。
【解決手段】自動変速を行う油圧や油量を制御する複数のコントロールバルを収容する樹脂製バルブボディ100を、前記複数のコントロールバルブ収容部位または樹脂製バルブボディ100中の油路の中心線に沿って2個以上に分割して形成されたバルブボディ樹脂成型体11,・・・,16を、バルブボディ樹脂成型体11,・・・,16の相互間に配置した導電性の板状合成樹脂からなるマイクロ波によって誘電加熱自在なマイクロ波板状発熱体21,・・・,25と、マイクロ波板状発熱体21,・・・,25間を狭めて、その積載方向に押圧力を与え、そこにマイクロ波を照射することによって両者を溶着する。
(もっと読む)
複合体及びその製造方法
【課題】接着剤を用いることなく樹脂とゴムとを直接的かつ強固に接合する。
【解決手段】ラジカル発生剤(有機過酸化物など)で加硫した加硫ゴム部材と、下記式(1)で表される軌道相互作用エネルギー係数Sが0.006以上である水素原子又は硫黄原子を一分子中に少なくとも平均2つ有する熱可塑性樹脂で構成された樹脂部材とを組合せて、樹脂部材と加硫ゴム部材とが直接接合した複合体を得る。
S=(CHOMO,n)2/|Ec−EHOMO,n|+(CLUMO,n)2/|Ec−ELUMO,n| (1)
(式中、Ecはジカルの軌道エネルギー(eV)、CHOMO,nは樹脂の基本単位を構成する第n番目の水素原子の最高被占分子軌道(HOMO)の分子軌道係数、EHOMO,nは前記HOMOの軌道エネルギー(eV)、CLUMO,nは前記n番目の水素原子又は硫黄原子の最低空分子軌道(LUMO)の分子軌道係数、ELUMO,nは前記LUMOの軌道エネルギー(eV)を示し、半経験的分子軌道法MOPACPM3により算出された値である)
(もっと読む)
スポイラ
【課題】複雑な型入れ・型抜き作業の不要な方法で安価に製造できるスポイラを提供することを目的とする。
【解決手段】意匠面を構成する意匠面部2aと、意匠面部2aと対向するように延びる傾斜面部2bと、意匠面部2aと傾斜面部2bとを接続する屈曲部2cとを備えるアウター部材2と、意匠面部2aに対向する背面部3aと、背面部3aから傾斜面部2b側へ立設された立壁部3bとを備え、アウター部材2の内側に配置されるインナー部材3とを有し、意匠面部2aと背面部3aとが第1溶着リブ4で振動溶着され、傾斜面部2bと立壁部3bとが第2溶着リブ5で振動溶着されているスポイラ1であって、立壁部3bは、屈曲部2c側に凹んだ複数の凹部が車幅方向に並んだ波打ち形状とされる。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
21 - 40 / 249
[ Back to top ]